You might also like
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3ashiq_a99No ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- CAE DS – Mould Design Standard PartsDocument13 pagesCAE DS – Mould Design Standard PartsMohd Nazri SalimNo ratings yet
- Econology Design Guides For PlasticsDocument46 pagesEconology Design Guides For PlasticsAw Keng Shing100% (7)
- Calculating Plastic Component Shrinkage and DistortionDocument4 pagesCalculating Plastic Component Shrinkage and DistortionRajendra Kumar SharmaNo ratings yet
- Mold Flow AnalysisDocument30 pagesMold Flow AnalysisArun PrasadNo ratings yet
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- MoldDocument44 pagesMoldrohitNo ratings yet
- How Voids Form in Thick Plastic PartsDocument4 pagesHow Voids Form in Thick Plastic PartsRavindra ErabattiNo ratings yet
- Low Pressure Die Casting MachinesDocument4 pagesLow Pressure Die Casting Machinesyang2012100% (1)
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- MS ExcelDocument37 pagesMS Excelravi100% (2)
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- Design Guide For RIM Reaction Injection Molded Plastic PartsDocument28 pagesDesign Guide For RIM Reaction Injection Molded Plastic Partsl_gasztoNo ratings yet
- D1653Document5 pagesD1653manox007No ratings yet
- Injection Moulding SlidesDocument29 pagesInjection Moulding Slideszulkefli-abdullah-8044No ratings yet
- Design For PlasticsDocument29 pagesDesign For PlasticsiescuderovNo ratings yet
- Defects in Injection MouldingDocument14 pagesDefects in Injection Mouldinghajarpaiman100% (1)
- Troubleshooting Injection Molding FaultsDocument41 pagesTroubleshooting Injection Molding FaultsHicham AhmamsiNo ratings yet
- Passive DesignDocument97 pagesPassive DesignOreo De VeraNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Basic Gating and Runner DesignDocument66 pagesBasic Gating and Runner DesignRockfort HarshaNo ratings yet
- Average IfDocument22 pagesAverage IfXenia MorenoNo ratings yet
- Injection Mold Design GuideDocument20 pagesInjection Mold Design GuideMuhammad Shafiq Mohd YunusNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- Moulding DefectsDocument2 pagesMoulding Defectspavankumarsrs100% (2)
- A RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESDocument9 pagesA RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESKetan ChhedaNo ratings yet
- Casting Technology: DC School Text BookDocument23 pagesCasting Technology: DC School Text BookmikeNo ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- Injection MoldingDocument25 pagesInjection MoldingHarshadNo ratings yet
- Mold Resin GuideDocument6 pagesMold Resin GuidesansagithNo ratings yet
- s7-1500 in A Nutshell PDFDocument44 pagess7-1500 in A Nutshell PDFSivaNo ratings yet
- Introduction to Thermforming and Injection MouldingDocument7 pagesIntroduction to Thermforming and Injection MouldingAzizol WahabNo ratings yet
- Design and Fabrication of Gear Type Injection Molding MachineDocument29 pagesDesign and Fabrication of Gear Type Injection Molding MachineAnonymous ITnkbIEF75% (4)
- Injection Moulding Defects GuideDocument10 pagesInjection Moulding Defects GuideAmith S KaratkarNo ratings yet
- Chap 1 - Injection MouldingDocument31 pagesChap 1 - Injection MouldingVikas MishraNo ratings yet
- Mould Technology Blog - Chapter 18 Gate typesDocument10 pagesMould Technology Blog - Chapter 18 Gate typessggdgdNo ratings yet
- MOLD PLASTIC SETDocument98 pagesMOLD PLASTIC SETSenthil KumarNo ratings yet
- Plastic WeldingDocument13 pagesPlastic Weldingakshay tapkirNo ratings yet
- Cadsys Plastic Part 1 - v01-1Document14 pagesCadsys Plastic Part 1 - v01-1Keerthi Swarup M GowdaNo ratings yet
- Misumi Press Die StandardDocument72 pagesMisumi Press Die StandardthanhvutsmvnNo ratings yet
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 pagesInjection Molded Part Problems & Solutions With: SkillbuilderradzNo ratings yet
- Dimensional Molding ShrinkagesDocument18 pagesDimensional Molding Shrinkagessanthosh5242No ratings yet
- Overmolding GuidelinesDocument18 pagesOvermolding GuidelinesRJCIIINo ratings yet
- Proto Labs Whitepaper PDFDocument15 pagesProto Labs Whitepaper PDFSugarboy3 SurNo ratings yet
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- MOULD MAINTENANCE GUIDEDocument40 pagesMOULD MAINTENANCE GUIDEprashanthNo ratings yet
- Plastic Part Design TutorialDocument13 pagesPlastic Part Design Tutorialsathya_jbNo ratings yet
- Linear Vibration Welding Design GuideDocument2 pagesLinear Vibration Welding Design GuideguptaashishNo ratings yet
- Product Design Mold DesignDocument19 pagesProduct Design Mold Designajithp_kvr100% (1)
- Chapter 7: Advanced Modeling Techniques: Prof. Ming-Bo LinDocument42 pagesChapter 7: Advanced Modeling Techniques: Prof. Ming-Bo Linvimal_raj205No ratings yet
- Ansi B36.19Document13 pagesAnsi B36.19BimaNo ratings yet
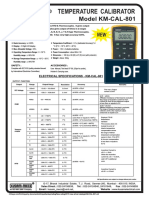
- Temperature Calibrator Specifications and FunctionsDocument1 pageTemperature Calibrator Specifications and FunctionsvihaanNo ratings yet
- Download Risc V Assembly Language Programming Stephen Smith all chapterDocument67 pagesDownload Risc V Assembly Language Programming Stephen Smith all chapteralec.powell515100% (3)
- Dimensions of The PantheonDocument3 pagesDimensions of The PantheonNerinel CoronadoNo ratings yet
- E06 - CONSTANTINACHE PompiliuDocument4 pagesE06 - CONSTANTINACHE PompiliuNgô Hải ĐăngNo ratings yet
- Gephi Handout Sunbelt 2016 PDFDocument16 pagesGephi Handout Sunbelt 2016 PDFerwin huangNo ratings yet
- Video Decoder For Portable LCD Display: VP77 Data SheetDocument72 pagesVideo Decoder For Portable LCD Display: VP77 Data Sheetcarlos cardenasNo ratings yet
- Safety Solenoid Valve Nominal Width RP 1/2 - RP 2 SV SV-D Sv-DleDocument8 pagesSafety Solenoid Valve Nominal Width RP 1/2 - RP 2 SV SV-D Sv-DleAgustantoNo ratings yet
- IBM DB2 10.5 For Linux, UNIX, and Windows - Data Movement Utilities Guide and ReferenceDocument293 pagesIBM DB2 10.5 For Linux, UNIX, and Windows - Data Movement Utilities Guide and ReferenceBupBeChanhNo ratings yet
- KCA-201 Online PUE Theory of Automata & Formal Languages MCA 2nd SemDocument13 pagesKCA-201 Online PUE Theory of Automata & Formal Languages MCA 2nd SemakttripathiNo ratings yet
- Introduction To NanophotonicsDocument49 pagesIntroduction To NanophotonicsArashiNo ratings yet
- 10 SQL Script Deep Dive and OIADocument6 pages10 SQL Script Deep Dive and OIArameshnaiduNo ratings yet
- IntegratorDocument3 pagesIntegratortapan_dassNo ratings yet
- Lightweight AP - Registration To WLC PDFDocument15 pagesLightweight AP - Registration To WLC PDFAnasham TegegnNo ratings yet
- Ed Grade 9 Unit Practice Test Science Space ExplorationDocument16 pagesEd Grade 9 Unit Practice Test Science Space Explorationwe R happy familyNo ratings yet
- Spin SellingDocument12 pagesSpin SellingKarthik SiddabatthulaNo ratings yet
- Independent and Dependent ClausesDocument6 pagesIndependent and Dependent ClausesMariel EfrenNo ratings yet
- Sistema de Entrenamiento de La Serie LabvoltDocument60 pagesSistema de Entrenamiento de La Serie LabvoltJeferson Fernando Arirama GarciaNo ratings yet
- 14EIT72 Instrumentation System Design UNIT-V - P&I Diagrams and Instrument InstallationDocument38 pages14EIT72 Instrumentation System Design UNIT-V - P&I Diagrams and Instrument Installationksjanarthanan_sriNo ratings yet
- Fire Fighting Robot Using ArduinoDocument18 pagesFire Fighting Robot Using ArduinoSadhana PalleNo ratings yet
- + 20db/decade High-Pass Filter (1Document26 pages+ 20db/decade High-Pass Filter (1Rashid ShababNo ratings yet
- Herramientas ProskitDocument4 pagesHerramientas ProskitCleyton Archbold BarkerNo ratings yet
- C Language Basic Programs Which Used For BigginnersDocument112 pagesC Language Basic Programs Which Used For BigginnersRavikumar VendiNo ratings yet