You might also like
- Us 6034269Document5 pagesUs 6034269Rahmat SunaryaNo ratings yet
- US6040283 Concentrated Alkaline Glutaraldehyde Phenolic DisinfectantDocument5 pagesUS6040283 Concentrated Alkaline Glutaraldehyde Phenolic DisinfectantAyu WinarniNo ratings yet
- United States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityDocument8 pagesUnited States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityfitriNo ratings yet
- Us 4256783Document9 pagesUs 4256783Santiago BorgesNo ratings yet
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Document8 pagesUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNo ratings yet
- United States Patent (19) : Assignee: National Distillers and ChemicalDocument10 pagesUnited States Patent (19) : Assignee: National Distillers and ChemicalantavenaNo ratings yet
- Patent Pabrik Pthalic Anhydride Proses Von HeydenDocument7 pagesPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Document6 pagesUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanNo ratings yet
- US5527957Document8 pagesUS5527957THAIYEZI DEGREY OVALOS MORENONo ratings yet
- US8796498Document7 pagesUS8796498Muhammad Akbar FahleviNo ratings yet
- United States Patent (10) Patent No.: US 8,158,822 B2Document4 pagesUnited States Patent (10) Patent No.: US 8,158,822 B2JFPacNo ratings yet
- US5741956 PentaerythritolDocument5 pagesUS5741956 PentaerythritolRuchita PoilkarNo ratings yet
- US5585527Document11 pagesUS5585527cliff hsuNo ratings yet
- Us6210562 PDFDocument8 pagesUs6210562 PDFSyuhadah NoordinNo ratings yet
- United States Patent (10) Patent No.: US 6,743,928 B1: Zeitsch (45) Date of Patent: Jun. 1, 2004Document5 pagesUnited States Patent (10) Patent No.: US 6,743,928 B1: Zeitsch (45) Date of Patent: Jun. 1, 2004maria carolina morenoNo ratings yet
- Process Production of PETDocument7 pagesProcess Production of PETDhiyyah MardhiyyahNo ratings yet
- United States Patent (19) : Lenczyk May 20, 1986Document7 pagesUnited States Patent (19) : Lenczyk May 20, 1986JUNAID RAFEYNo ratings yet
- United States Patent (19) : L 0/2 M80 SRDocument6 pagesUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRANo ratings yet
- United States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryDocument21 pagesUnited States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryNcTungNo ratings yet
- United States Patent (19) 11 Patent Number: 5,770,761Document6 pagesUnited States Patent (19) 11 Patent Number: 5,770,761farhan rivaldiNo ratings yet
- PatentDocument15 pagesPatentIwan TirtaNo ratings yet
- PAtent Electrolitic Cell US5108563Document13 pagesPAtent Electrolitic Cell US5108563EDUCAPP elevator peachNo ratings yet
- United States Patent: (10) Patent No.: US 7,910,784 B2Document5 pagesUnited States Patent: (10) Patent No.: US 7,910,784 B2Chandra AdityaNo ratings yet
- US4684750Document4 pagesUS4684750Deep PatelNo ratings yet
- United States Patent 19: Dumain Et AlDocument10 pagesUnited States Patent 19: Dumain Et AlFi FiyundaNo ratings yet
- Us4808262 Method For DevolatilizingDocument12 pagesUs4808262 Method For DevolatilizingBilly FowlerNo ratings yet
- US4285881Document4 pagesUS4285881Thomas MarshallNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Document5 pagesUnited States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Ben Duncan Málaga EspichánNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- Hidrogenación 2Document8 pagesHidrogenación 2Adrian vilariño gonzalezNo ratings yet
