0% found this document useful (0 votes)
247 views34 pagesReport On Summer Observation Training: Bachelor of Design (Fashion)
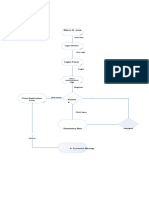
The document provides a report on a summer observation training completed at two fashion companies - All About Knits and Orient Craft. At All About Knits, the trainee learned about different textiles, printing techniques, surface embellishments and gained experience in departments like design, sampling, printing and production. Key learnings included marker calculation and garment sampling. The trainee also observed divisions, products, clients and designs at Orient Craft to understand their processes. The training provided exposure to various textile and fashion processes.
Uploaded by
sonam khuranaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
247 views34 pagesReport On Summer Observation Training: Bachelor of Design (Fashion)
The document provides a report on a summer observation training completed at two fashion companies - All About Knits and Orient Craft. At All About Knits, the trainee learned about different textiles, printing techniques, surface embellishments and gained experience in departments like design, sampling, printing and production. Key learnings included marker calculation and garment sampling. The trainee also observed divisions, products, clients and designs at Orient Craft to understand their processes. The training provided exposure to various textile and fashion processes.
Uploaded by
sonam khuranaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd