You might also like
- User Manual Ba Enviroaire (VS) 15 22 GB 180510Document64 pagesUser Manual Ba Enviroaire (VS) 15 22 GB 180510blahblahNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Clean Tank WaterDocument1 pageClean Tank Waterblahblah100% (1)
- System Installation ChecklistDocument14 pagesSystem Installation ChecklistblahblahNo ratings yet
- GRP TANK Installation Method StatementDocument2 pagesGRP TANK Installation Method StatementQasim Khan82% (11)
- Clariant Chemical Taiwan Roadshow Highlights Key Issues in Leather DyeingDocument74 pagesClariant Chemical Taiwan Roadshow Highlights Key Issues in Leather Dyeing高文恩No ratings yet
- Home About Us Software Services Training Download Pricing Bolting InfoDocument9 pagesHome About Us Software Services Training Download Pricing Bolting Infopaeg6512No ratings yet
- Catalogo Redutor MecanicoDocument152 pagesCatalogo Redutor MecanicoGabriel SizaNo ratings yet
- Correas DentadasDocument48 pagesCorreas DentadassantiagoNo ratings yet
- ContiTech Power Transmission SystemsDocument87 pagesContiTech Power Transmission SystemsRamírez Vilca JulioNo ratings yet
- Chap 2 DesignDocument49 pagesChap 2 DesignFareedMohmed100% (1)
- TH Alpha 2005 GBDocument94 pagesTH Alpha 2005 GBSimon VanhumbeeckNo ratings yet
- BL Miniature CatalogDocument40 pagesBL Miniature Catalogchabane_148549No ratings yet
- TensionersDocument17 pagesTensionersValentin LupascuNo ratings yet
- Belt Tensioning ProcedureDocument2 pagesBelt Tensioning Procedureanguyen22153319No ratings yet
- Drivedesign LightpowerDocument110 pagesDrivedesign LightpowerMirescu Robert-AlexandruNo ratings yet
- Moment of Inertia ExplainedDocument10 pagesMoment of Inertia ExplainedsenthilcaeNo ratings yet
- Machine Tool Spindle Bearing Selection Mounting GuideDocument90 pagesMachine Tool Spindle Bearing Selection Mounting GuideIjabiNo ratings yet
- GatesMectrol Belt Pulley CatalogDocument54 pagesGatesMectrol Belt Pulley CatalogSergio AlvesNo ratings yet
- Drive Components CatalogDocument720 pagesDrive Components CatalogAbadNo ratings yet
- High Speed Spindle Design and Construction - Modern Machine ShopDocument24 pagesHigh Speed Spindle Design and Construction - Modern Machine ShopJayakrishnaNo ratings yet
- Torsion of ShaftsDocument3 pagesTorsion of ShaftskaoblekstenaNo ratings yet
- Solid Carbide Tools: Catalogue CDMR 06Document100 pagesSolid Carbide Tools: Catalogue CDMR 06ranjithjoyNo ratings yet
- Berg The Theory and Application of Precision Mechanical Components 1965 PDFDocument177 pagesBerg The Theory and Application of Precision Mechanical Components 1965 PDFAndré PonceNo ratings yet
- Torque TighteningDocument2 pagesTorque TighteningAnonymous fbeCwgBFY100% (1)
- Dynamic Force Analysis of MechanismDocument21 pagesDynamic Force Analysis of MechanismAgare TubeNo ratings yet
- Lubrication of GearsDocument6 pagesLubrication of GearsCesar VasquesNo ratings yet
- Klübersynth BEM 44-4600 - FlyerDocument2 pagesKlübersynth BEM 44-4600 - FlyerHizuafi Khairul100% (1)
- Klüberpaste ME 31-52: Product InformationDocument2 pagesKlüberpaste ME 31-52: Product InformationMassimiliano VolaNo ratings yet
- Limits, Fits and ToleranceDocument20 pagesLimits, Fits and ToleranceKishore DKNo ratings yet
- Accesorios Roscados para PlásticosDocument32 pagesAccesorios Roscados para PlásticosjbertralNo ratings yet
- Crossmorse Timing Belts PDFDocument52 pagesCrossmorse Timing Belts PDFDanilo RojasNo ratings yet
- Milling Machine ToolDocument42 pagesMilling Machine ToolSai SashankNo ratings yet
- Power EAR: The High Performance Bevel GearboxDocument28 pagesPower EAR: The High Performance Bevel Gearboxgkboon89100% (1)
- Radial Stackups - Concentric Components ExampleDocument5 pagesRadial Stackups - Concentric Components ExampleGeorge HerreraNo ratings yet
- 01 Machine Quotation New 1554191822390Document2 pages01 Machine Quotation New 1554191822390CB Narendra KumarNo ratings yet
- H7CZ DataSheet EN 200907 M082-E1-01Document20 pagesH7CZ DataSheet EN 200907 M082-E1-01NorMohd. Zakrillah ZakariaNo ratings yet