- DETA生产工艺Document3 pagesDETA生产工艺GakkyNo ratings yet
- US5100534Document9 pagesUS5100534oseng sengNo ratings yet
- US5201949Document6 pagesUS5201949panxiaozheNo ratings yet
- Us 6677477Document8 pagesUs 6677477nurhafizah jabarNo ratings yet
- Process For Purification of HCL From Edc PyrolysisDocument6 pagesProcess For Purification of HCL From Edc Pyrolysisu2051721No ratings yet
- United States Patent (19) : Lommi Et Al. (45) Date of Patent: Mar 18, 1997Document4 pagesUnited States Patent (19) : Lommi Et Al. (45) Date of Patent: Mar 18, 1997Marina ButuceaNo ratings yet
- United States PatentDocument7 pagesUnited States Patentshahnaz skNo ratings yet
- US4767543Document6 pagesUS4767543Baba DookNo ratings yet
- United States Patent (191 (11) Patent Number: 5,013,407: Nocca Et A1. (45) Date of Patent: May 7, 1991Document6 pagesUnited States Patent (191 (11) Patent Number: 5,013,407: Nocca Et A1. (45) Date of Patent: May 7, 1991jinmgNo ratings yet
- Patent - Methylation of Benzene or TolueneDocument10 pagesPatent - Methylation of Benzene or TolueneWilly DinataNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument5 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentLechugaGuerreroHerreraNo ratings yet
- Pressure FilterDocument8 pagesPressure FilterBASICNo ratings yet
- United States PatentDocument6 pagesUnited States PatentPaola LNNo ratings yet
- United States PatentDocument6 pagesUnited States PatentRahani HyugaNo ratings yet
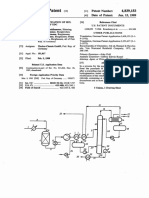
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesNo ratings yet
- Anhydrous Us PatentDocument11 pagesAnhydrous Us PatentAlexander ApuraNo ratings yet
- United States PatentDocument5 pagesUnited States PatentHarry CortezNo ratings yet
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Document7 pagesUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniNo ratings yet
- Paten 5 Us5998677Document7 pagesPaten 5 Us5998677Jihan FauziyahNo ratings yet
- Patent US4203906Document9 pagesPatent US4203906Santiago BorgesNo ratings yet
- PATENTEDocument6 pagesPATENTEEduardo Contreras gutiérrezNo ratings yet
- United States PatentDocument3 pagesUnited States PatentSmokeNo ratings yet
- III Iii Iihiiii: United States PatentDocument11 pagesIII Iii Iihiiii: United States Patentista fitriaNo ratings yet
- United States Patent (19) : Benedetto Calcagno Fulvio Attorney, Agent, or Firm-Sughrue, Mion, ZinnDocument5 pagesUnited States Patent (19) : Benedetto Calcagno Fulvio Attorney, Agent, or Firm-Sughrue, Mion, ZinnmasyNo ratings yet
- Phtalic Anhydride PatentDocument9 pagesPhtalic Anhydride PatentRiza Shinta RNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- 2008 March 4 Acetaldehyde From Ethylene OxidationDocument4 pages2008 March 4 Acetaldehyde From Ethylene OxidationameymurudkarNo ratings yet
- US5240619Document10 pagesUS5240619Baba DookNo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Domains and Kingdoms: Study GuideDocument6 pagesDomains and Kingdoms: Study GuideosamaNo ratings yet
- 2016 Annual Report - On Line VersionDocument86 pages2016 Annual Report - On Line VersionFebriyani SulistyaningsihNo ratings yet
- Class Notes 12 - Biology - Reproduction in OrganismDocument8 pagesClass Notes 12 - Biology - Reproduction in OrganismNehaNo ratings yet
