You might also like
- Patient Report: Tests Result Flag Units Reference Interval LabDocument1 pagePatient Report: Tests Result Flag Units Reference Interval LabMillennialz MarketingNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- AbstractDocument4 pagesAbstractDamnir MercadoNo ratings yet
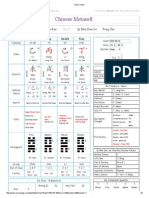
- Ba Zi Chart1Document2 pagesBa Zi Chart1adisebe100% (1)
- Instant Download Test Bank For Medical Emergencies in The Dental Office 7th Edition Stanley F Malamed PDF FullDocument32 pagesInstant Download Test Bank For Medical Emergencies in The Dental Office 7th Edition Stanley F Malamed PDF Fullnancyburgessqcgfxiydzk100% (13)
- Static Analysis of VMC Spindle For Maximum Cutting Force: Mahesh M. Ghadage Prof. Anurag V. KarandeDocument5 pagesStatic Analysis of VMC Spindle For Maximum Cutting Force: Mahesh M. Ghadage Prof. Anurag V. Karandefujy fujyNo ratings yet
- Investigation On Influence of Cutting Parameters oDocument6 pagesInvestigation On Influence of Cutting Parameters oDuy TrầnNo ratings yet
- Technological and Simulative Analysis of Power SkivingDocument6 pagesTechnological and Simulative Analysis of Power SkivingFernando OteroNo ratings yet
- 2010 - Daghini - Design and Dynamic Characterisation of Composite Material Dampers For Parting Off ToolsDocument14 pages2010 - Daghini - Design and Dynamic Characterisation of Composite Material Dampers For Parting Off ToolsKKiranNo ratings yet
- Modelling and Analysis of CNC Milling Machine Bed With UHM CFRP Composite MaterialDocument11 pagesModelling and Analysis of CNC Milling Machine Bed With UHM CFRP Composite MaterialIJRASETPublicationsNo ratings yet
- Design and Fabrication of Fixture For Labyrinth RingDocument6 pagesDesign and Fabrication of Fixture For Labyrinth RingAkhilesh KumarNo ratings yet
- Basic Automobile Design: Prepared By, Chirag BhangaleDocument66 pagesBasic Automobile Design: Prepared By, Chirag BhangaleMustapha LAARAJNo ratings yet
- Modelling of GD&TDocument6 pagesModelling of GD&TKarthik KarunanidhiNo ratings yet
- Design of Machine Tool SpindleDocument5 pagesDesign of Machine Tool SpindleKarthik Varma PNo ratings yet
- Accuracy Enhancement of 3 Axis Vertical Milling Machine CentreDocument4 pagesAccuracy Enhancement of 3 Axis Vertical Milling Machine Centrele duyNo ratings yet
- Analysis of Lathe Spindle Using AnsysDocument10 pagesAnalysis of Lathe Spindle Using AnsysabdollahzadehNo ratings yet
- Desing and Optimization of Optimal Fixture Layout For Drilling Operation IJERTCONV5IS07030Document3 pagesDesing and Optimization of Optimal Fixture Layout For Drilling Operation IJERTCONV5IS07030Vishal KannaujiaNo ratings yet
- Encompassing Rotary-Draw-Tube Bending Process With Sheet Metal Rolling by Three-Roll-Push-BendingDocument8 pagesEncompassing Rotary-Draw-Tube Bending Process With Sheet Metal Rolling by Three-Roll-Push-Bendingramar MNo ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNo ratings yet
- Grinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesDocument18 pagesGrinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesMatheus SimõesNo ratings yet
- DFM Lecture NotesDocument16 pagesDFM Lecture NotesShreya UppuNo ratings yet
- Management Systems in Production EngineeringDocument7 pagesManagement Systems in Production EngineeringanurajdeshNo ratings yet
- Strategies To Enhance Agility and Machining Accuracy in Line BoringDocument6 pagesStrategies To Enhance Agility and Machining Accuracy in Line BoringRadithya RafeeNo ratings yet
- Shoe Centreless PaperDocument9 pagesShoe Centreless PaperNimesh SinghNo ratings yet
- Drill Resrach PaperDocument7 pagesDrill Resrach Paperazimshaikh95No ratings yet