- Design of Shaft KeysDocument29 pagesDesign of Shaft KeysNagarajuRbNo ratings yet
- Mobil Vactra Oil Numbered Seiries BroshureDocument2 pagesMobil Vactra Oil Numbered Seiries BroshureAnibal RiosNo ratings yet
- Sales ProfileDocument4 pagesSales ProfileayeshatoolsNo ratings yet
- 8020 Catalog 23Document964 pages8020 Catalog 23Saul TighNo ratings yet
- 10 04 13Document55 pages10 04 13Edu HernándezNo ratings yet
- Pte Mag PDFDocument68 pagesPte Mag PDFhollowNo ratings yet
- Molykote High Temperature GreasesDocument1 pageMolykote High Temperature GreasesProject Sales Corp100% (1)
- Hubcity Spline&AgDocument24 pagesHubcity Spline&AgMiiss PoojaNo ratings yet
- Enquiry in Put Format Customer DetailsDocument2 pagesEnquiry in Put Format Customer DetailssasigunaNo ratings yet
- Technical Topic Procedure For Flushing Oil-Flooded Rotary Screw Air CompressorsDocument2 pagesTechnical Topic Procedure For Flushing Oil-Flooded Rotary Screw Air Compressorsdhavit wijayantoNo ratings yet
- Product Leaflet - Portable CNC Cutting MachineDocument2 pagesProduct Leaflet - Portable CNC Cutting Machineabhics67No ratings yet
- Product Line Card Industrial MRO 2014Document1 pageProduct Line Card Industrial MRO 2014Project Sales CorpNo ratings yet
- Study of CNC Lathe MachineDocument18 pagesStudy of CNC Lathe MachineGODWIN GNo ratings yet
- Tehnicki Vodic PDFDocument273 pagesTehnicki Vodic PDFSlaven Dadan-NanoNo ratings yet
- Indicative Packing List - Sanvira Carbon PDFDocument6 pagesIndicative Packing List - Sanvira Carbon PDFuvsarathiNo ratings yet
- Geometric Dimensioning and TolerancingDocument30 pagesGeometric Dimensioning and TolerancingLenti TiborNo ratings yet
- Kafuter K 704Document2 pagesKafuter K 704ketab_doostNo ratings yet
- Rotex InchDocument31 pagesRotex InchDwi Hermanto SetiawanNo ratings yet
- Company Profile Hand Book: Sri Ragavendra Precision WorksDocument11 pagesCompany Profile Hand Book: Sri Ragavendra Precision WorksVedha TechnologiesNo ratings yet
- CNC Machine NameDocument5 pagesCNC Machine NameRajaNo ratings yet
- Increase Industrial Profits with Synthetic LubricantsDocument9 pagesIncrease Industrial Profits with Synthetic LubricantsJako MishyNo ratings yet
- Conveyors: Perma Lubrication Systems ForDocument6 pagesConveyors: Perma Lubrication Systems ForTamal Tanu RoyNo ratings yet
- Torque Tension ControlDocument5 pagesTorque Tension ControlAchmad DamarNo ratings yet
- Torque Tension ControlDocument5 pagesTorque Tension ControlLéia FernandesNo ratings yet
- Gasket Handbook A Technical GuideDocument172 pagesGasket Handbook A Technical GuideamaNo ratings yet
- 2023 01 Gasket-HandbookDocument216 pages2023 01 Gasket-Handbookrbnotosagoro100% (1)
- Flange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeDocument6 pagesFlange Hex Locknuts vs. Hex Locknuts - Benefits of The FlangeJereRAESNo ratings yet
- KX v4 DRIVER v52 ReadMe PDFDocument5 pagesKX v4 DRIVER v52 ReadMe PDFblahblahNo ratings yet
- Spec Section 15084 For Firestopping For MechanicalDocument7 pagesSpec Section 15084 For Firestopping For MechanicalblahblahNo ratings yet
- Spec Section 23 00 00 For Firestopping For HVACDocument9 pagesSpec Section 23 00 00 For Firestopping For HVACblahblahNo ratings yet
- Sanosil MS SterilisationDocument3 pagesSanosil MS SterilisationLayeequr RahmanNo ratings yet
- Salary Increase Letter TemplateDocument1 pageSalary Increase Letter TemplateblahblahNo ratings yet
- tn3 Cleaning Disinfecting Tanks en PDFDocument4 pagestn3 Cleaning Disinfecting Tanks en PDFJohn MasefieldNo ratings yet
- Cleaning and Disinfecting Water Holding TanksDocument2 pagesCleaning and Disinfecting Water Holding Tankskostov_vladiNo ratings yet
- Processing Guidelines BWF eDocument22 pagesProcessing Guidelines BWF eblahblahNo ratings yet
- Superlite: Superlite Asbestos Free Gp-150Document4 pagesSuperlite: Superlite Asbestos Free Gp-150blahblahNo ratings yet
- Drawing Guide Weld SymbolsDocument4 pagesDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNo ratings yet
- Leak TestDocument7 pagesLeak TestSoner KulteNo ratings yet
- Kepa 15Document13 pagesKepa 15blahblahNo ratings yet