- BiologyDocument41 pagesBiologymina0% (1)
- Wolfiporia Extensa, Poria Cocos - Fun LingDocument11 pagesWolfiporia Extensa, Poria Cocos - Fun LingAnonymous ybCzeSJ7CNo ratings yet
- Aspb 2012 - 106Document204 pagesAspb 2012 - 106arunprabhu_dhanapalNo ratings yet
- AgeLOC R Squared Product and Science PresentationDocument27 pagesAgeLOC R Squared Product and Science PresentationSiaw Sing OngNo ratings yet
- PNU Final Coaching Gen - EdDocument15 pagesPNU Final Coaching Gen - EdTatinNo ratings yet
- Ujmr 2020 - 4 - 24 - 30 PDFDocument7 pagesUjmr 2020 - 4 - 24 - 30 PDFUMYU Journal of Microbiology Research (UJMR)No ratings yet
- UPCAT Complete Reviewer 2020jjjjjjDocument84 pagesUPCAT Complete Reviewer 2020jjjjjjPolyblank Glitch100% (2)
- PorphyrinsDocument14 pagesPorphyrinsVytheeshwaran Vedagiri100% (2)
- Competency Audit Grade 8Document5 pagesCompetency Audit Grade 8Laurel S. MedinaNo ratings yet
- CS 2000iDocument88 pagesCS 2000iBintang MaulanaNo ratings yet
- Menigeal LymphoidDocument10 pagesMenigeal LymphoidRenju KuriakoseNo ratings yet
- 01 Basic Concepts in ArchaeologyDocument66 pages01 Basic Concepts in ArchaeologyHannah Dodds100% (1)
- Comic Coloring BookDocument16 pagesComic Coloring Bookdragana100% (1)
- Effect of Square Stepping Exercise Versus Swiss Ball Exercise On Balance in Institutionalized Elderly PopulationDocument6 pagesEffect of Square Stepping Exercise Versus Swiss Ball Exercise On Balance in Institutionalized Elderly Populationastrinila fauziNo ratings yet
- Anatomy and Physiology Chapter11 The Muscular SystemDocument18 pagesAnatomy and Physiology Chapter11 The Muscular SystemDayledaniel SorvetoNo ratings yet
- G8 Q4 Bio ReviewedDocument5 pagesG8 Q4 Bio ReviewedSha RonNo ratings yet
- Answers For Support Worksheet - Option F: 1 A Feature Bacteria Archaea EukaryotaDocument1 pageAnswers For Support Worksheet - Option F: 1 A Feature Bacteria Archaea EukaryotaHellö PëachNo ratings yet
- Fs 1 Episode 4 Learner Diversity PDF Learning RelationshipsDocument1 pageFs 1 Episode 4 Learner Diversity PDF Learning RelationshipsEmmarie Sola - FriersonNo ratings yet
- Standard Operating Procedure For Somatic Variant Refinement of Sequencing Data With Paired Tumor and Normal SamplesDocument10 pagesStandard Operating Procedure For Somatic Variant Refinement of Sequencing Data With Paired Tumor and Normal SamplesLaurie Stephens-KelleherNo ratings yet
- 1ST PERIODICAL EXAM (Envi - Sci.)Document4 pages1ST PERIODICAL EXAM (Envi - Sci.)Jevie GonzalesNo ratings yet
- Water PotentialDocument35 pagesWater PotentialLuis GarcíaNo ratings yet
- MotivationDocument2 pagesMotivationPrachi Srivastava100% (1)
- Week 1-Introduction of BioindustryDocument31 pagesWeek 1-Introduction of BioindustryFery HaidirNo ratings yet
- Nosology and Classification of Genetic Skeletal Disorders - 2015 RevisionDocument24 pagesNosology and Classification of Genetic Skeletal Disorders - 2015 RevisionMariaYoanitaAstrianiNo ratings yet
- DINOFÍCEASDocument106 pagesDINOFÍCEASHigor Lessa100% (1)
- 003 REVIEWER IN SCIENCE 7-SUgarDocument3 pages003 REVIEWER IN SCIENCE 7-SUgarrizza suarezNo ratings yet
- Immobilization of Catalase Via Adsorption Into NatDocument6 pagesImmobilization of Catalase Via Adsorption Into NatErwin Guillermo Valdizón WinterNo ratings yet