You might also like
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Hydraulic Design of DesiltersDocument7 pagesHydraulic Design of DesiltersRajpNo ratings yet
- WTP Design 3.12 MLDDocument21 pagesWTP Design 3.12 MLDSandeep VaishnavNo ratings yet
- Toxicological Stability of Drugs: de Jesus, Adia Cavrinni G. Manalo, Alyssa ADocument42 pagesToxicological Stability of Drugs: de Jesus, Adia Cavrinni G. Manalo, Alyssa AAlyssa ManaloNo ratings yet
- Swimming Pool Ric TayatayDocument39 pagesSwimming Pool Ric TayatayRENZZ IRVIN DELA TORRENo ratings yet
- Separator Design Basics.Document58 pagesSeparator Design Basics.Shijumon KpNo ratings yet
- Azenkot A. Irrigation DesignDocument86 pagesAzenkot A. Irrigation DesignJay MartinNo ratings yet
- Coagulation and Flocculation-1Document30 pagesCoagulation and Flocculation-1Jomer Levi PortuguezNo ratings yet
- Mixing Mixing: ENVE 301 Environmental Engineering Unit OperationsDocument47 pagesMixing Mixing: ENVE 301 Environmental Engineering Unit OperationsTaha ZiaNo ratings yet
- Coagulation and Floculation - 062 - Part 2Document18 pagesCoagulation and Floculation - 062 - Part 2Joce8888100% (1)
- Decanter TheoryDocument20 pagesDecanter Theorypuracsinteses100% (1)
- Hydraulics Experiment 7Document9 pagesHydraulics Experiment 7Allen Jesse Alfonso AtanacioNo ratings yet
- FlocculationDocument54 pagesFlocculationSudhir JadhavNo ratings yet
- Flocculation BasinDocument10 pagesFlocculation BasinImran GoharNo ratings yet
- EAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessDocument31 pagesEAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessChung Sing PingNo ratings yet
- 01-System Devices Configuration - Rev GDocument36 pages01-System Devices Configuration - Rev GPABITRA PATRANo ratings yet
- PDS Syncade RADocument6 pagesPDS Syncade RAKeith userNo ratings yet
- Part 3 Omni SetupDocument19 pagesPart 3 Omni SetupReem AwwadNo ratings yet
- Chapt9 Plate SettlersDocument9 pagesChapt9 Plate Settlersdave tafadzwa kuyeri100% (1)
- Flow EqualizationDocument9 pagesFlow EqualizationhaymedeleonNo ratings yet
- Chapt4 FlocculationDocument16 pagesChapt4 FlocculationNgoni MukukuNo ratings yet
- Annex 31 Tool Design Extended AerationDocument5 pagesAnnex 31 Tool Design Extended AerationAnonymous QiMB2lBCJLNo ratings yet
- ECK Rainage Esign: B D A - O 2006Document20 pagesECK Rainage Esign: B D A - O 2006HundeejireenyaNo ratings yet
- Slug Catcher SizingDocument11 pagesSlug Catcher Sizingsohail06100% (2)
- Lymphatic System PowerpointDocument20 pagesLymphatic System Powerpointabisantiago6131No ratings yet
- FlocculationDocument13 pagesFlocculationTimto1984No ratings yet
- Formula PT PapermakingDocument48 pagesFormula PT Papermakingsivakumar100% (1)
- BS 5 CentrifugationDocument69 pagesBS 5 CentrifugationAllyana Marie TiemsimNo ratings yet
- Coulson& Richardson - Cap.10 Liquid-Liquid SeparationDocument7 pagesCoulson& Richardson - Cap.10 Liquid-Liquid SeparationayyatullhusnaaNo ratings yet
- Datasheet - 74LS283 - Somador Binário Completo de 4 BitsDocument7 pagesDatasheet - 74LS283 - Somador Binário Completo de 4 BitsLucas CarvalhoNo ratings yet
- Addresses Contact Details of InstitutesDocument16 pagesAddresses Contact Details of Institutesanon_961232893No ratings yet
- Verification Audit ChecklistDocument51 pagesVerification Audit ChecklistJayce Teo Wei WenNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Agitation DevicesDocument5 pagesAgitation DevicesPassmore DubeNo ratings yet
- Rapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyDocument12 pagesRapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyTushar GautamNo ratings yet
- MODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Document23 pagesMODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Kyle Dela CruzNo ratings yet
- Lectures Nos. 3 and 4 Physical Unit OperationsDocument12 pagesLectures Nos. 3 and 4 Physical Unit OperationsAlwyne ReyesNo ratings yet
- WT - Coa & Floc - Prof EvrenDocument23 pagesWT - Coa & Floc - Prof EvrenUzzal KumarNo ratings yet
- MUCLecture 2021 111657848Document6 pagesMUCLecture 2021 111657848Bun RongNo ratings yet
- Tank Rapid MixDocument5 pagesTank Rapid MixvicdejoNo ratings yet
- Submerged Jet Flocculation ThesisDocument48 pagesSubmerged Jet Flocculation ThesisDileep GopalNo ratings yet
- Heat Exchanger Impingement Plate RequirementDocument2 pagesHeat Exchanger Impingement Plate RequirementPankaj AdhikariNo ratings yet
- Economic Surge Tank DesignDocument6 pagesEconomic Surge Tank DesigncsimsekNo ratings yet
- Topic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentDocument12 pagesTopic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentSasitharan MNo ratings yet
- Experiments On Stilling Basins For Dam Outlets: A. GoelDocument4 pagesExperiments On Stilling Basins For Dam Outlets: A. GoeljcasafrancaNo ratings yet
- Scrubbing Line PaperDocument8 pagesScrubbing Line PaperAndiNo ratings yet
- 5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)Document3 pages5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)himanth suggulaNo ratings yet
- How To Calculate The Specific Capacity of A Well - Ground WaterDocument13 pagesHow To Calculate The Specific Capacity of A Well - Ground WaterSATVINDAR SINGHNo ratings yet
- FlocculationDocument23 pagesFlocculationyash shahNo ratings yet
- (Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresDocument26 pages(Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresPutraga jaya MicoNo ratings yet
- Chapt8 Sprinklerirrigationsystem PDFDocument15 pagesChapt8 Sprinklerirrigationsystem PDFgladNo ratings yet
- Pulsed Cleanout and Stimulation Tool: HydroblastDocument6 pagesPulsed Cleanout and Stimulation Tool: HydroblastsuifengniliuNo ratings yet
- CIVE3610HW5Document5 pagesCIVE3610HW5leviathanNo ratings yet
- Experiment 4-Unit OpsDocument5 pagesExperiment 4-Unit OpsZeny NaranjoNo ratings yet
- 5 Heuristics 2020 PDFDocument17 pages5 Heuristics 2020 PDFTanmay PatelNo ratings yet
- Ass1 (WT) PDFDocument3 pagesAss1 (WT) PDFsami0% (1)
- Geotechnical Notes and Problems NotesDocument131 pagesGeotechnical Notes and Problems NotesNarcisa RudnicNo ratings yet
- Lecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103Document22 pagesLecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103yusufNo ratings yet
- Waste Water Treatment Assignment 1Document12 pagesWaste Water Treatment Assignment 1ashe zinabNo ratings yet
- Scale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451Document9 pagesScale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451saulomonNo ratings yet
- LECTURE 8 Grit ChamberDocument31 pagesLECTURE 8 Grit ChamberG. Prasanna50% (2)
- Coagulation-Flocculation: (Water and Wastewater Treatment)Document28 pagesCoagulation-Flocculation: (Water and Wastewater Treatment)Shamsa KanwalNo ratings yet
- Kawamura1975 PART 3Document4 pagesKawamura1975 PART 3Jesus PerezNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Acer Veriton X490GDocument2 pagesAcer Veriton X490GJayce Teo Wei WenNo ratings yet
- Lenovo ThinkPad X230Document4 pagesLenovo ThinkPad X230Jayce Teo Wei WenNo ratings yet
- Acer Veriton X4610GDocument2 pagesAcer Veriton X4610GJayce Teo Wei WenNo ratings yet
- Lenovo ThinkPad X230Document4 pagesLenovo ThinkPad X230Jayce Teo Wei WenNo ratings yet
- Interpol Global ComplexDocument174 pagesInterpol Global ComplexJayce Teo Wei WenNo ratings yet
- Standard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPDocument11 pagesStandard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPJayce Teo Wei WenNo ratings yet
