You might also like
- SandblastingDocument2 pagesSandblastingPeter Antony67% (3)
- Course Material For Rigger-Latest - Final CHVR 2010Document138 pagesCourse Material For Rigger-Latest - Final CHVR 2010Tarek Ahmed100% (1)
- Basic Rigging Print Materials2Document51 pagesBasic Rigging Print Materials2Img Syg100% (2)
- TEREX TR60 Parts Manual PDFDocument342 pagesTEREX TR60 Parts Manual PDFarpit.v100% (1)
- Mandatory Standard - Telehandlers Forklift Skips PDFDocument4 pagesMandatory Standard - Telehandlers Forklift Skips PDFKevin MorrisNo ratings yet
- Cranes and DerricksDocument15 pagesCranes and DerricksAl Hamra AyashofiyaNo ratings yet
- Crane SafetyDocument8 pagesCrane SafetyRaghu Dev Hosur100% (1)
- Forklift Safety GuideDocument20 pagesForklift Safety GuidesujitranairNo ratings yet
- Xerox 6204Document176 pagesXerox 6204BzsNo ratings yet
- Working at HeightDocument12 pagesWorking at HeightrobbymkelloNo ratings yet
- 2008 APMT HSSE GuidelinesDocument23 pages2008 APMT HSSE GuidelinesVaviNo ratings yet
- General Guide For CranesDocument19 pagesGeneral Guide For CranesArisNo ratings yet
- SOP Gantry Crane or HoistDocument5 pagesSOP Gantry Crane or Hoistrizki hsb100% (2)
- MitKat - Capability Statement For Executive Protection Services January 2022Document16 pagesMitKat - Capability Statement For Executive Protection Services January 2022Malcolm CooperNo ratings yet
- PRO-00861 Corporate Safety - Cranes and Lifting Equipment Safety ProcedureDocument30 pagesPRO-00861 Corporate Safety - Cranes and Lifting Equipment Safety ProcedureGustavo Alonso BerettaNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Safe Use of Site Dumpers On Construction SitesDocument4 pagesSafe Use of Site Dumpers On Construction SitesMusharaf ShahNo ratings yet
- Articulated Truck SOPDocument6 pagesArticulated Truck SOPVarlee KamaraNo ratings yet
- Keyboard Shortcut For MacDocument1 pageKeyboard Shortcut For MacDinh Ngoc Lam DienNo ratings yet
- IBM DB2 9.7 Academic Workshop - Course WorkbookDocument343 pagesIBM DB2 9.7 Academic Workshop - Course WorkbookR. Gaurav AgarwalNo ratings yet
- Winching Operations in Forestry (fctg001) PDFDocument30 pagesWinching Operations in Forestry (fctg001) PDFMichael BatleyNo ratings yet
- VLAN Trunking Protocol (VTP)Document12 pagesVLAN Trunking Protocol (VTP)amhosny64No ratings yet
- Century t500 Parts 55145Document482 pagesCentury t500 Parts 55145Luis OrellanaNo ratings yet
- Manual de Partes RT-160Document622 pagesManual de Partes RT-160leogerguzNo ratings yet
- Sequence of Turbine Erection Upto BaringDocument6 pagesSequence of Turbine Erection Upto BaringPeter Antony100% (2)
- Installation of Pressure Transmitter For Steam Pressure Below The Tapping PDFDocument1 pageInstallation of Pressure Transmitter For Steam Pressure Below The Tapping PDFPeter AntonyNo ratings yet
- S093 - PPT - Eye Safety Awarness - Rev 01Document20 pagesS093 - PPT - Eye Safety Awarness - Rev 01Aisha KhanNo ratings yet
- Family of RBS 3000 Products For WCDMA SystemsDocument8 pagesFamily of RBS 3000 Products For WCDMA Systemsandrei_asv87No ratings yet
- SS 497 Code of Practice For Design Safe Use and Maintenance of Gantry Cranes PDFDocument20 pagesSS 497 Code of Practice For Design Safe Use and Maintenance of Gantry Cranes PDFWang EnhaiNo ratings yet
- Crane SafetyDocument3 pagesCrane SafetyuripssgmailNo ratings yet
- X 904 Recommended PracticeDocument4 pagesX 904 Recommended PracticemuralisunNo ratings yet
- Cranes and Lifting Equipment: Standard Operating ProceduresDocument10 pagesCranes and Lifting Equipment: Standard Operating ProceduresKryptonNo ratings yet
- Guide For Crane OperatorsDocument2 pagesGuide For Crane OperatorsAli MohamedNo ratings yet
- Crane Basic SafetyDocument103 pagesCrane Basic SafetyvinodNo ratings yet
- Crane Rigging Basic Safety EnglishDocument103 pagesCrane Rigging Basic Safety Englishahlam ahlamNo ratings yet
- Crane OperationDocument40 pagesCrane OperationZeeshan Javaid WarraichNo ratings yet