- 09 Chapter1 PDFDocument12 pages09 Chapter1 PDFbilbobaggingsNo ratings yet
- KLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesDocument24 pagesKLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesLuis Fillipe Lopes TorresNo ratings yet
- Structural Modeling of End Mills For Form Error and Stability AnalysisDocument11 pagesStructural Modeling of End Mills For Form Error and Stability AnalysisAkhileshwar_singh88No ratings yet
- Eccentric Shaft Ansys Analysis PDFDocument5 pagesEccentric Shaft Ansys Analysis PDFphilipjNo ratings yet
- Researching The CNC-Machine Stiffness Impact On The Grinding Cycle DesignDocument6 pagesResearching The CNC-Machine Stiffness Impact On The Grinding Cycle DesignFahmi NurjananiNo ratings yet
- Modeling Dynamics and Stability of Variable Pitch and Helix Milling PDFDocument10 pagesModeling Dynamics and Stability of Variable Pitch and Helix Milling PDFDenis SatriaNo ratings yet
- Structural Optimization of Rear Bumper Fog Lamp Punching MachineDocument11 pagesStructural Optimization of Rear Bumper Fog Lamp Punching MachineIAEME PublicationNo ratings yet
- Design of Machining Fixture For TurbineDocument14 pagesDesign of Machining Fixture For Turbinejacob ellyNo ratings yet
- Precise Modelling of HSC Machine Tool Thermal Behaviour: of Achievements in Materials and Manufacturing EngineeringDocument9 pagesPrecise Modelling of HSC Machine Tool Thermal Behaviour: of Achievements in Materials and Manufacturing EngineeringSanya SolodilovNo ratings yet
- Ijert Ijert: Bending Stress Analysis & Optimization of Spur GearDocument7 pagesIjert Ijert: Bending Stress Analysis & Optimization of Spur GearPravin RajanNo ratings yet
- 8373-Article Text-32650-1-10-20190221Document18 pages8373-Article Text-32650-1-10-20190221aalnassar52No ratings yet
- Adaptive Control Based Condition Monitoring of CNC MachineDocument10 pagesAdaptive Control Based Condition Monitoring of CNC MachineIJRASETPublicationsNo ratings yet
- 5 1510045603 - 07-11-2017 PDFDocument9 pages5 1510045603 - 07-11-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDocument11 pagesExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument8 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Dme-Unit IDocument80 pagesDme-Unit Igsuresh40No ratings yet
- Optimization of CNC MachiningDocument3 pagesOptimization of CNC MachiningVIVA-TECH IJRINo ratings yet
- Crankshaft DesignDocument8 pagesCrankshaft DesignDiego AvendañoNo ratings yet
- ME 332 - Machine Design and Cad I: JawadullahDocument17 pagesME 332 - Machine Design and Cad I: JawadullahJawad UllahNo ratings yet
- Smart Cutting Tools and Smart Machining: Development Approaches, and Their Implementation and Application PerspectivesDocument15 pagesSmart Cutting Tools and Smart Machining: Development Approaches, and Their Implementation and Application Perspectivesfernando.s88No ratings yet
- Methodology: Design of Automatic Floor Dust Cleaning Machine MechanismDocument5 pagesMethodology: Design of Automatic Floor Dust Cleaning Machine MechanismPrashant BachhavNo ratings yet
- Moses2013 PDFDocument5 pagesMoses2013 PDFLALIT PATILNo ratings yet
- ZepodimpingDocument9 pagesZepodimpingashwarya_me_er5146No ratings yet
- Gear Spindles Ingles PDFDocument24 pagesGear Spindles Ingles PDFnghiaNo ratings yet
- 4 5908727710452027911Document11 pages4 5908727710452027911Mahmoud MetwallyNo ratings yet
- Spindle SystemDocument9 pagesSpindle SystemNauraa JeenaNo ratings yet
- Mechanical Systems and Signal Processing: Zhengyou Xie, Yong Lu, Jianguang LiDocument16 pagesMechanical Systems and Signal Processing: Zhengyou Xie, Yong Lu, Jianguang Licyanogen123No ratings yet
- InTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisDocument28 pagesInTech-Finite Element Analysis of Machining Thin Wall Parts Error Prediction and Stability AnalysisLukman EmweNo ratings yet
- Modal Analysis of CNC Lathe's Spindle Based On Finite ElementDocument4 pagesModal Analysis of CNC Lathe's Spindle Based On Finite Elementnasir akhtarNo ratings yet
- Computer Aided Analysis of Vibration in Machine Tool and Design of Damping SystemDocument4 pagesComputer Aided Analysis of Vibration in Machine Tool and Design of Damping SystemInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- An Integrated System For Ultra-Precision Machine Tool Design in Conceptual and Fundamental Design StageDocument7 pagesAn Integrated System For Ultra-Precision Machine Tool Design in Conceptual and Fundamental Design StageTommy GaoNo ratings yet
- Finite Element Based Analysis of Rotating Robot PedestalDocument5 pagesFinite Element Based Analysis of Rotating Robot PedestalAnonymous kw8Yrp0R5rNo ratings yet
- Gear Cutting in Milling MachineDocument5 pagesGear Cutting in Milling MachineTrophie NilemoaNo ratings yet
- 1 s2.0 S0890695509001199 MainDocument11 pages1 s2.0 S0890695509001199 MainabdollahzadehNo ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineAllaboyinamahidharNo ratings yet
- Static Analysis and Size Optimization For The BedDocument7 pagesStatic Analysis and Size Optimization For The Bedalaalao2000No ratings yet
- Research Paper Vibration Analysis of Lathe Machine: EngineeringDocument3 pagesResearch Paper Vibration Analysis of Lathe Machine: EngineeringDaniyal HassanNo ratings yet
- Assessment of The Tool Post Reliability of A High-Stiffness Turning MachineDocument9 pagesAssessment of The Tool Post Reliability of A High-Stiffness Turning Machinegunadi katonNo ratings yet
- Analysis and Design of High Step-Up DC-DC Converter With Coupled-Inductor TechniqueDocument6 pagesAnalysis and Design of High Step-Up DC-DC Converter With Coupled-Inductor Techniqueharis shehzadNo ratings yet
- Centrifugal PumpDocument6 pagesCentrifugal Pumpharis shehzadNo ratings yet
- Feasibility Study of A Passive Magnetic Bearing Using The Ring Shaped Permanent MagnetsDocument28 pagesFeasibility Study of A Passive Magnetic Bearing Using The Ring Shaped Permanent Magnetsharis shehzadNo ratings yet
- Zhao 2013Document9 pagesZhao 2013haris shehzadNo ratings yet
- Salient Pole Permanent Magnet Axial-Gap Self-Bearing Motor: Quang-Dich Nguyen and Satoshi UenoDocument25 pagesSalient Pole Permanent Magnet Axial-Gap Self-Bearing Motor: Quang-Dich Nguyen and Satoshi Uenoharis shehzadNo ratings yet
- Performance Evaluation of Rolling Element Bearings Based On Tribological BehaviourDocument22 pagesPerformance Evaluation of Rolling Element Bearings Based On Tribological Behaviourharis shehzadNo ratings yet
- Passive Permanent Magnet Bearings For Rotating Shaft: Analytical CalculationDocument33 pagesPassive Permanent Magnet Bearings For Rotating Shaft: Analytical Calculationharis shehzadNo ratings yet
- Rolling Contact Fatigue in Ultra High Vacuum: Mike Danyluk and Anoop DhingraDocument22 pagesRolling Contact Fatigue in Ultra High Vacuum: Mike Danyluk and Anoop Dhingraharis shehzadNo ratings yet
- Magnetic Levitation Technique For Active Vibration Control: Md. Emdadul Hoque and Takeshi MizunoDocument21 pagesMagnetic Levitation Technique For Active Vibration Control: Md. Emdadul Hoque and Takeshi Mizunoharis shehzadNo ratings yet
- Control of Magnetic Bearing System: Hwang Hun Jeong, So Nam Yun and Joo Ho YangDocument48 pagesControl of Magnetic Bearing System: Hwang Hun Jeong, So Nam Yun and Joo Ho Yangharis shehzadNo ratings yet
