You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Process of Manufacturing TrouserDocument15 pagesProcess of Manufacturing TrouserAAKASH AAKASHNo ratings yet
- Resolving High Vibration Problem of A Sythesis Gas Compressor's TurbineDocument14 pagesResolving High Vibration Problem of A Sythesis Gas Compressor's Turbinealimirpur100% (6)
- Pressure Vessel Dimension InspectionDocument10 pagesPressure Vessel Dimension InspectionYetkin ErdoğanNo ratings yet
- Steam Engineering Principles and Heat TransferDocument99 pagesSteam Engineering Principles and Heat Transferalex mobileNo ratings yet
- Advance Boiler Control SystemDocument44 pagesAdvance Boiler Control SystemJeEJyZaNo ratings yet
- Hydrogen Combustion Turbine CyclesDocument17 pagesHydrogen Combustion Turbine CyclesAnonymous 1XHScfCINo ratings yet
- Energy and Exergy Analysis of A Coal Based Thermal Power PlantDocument7 pagesEnergy and Exergy Analysis of A Coal Based Thermal Power PlantPutriNo ratings yet
- Simulation of Double-Effect Evaporator For Concentrating Orange JuiceDocument23 pagesSimulation of Double-Effect Evaporator For Concentrating Orange JuicethanhndbNo ratings yet
- Air Conditioning System Selection&DesignDocument17 pagesAir Conditioning System Selection&DesignMuhammedShareefNo ratings yet
- Improved Steam Plant Examples AUG 2020Document52 pagesImproved Steam Plant Examples AUG 2020Thabang0% (2)
- CE Qazi CV - GasDocument6 pagesCE Qazi CV - GasQazi Muhammad AqilNo ratings yet
- M15 PDFDocument28 pagesM15 PDFMartha Escobar RojasNo ratings yet
- Named Magic Bus: A. Bamboo Veiled DormitoryDocument2 pagesNamed Magic Bus: A. Bamboo Veiled DormitorynandhiniNo ratings yet
- Geothermal Power Plant EquipmentDocument38 pagesGeothermal Power Plant EquipmentMuqtiNo ratings yet
- Watson McDaniel Product Catalog-2013Document336 pagesWatson McDaniel Product Catalog-2013sas999333100% (1)
- Finding Cycle Efficiency, Work Ratio, Specific Steam Consumption, Rankine Efficiency, Relative Efficiency ThermodynamicsDocument3 pagesFinding Cycle Efficiency, Work Ratio, Specific Steam Consumption, Rankine Efficiency, Relative Efficiency ThermodynamicsJaswant Singh Sandhu63% (8)
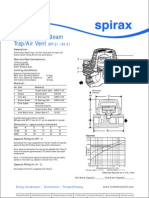
- Thermostatic Steam Trap/Air Vent: BPT 21 / AV 21Document2 pagesThermostatic Steam Trap/Air Vent: BPT 21 / AV 21Jozsef MagyariNo ratings yet
- Chapter 9 DFDFDocument21 pagesChapter 9 DFDFDiovinyl Kartil0% (1)
- CONDENSERS24AUGDocument18 pagesCONDENSERS24AUGThabangNo ratings yet
- Waste Heat Boiler Deskbook PDFDocument16 pagesWaste Heat Boiler Deskbook PDFAndre SyahputraNo ratings yet
- Liquid Enthalpy: Sensible HeatDocument5 pagesLiquid Enthalpy: Sensible HeatSheikh NasiruddinNo ratings yet
- Manufacturing Process of TG 800 MW, Stator Winding Bar BHEL, Production Block-4, HEEPDocument26 pagesManufacturing Process of TG 800 MW, Stator Winding Bar BHEL, Production Block-4, HEEPPrashant TiwariNo ratings yet
- Modelling Phase Change Material Thermal StorageDocument173 pagesModelling Phase Change Material Thermal StorageAbid HussainNo ratings yet
- Geothermal Nuclear Heat StorageDocument127 pagesGeothermal Nuclear Heat StoragePoujolNo ratings yet
- Profile EaDocument34 pagesProfile EaMathivanan AnbazhaganNo ratings yet
- SSC Je Syllabus 2024 Exam in JuneDocument9 pagesSSC Je Syllabus 2024 Exam in JuneBinsina pvNo ratings yet
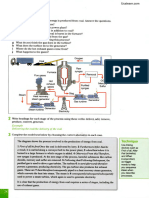
- Writting Task 1 - Process - MachineDocument4 pagesWritting Task 1 - Process - Machinetuyenluong918No ratings yet
- 140Document70 pages140Azmi AhmadNo ratings yet
- The Boiler: ObjectivesDocument36 pagesThe Boiler: Objectivesfreddy kurniawanNo ratings yet
- 1 TIVA Line 2019 Web SpreadDocument7 pages1 TIVA Line 2019 Web Spreadmarius tothNo ratings yet