- Drawing Guide Weld SymbolsDocument4 pagesDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNo ratings yet
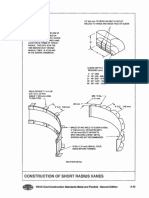
- Short Radius VanesDocument1 pageShort Radius VanesblahblahNo ratings yet
- World Class GasketsDocument12 pagesWorld Class GasketsblahblahNo ratings yet
- Operation Manual: Duct Air Leakage Tester Model DALT 6900Document27 pagesOperation Manual: Duct Air Leakage Tester Model DALT 6900karimakkiNo ratings yet
- Short Radius VanesDocument1 pageShort Radius VanesblahblahNo ratings yet
- Rps Pipe Support 2014Document91 pagesRps Pipe Support 2014Vishal SoniNo ratings yet
- Elite Precast Concrete Limited: Risk Assessment & Method StatementDocument6 pagesElite Precast Concrete Limited: Risk Assessment & Method StatementblahblahNo ratings yet
- Enviro AIre CompressorsDocument36 pagesEnviro AIre CompressorsblahblahNo ratings yet
- Processing Guidelines BWF eDocument22 pagesProcessing Guidelines BWF eblahblahNo ratings yet
- WhatsApp Image 2018-11-24 at 13.46.17Document1 pageWhatsApp Image 2018-11-24 at 13.46.17blahblahNo ratings yet
- Dark Room Req. ProcessingDocument16 pagesDark Room Req. ProcessingZain AsifNo ratings yet
- Condenser and feedwater performance testingDocument23 pagesCondenser and feedwater performance testingShambhu MehtaNo ratings yet
- Question 926614Document7 pagesQuestion 926614davulurusurekhaNo ratings yet
- Analytical Method Use in A TDM LabDocument7 pagesAnalytical Method Use in A TDM Labfaiza anwerNo ratings yet
- Kinetics LecturesDocument5 pagesKinetics Lecturesapi-278051982No ratings yet
- Prism Pa Nitrogen Membrane SeparatorsDocument8 pagesPrism Pa Nitrogen Membrane SeparatorsjosalkNo ratings yet
- Homework 6-2017 02 - SentDocument3 pagesHomework 6-2017 02 - SentDeyGiraldoGallegoNo ratings yet
- Cancer Treatment Healthcare Center by SlidesgoDocument50 pagesCancer Treatment Healthcare Center by SlidesgotaridaNo ratings yet
- 2022 - 2023 Second Sem ExamsDocument43 pages2022 - 2023 Second Sem ExamsBinaebi DoubraNo ratings yet
- Answer Key: PhysicsDocument24 pagesAnswer Key: PhysicsvardeshNo ratings yet
- Energy System Integration Business Plan by SlidesgoDocument58 pagesEnergy System Integration Business Plan by SlidesgoHelmi NugrohoNo ratings yet
- MetallurgyDocument25 pagesMetallurgyالGINIRAL FREE FIRENo ratings yet
- 3 Preparing Porcelain Surfaces For Optimal BondingDocument13 pages3 Preparing Porcelain Surfaces For Optimal BondingGhenciu AndreiNo ratings yet
- METALSDocument62 pagesMETALSEstefany MarilagNo ratings yet
- Paper 20-M1Document11 pagesPaper 20-M1mohamed173No ratings yet
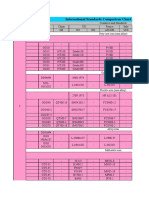
- Iron International StandardsDocument2 pagesIron International StandardsAmir MusaibNo ratings yet
- Simple and Fractional DistillationDocument6 pagesSimple and Fractional Distillationihack_101No ratings yet
- Armix Hyyecrete Sp200: - Forhighgradeandmicro-SilicaconcreteDocument3 pagesArmix Hyyecrete Sp200: - Forhighgradeandmicro-Silicaconcreteraviteja036No ratings yet
- Chapter 38 - Photons and Matter WavesDocument12 pagesChapter 38 - Photons and Matter WavesVV Cephei100% (1)
- Concepts To RememberDocument13 pagesConcepts To RememberShresha DasNo ratings yet
- Marshall Stability Test PDFDocument8 pagesMarshall Stability Test PDFAnonymous FO4sHLLONo ratings yet
- Drag EquationDocument4 pagesDrag EquationMspamNo ratings yet
- Chapter 12: Enzyme Kinetics, Inhibition and ControlDocument23 pagesChapter 12: Enzyme Kinetics, Inhibition and Controlfilippo67% (3)
- Widmanstätten StructuresDocument3 pagesWidmanstätten StructuresdantegimenezNo ratings yet
- Summary & ConclusionDocument2 pagesSummary & ConclusionAngela Dimaano SaladaNo ratings yet
- Lab: Rates of Weathering: Bath PlateDocument6 pagesLab: Rates of Weathering: Bath Platesumayya KaramNo ratings yet
- Mc1091 Recrushed SlagDocument4 pagesMc1091 Recrushed Slagtoxicity23No ratings yet
- Molykote 3400A MSDSDocument11 pagesMolykote 3400A MSDSDkC gunsNo ratings yet
- EVreporter October 2021 e MagazineDocument36 pagesEVreporter October 2021 e MagazinekarthikNo ratings yet