- Linearization of Radial Force Characteristic of Active Magnetic Bearings Using Finite Element Method and Differential EvolutionDocument15 pagesLinearization of Radial Force Characteristic of Active Magnetic Bearings Using Finite Element Method and Differential Evolutionharis shehzadNo ratings yet
- DC Motor Control Using Simulink and Adafruit Morot ShieldDocument4 pagesDC Motor Control Using Simulink and Adafruit Morot Shieldharis shehzadNo ratings yet
- Design and Implementation of Conventional and Advanced Controllers For Magnetic Bearing System StabilizationDocument27 pagesDesign and Implementation of Conventional and Advanced Controllers For Magnetic Bearing System Stabilizationharis shehzadNo ratings yet
- Maglev Blood PumpsDocument33 pagesMaglev Blood Pumpsharis shehzadNo ratings yet
- Lvad Reverse RemodelingDocument13 pagesLvad Reverse Remodelingharis shehzadNo ratings yet
- Chapter 3: Management Responsibility AND Performance MeasurementDocument8 pagesChapter 3: Management Responsibility AND Performance MeasurementClaudia WongNo ratings yet
- PersonalityDocument3 pagesPersonalityManjae CamielaNo ratings yet
- Project Report On Pizza HutDocument31 pagesProject Report On Pizza Huthuzaifa anwarNo ratings yet
- SMJK Notre Dame Convent Melaka Peperiksaan Percubaan SPM Tahun 2017Document19 pagesSMJK Notre Dame Convent Melaka Peperiksaan Percubaan SPM Tahun 2017Loh Chee WeiNo ratings yet
- The Atlantic Monthly, Volume 12, No. 69, July, 1863 by VariousDocument145 pagesThe Atlantic Monthly, Volume 12, No. 69, July, 1863 by VariousGutenberg.orgNo ratings yet
- Effects of Temperature, Stretch, and Various Drug Treatments On The Cardiac Muscle Activity of Rana PipiensDocument14 pagesEffects of Temperature, Stretch, and Various Drug Treatments On The Cardiac Muscle Activity of Rana PipiensMereseini VakamacalaNo ratings yet
- Intellectual Property RightsDocument30 pagesIntellectual Property RightsShivam Kumar100% (2)
- Linear AlgebraDocument499 pagesLinear AlgebraAnsh Mittal100% (4)
- Fundamental AnalysisDocument73 pagesFundamental Analysispearlksr100% (1)
- Scada IntroductionDocument5 pagesScada IntroductionmuhammadmusakhanNo ratings yet
- Photo Essay Project1Document11 pagesPhoto Essay Project1Joshua CudalNo ratings yet
- Kesetimbangan PartikelDocument25 pagesKesetimbangan PartikelGalih Indra SukmanaNo ratings yet
- Cimb Targeted Assistance Programme TNC Auto Eng PDFDocument2 pagesCimb Targeted Assistance Programme TNC Auto Eng PDFFareez isaNo ratings yet
- Handout Fundamentals of Dermatology PDFDocument4 pagesHandout Fundamentals of Dermatology PDFKoushik Mazumder ShuvoNo ratings yet
- Franchise LitigationDocument60 pagesFranchise LitigationJay R MVNo ratings yet
- 1 Leonardo Da VinciDocument4 pages1 Leonardo Da VincicasiquemariaeNo ratings yet
- 38 Pamintuan v. CADocument1 page38 Pamintuan v. CAJoshua Alexander CalaguasNo ratings yet
- First Quarter Lesson 1: Elements of An Epic PoemDocument13 pagesFirst Quarter Lesson 1: Elements of An Epic PoemPatrick BaleNo ratings yet
- Dokyubata Masterclass D-1Document3 pagesDokyubata Masterclass D-1Harischandra Stephanie RuizNo ratings yet
- Descriptive Ethics: By:maryon Dhel GarciaDocument13 pagesDescriptive Ethics: By:maryon Dhel GarciamharyohnNo ratings yet
- AncientRuins1 FAQDocument2 pagesAncientRuins1 FAQsg 85No ratings yet
- Business & ComputerDocument8 pagesBusiness & Computerandrewarun1987No ratings yet
- Thermochimica Acta PDFDocument6 pagesThermochimica Acta PDFLenia LuciaNo ratings yet
- A Research Proposal: EntitledDocument11 pagesA Research Proposal: EntitledJOBBELE SAGCALNo ratings yet
- Kangaroo MathDocument5 pagesKangaroo MathE Simbolon100% (1)
- GENEVIEVE LIM Vs SabanDocument3 pagesGENEVIEVE LIM Vs Sabanfermo ii ramosNo ratings yet