- X 800 Recommended PracticeDocument4 pagesX 800 Recommended PracticeImam Habibi ELhaqNo ratings yet
- SA 09 2022 Mechanical Lifting FatalityDocument2 pagesSA 09 2022 Mechanical Lifting Fatalityali pudenNo ratings yet
- Site DumpersDocument4 pagesSite DumpersDanijel PindrićNo ratings yet
- SSC-SAF-FRM-00006 SHE Incident Learnings Potential HSI 22 April 2023 FinalDocument4 pagesSSC-SAF-FRM-00006 SHE Incident Learnings Potential HSI 22 April 2023 FinalKavitha SandiahNo ratings yet
- 01 - SafetyDocument48 pages01 - SafetyAlfinur HasanuddinNo ratings yet
- Safe Lorry Loader Crane OperationsDocument4 pagesSafe Lorry Loader Crane Operationsjdmultimodal sdn bhdNo ratings yet
- Risk Management Safe Lifting: Rigger'SDocument6 pagesRisk Management Safe Lifting: Rigger'SSeymur AkbarovNo ratings yet
- Section 2 - SafetyDocument20 pagesSection 2 - SafetyJulio Chapilliquen SandovalNo ratings yet
- Industrial Training (CHE690) Semester October 2020/2021Document20 pagesIndustrial Training (CHE690) Semester October 2020/2021Johan AliffNo ratings yet
- TS-7 Paper 03 SK MukhopadhyayDocument6 pagesTS-7 Paper 03 SK MukhopadhyaySACHIDHANANDHAM ANo ratings yet
- Safety Alert - ConveyorsDocument2 pagesSafety Alert - ConveyorsHIPAPNo ratings yet
- Simple of LiftingDocument61 pagesSimple of Liftinghk331984No ratings yet
- Lift Safety GuideDocument4 pagesLift Safety GuideGaryNo ratings yet
- Guidance On The Use of Excavator Quick HitchesDocument2 pagesGuidance On The Use of Excavator Quick Hitchesargon39No ratings yet
- Iadc Ksas: Knowledge, Skill, and Ability CompetenciesDocument31 pagesIadc Ksas: Knowledge, Skill, and Ability CompetenciesBen BieberNo ratings yet
- 27676Document5 pages27676Daniel PrakosoNo ratings yet
- HSE RiskChecklistExample 05may2017Document4 pagesHSE RiskChecklistExample 05may2017Hass MamacheNo ratings yet
- Operational Safety Practices For Working On and Around RailsDocument4 pagesOperational Safety Practices For Working On and Around RailsRenauld WilsonNo ratings yet
- ALLMI SafeUseofRemoteControls LeafletDocument2 pagesALLMI SafeUseofRemoteControls LeafletCKNo ratings yet
- Drill Floor Safety Manriding Guidance 2016Document23 pagesDrill Floor Safety Manriding Guidance 2016Lesly RiveraNo ratings yet
- 4 IsmDocument60 pages4 IsmPanagiwtis M.No ratings yet
- MKRS Training ProfileDocument10 pagesMKRS Training ProfileZafri MKRS100% (1)
- Lift Safety Recommendations Issue 2Document6 pagesLift Safety Recommendations Issue 2jogi oscar sinagaNo ratings yet
- Safety at Work: Total's Golden RulesDocument32 pagesSafety at Work: Total's Golden Ruleschichid2008No ratings yet
- EnerMech TrainingDocument4 pagesEnerMech TrainingZulhilmi ZalizanNo ratings yet
- Title Describe The Preparation Of, Set Up, and Simultaneously Operate, A Multi-Winch Crane During Crane Operations Level 4 Credits 6Document5 pagesTitle Describe The Preparation Of, Set Up, and Simultaneously Operate, A Multi-Winch Crane During Crane Operations Level 4 Credits 6YUNASRIL SYARIEFNo ratings yet
- Total Safety Golden RulesDocument32 pagesTotal Safety Golden RulesHSE ALPLANo ratings yet
- Worker's Leg Amputated by Parted Sand Line: DescriptionDocument2 pagesWorker's Leg Amputated by Parted Sand Line: Descriptiong5nbNo ratings yet
- Trampoline Centre Safety Information: Identifying The RisksDocument2 pagesTrampoline Centre Safety Information: Identifying The RisksVasile NodisNo ratings yet
- Mining Brochure: Worldwide Heavy Transportation and LiftingDocument15 pagesMining Brochure: Worldwide Heavy Transportation and LiftingAyşe BaturNo ratings yet
- Doka XP 2012Document52 pagesDoka XP 2012sonymeganNo ratings yet
- Hoist Safety: Plus: The Safe Choice Safety SecuredDocument6 pagesHoist Safety: Plus: The Safe Choice Safety SecuredjhoniNo ratings yet
- Satellite HSE DTA - PCG Training Centre / J3 HSE Specfic Training Schedule - JUNE 2015Document3 pagesSatellite HSE DTA - PCG Training Centre / J3 HSE Specfic Training Schedule - JUNE 2015Peter AntonyNo ratings yet