- AE 550 IAQ F2012 Homework 3Document1 pageAE 550 IAQ F2012 Homework 3Jayce Teo Wei WenNo ratings yet
- Tender - Files Labelling KipDocument12 pagesTender - Files Labelling KipJayce Teo Wei WenNo ratings yet
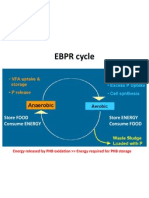
- EBPR CycleDocument1 pageEBPR CycleJayce Teo Wei WenNo ratings yet
- CV2001 - Engineering Probability & Statistics: - Tutorial 1Document8 pagesCV2001 - Engineering Probability & Statistics: - Tutorial 1Jayce Teo Wei WenNo ratings yet
- MAIN Electrical Parts List: Design LOC Sec-Code DescriptionDocument12 pagesMAIN Electrical Parts List: Design LOC Sec-Code DescriptionAndroid Schematics and CircuitsNo ratings yet
- Product Life Cycle ManagementDocument35 pagesProduct Life Cycle ManagementRahul KumarNo ratings yet
- [Download pdf] Mastering Microsoft Fabric Saasification Of Analytics 1St Edition Debananda Ghosh online ebook all chapter pdfDocument42 pages[Download pdf] Mastering Microsoft Fabric Saasification Of Analytics 1St Edition Debananda Ghosh online ebook all chapter pdflinda.coles284100% (11)
- 2005 Removing Aland RegeneratingDocument6 pages2005 Removing Aland RegeneratingHebron DawitNo ratings yet
- LUXEON Altilon SMDDocument25 pagesLUXEON Altilon SMDBertram PredikNo ratings yet
- Riparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesDocument12 pagesRiparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesMichael Angelo ValdezNo ratings yet
- Compteur 7757 - A PDFDocument16 pagesCompteur 7757 - A PDFbromartNo ratings yet
- 8000series Tech Datasheet 2018Document3 pages8000series Tech Datasheet 2018lucky414No ratings yet
- The Mole ConceptDocument12 pagesThe Mole ConceptVictor OkosunNo ratings yet
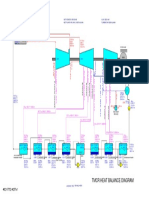
- 01 TMCR Heat Balance DiagramDocument1 page01 TMCR Heat Balance DiagramPrescila PalacioNo ratings yet
- Determination of Boiling Range Distribution of Crude Petroleum by Gas ChromatographyDocument7 pagesDetermination of Boiling Range Distribution of Crude Petroleum by Gas ChromatographyahmedNo ratings yet
- CekocideDocument1 pageCekocideKaren Claire HorcaNo ratings yet
- Radiation Physics and Chemistry: L.T. Hudson, J.F. SeelyDocument7 pagesRadiation Physics and Chemistry: L.T. Hudson, J.F. SeelyThư Phạm Nguyễn AnhNo ratings yet
- Unit P1, P1.1: The Transfer of Energy by Heating ProcessesDocument9 pagesUnit P1, P1.1: The Transfer of Energy by Heating ProcessesTemilola OwolabiNo ratings yet
- Tuf Pneumatic Long Nose Hog Ring Gun Sc77xeDocument5 pagesTuf Pneumatic Long Nose Hog Ring Gun Sc77xearturoNo ratings yet
- MSC in Subsea Engineering - Flexible Pipe Analysis Lecture JP 2023Document67 pagesMSC in Subsea Engineering - Flexible Pipe Analysis Lecture JP 2023Fakey LaazNo ratings yet
- Mcbe2798 e 10 1Document42 pagesMcbe2798 e 10 1Manh DuyNo ratings yet
- Idioms & PhrasesDocument4 pagesIdioms & PhrasesHimadri Prosad RoyNo ratings yet
- BB 3002Document2 pagesBB 3002Leslie TaylorNo ratings yet
- Irving Hallowell - Ojibwa Ontology, Behavior and World ViewDocument24 pagesIrving Hallowell - Ojibwa Ontology, Behavior and World ViewFa Di LaNo ratings yet
- Apple Computer Inc. v. Burst - Com, Inc. - Document No. 146Document39 pagesApple Computer Inc. v. Burst - Com, Inc. - Document No. 146Justia.comNo ratings yet
- ACE Inhibitors Vs ARBsDocument3 pagesACE Inhibitors Vs ARBsKo Phyo WaiNo ratings yet
- Keeling 1960 PDFDocument4 pagesKeeling 1960 PDFErick AmâncioNo ratings yet












































































![[Download pdf] Mastering Microsoft Fabric Saasification Of Analytics 1St Edition Debananda Ghosh online ebook all chapter pdf](https://imgv2-2-f.scribdassets.com/img/document/732592422/149x198/f876884e8e/1716289284?v=1)