- Gland Steam Supply ValveDocument2 pagesGland Steam Supply ValvePeter AntonyNo ratings yet
- Installation of Transmitter For Steam Pressure Below Tapping PDFDocument1 pageInstallation of Transmitter For Steam Pressure Below Tapping PDFPeter AntonyNo ratings yet
- General Notes On Cable TraysDocument5 pagesGeneral Notes On Cable TraysPeter AntonyNo ratings yet
- Suspension of Valves: Steam Turbine DescriptionDocument1 pageSuspension of Valves: Steam Turbine DescriptionPeter AntonyNo ratings yet
- Water Injection Valve: Steam Turbine DescriptionDocument2 pagesWater Injection Valve: Steam Turbine DescriptionPeter AntonyNo ratings yet
- Vacuum Breaker ValveDocument3 pagesVacuum Breaker ValvejnmanivannanNo ratings yet
- Condenser Steam Dump Control Valve ServomotorDocument1 pageCondenser Steam Dump Control Valve ServomotorPeter AntonyNo ratings yet
- Changeover Valve For Extraction NRVDocument1 pageChangeover Valve For Extraction NRVPeter AntonyNo ratings yet
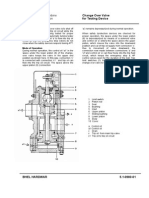
- Change Over Valve For Testing DeviceDocument2 pagesChange Over Valve For Testing DevicePeter AntonyNo ratings yet
- Combined HP Stop Control ValveDocument1 pageCombined HP Stop Control ValvePeter AntonyNo ratings yet
- Need Documents ListDocument1 pageNeed Documents ListPeter AntonyNo ratings yet
- OpenStage HFA V3R0.23.3 Release Notes V3.4 ExternDocument18 pagesOpenStage HFA V3R0.23.3 Release Notes V3.4 ExternAnonymous TlKZ18eLqNo ratings yet
- Qartuli Me - 11 Maswavleblis WigniDocument52 pagesQartuli Me - 11 Maswavleblis WignifisheyeNo ratings yet
- 42LE4500Document2 pages42LE4500Faraz KhanNo ratings yet
- Acer Aspire ES1-131 Garp BA - ZHKDDocument31 pagesAcer Aspire ES1-131 Garp BA - ZHKDAlpiand MaNo ratings yet
- Solid State Storage Deep DiveDocument31 pagesSolid State Storage Deep DiveJeyakumar NarasingamNo ratings yet
- Laptop Information and SpecsDocument40 pagesLaptop Information and Specscctvkasur0No ratings yet
- Stack OrganizationDocument4 pagesStack OrganizationVishant ChaudharyNo ratings yet
- Super Mux TrainingDocument44 pagesSuper Mux TrainingDo Khanh NamNo ratings yet
- SolidCAM Network InstallationDocument3 pagesSolidCAM Network InstallationAllan NallaNo ratings yet
- How To Fix 3728 Error CodeDocument7 pagesHow To Fix 3728 Error CodeHu MaNo ratings yet
- Comparative Resuelto Touluse LautrecDocument4 pagesComparative Resuelto Touluse LautrecKenny VillafanaNo ratings yet
- Cinema 4d r19 Feature Overview - OriginalDocument6 pagesCinema 4d r19 Feature Overview - OriginalAdjarXNo ratings yet
- PROGRAMACIONDocument76 pagesPROGRAMACIONEdson HernándezNo ratings yet
- Scientific Graphing and Data Analysis: Spiral SoftwareDocument161 pagesScientific Graphing and Data Analysis: Spiral SoftwareJoyce Vera AyalaNo ratings yet
- Nature Scope SCM 1Document24 pagesNature Scope SCM 1Parmeet kaurNo ratings yet
- Essay PC VS LaptopDocument1 pageEssay PC VS LaptopJimmy Putra PramuditaNo ratings yet
- S600P Slag Hauler PDFDocument133 pagesS600P Slag Hauler PDFAdi PutraNo ratings yet
- Scheduling of Periodic Tasks in Multiprocessor Systems: (Under Fixed-Priority Preemptive Environment)Document14 pagesScheduling of Periodic Tasks in Multiprocessor Systems: (Under Fixed-Priority Preemptive Environment)Praveen KajlaNo ratings yet
- Game GenieDocument5 pagesGame GenieJuan RamosNo ratings yet
- Virtual KeyboardDocument19 pagesVirtual KeyboardSwathi PriyaNo ratings yet
- Clavinova CLP 130Document80 pagesClavinova CLP 130xureloNo ratings yet
- E-Series CableOverview PDFDocument8 pagesE-Series CableOverview PDFQuazi Mosaddequl HaqueNo ratings yet
- CVC On PC PurchasingDocument2 pagesCVC On PC PurchasingSrinivasa Rao ChintapatlaNo ratings yet
- Hardware Interrupts: Thorne: 21.1, 21.3 Thorne: 21.1, 21.3 (Irvine Edition IV: Section 16.4)Document79 pagesHardware Interrupts: Thorne: 21.1, 21.3 Thorne: 21.1, 21.3 (Irvine Edition IV: Section 16.4)babanpNo ratings yet