You might also like
- 20 2250kW Operation ManualDocument64 pages20 2250kW Operation Manualangel aguilarNo ratings yet
- # 5 Electro Discharge MachiningDocument117 pages# 5 Electro Discharge MachiningRohan RautNo ratings yet
- Ignition SystemDocument49 pagesIgnition SystemmdkhayumNo ratings yet
- Advanced Welding Processes PDFDocument9 pagesAdvanced Welding Processes PDFlovaldes62100% (1)
- Stihl 020 T Chainsaw Service Manual PDFDocument58 pagesStihl 020 T Chainsaw Service Manual PDFBrianCookNo ratings yet
- Manual de Serviços Bobcat s570Document1,240 pagesManual de Serviços Bobcat s570miguel22100% (5)
- Oisd GDN 180Document15 pagesOisd GDN 180dipak ghuseNo ratings yet
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Admp 6th SemDocument262 pagesAdmp 6th SemmishtisonuNo ratings yet
- Bobcat Compact Excavator E17z Service Manual - 7314142Document648 pagesBobcat Compact Excavator E17z Service Manual - 7314142Tin Doan dinhNo ratings yet
- Electric Discharge Machining (EDM)Document34 pagesElectric Discharge Machining (EDM)Paras Malhotra0% (2)
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Chemical Machining Process OverviewDocument25 pagesChemical Machining Process OverviewAbhishek KumarNo ratings yet
- Electrical Discharge MachiningDocument38 pagesElectrical Discharge Machiningmohdkamran2007100% (2)
- Electro Discharge Machining (Edm)Document35 pagesElectro Discharge Machining (Edm)Pinakin KatariaNo ratings yet
- EDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedDocument68 pagesEDM Process Guide: Electrical Discharge Machining Fundamentals ExplainedSreedhar PugalendhiNo ratings yet
- Spectro Maxx PDFDocument30 pagesSpectro Maxx PDFhusnain ali100% (1)
- Electrical Discharge MachiningDocument30 pagesElectrical Discharge MachiningParas MalhotraNo ratings yet
- EDM Guide: Electrical Discharge Machining Process ExplainedDocument8 pagesEDM Guide: Electrical Discharge Machining Process ExplainedAli HusinNo ratings yet
- EDM Process Guide: Electrical Discharge MachiningDocument28 pagesEDM Process Guide: Electrical Discharge MachiningJayant SisodiaNo ratings yet
- Lec4 - Machining Equipment - PRE 314Document27 pagesLec4 - Machining Equipment - PRE 314Mahmoud EldesoukiNo ratings yet
- Ucmp Units IV FinalDocument35 pagesUcmp Units IV Finalsiva krishnaNo ratings yet
- Electro Discharge Machining: Shivam JaiswalDocument9 pagesElectro Discharge Machining: Shivam JaiswalNabayan MarikNo ratings yet
- Electrical Discharge MachiningDocument16 pagesElectrical Discharge MachiningRizwan MrnNo ratings yet
- 39 Non Conventional MachiningDocument15 pages39 Non Conventional MachiningPRASAD326100% (2)
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- Process Mechanism of EDM ProcessDocument9 pagesProcess Mechanism of EDM ProcessdongreganeshNo ratings yet
- "Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanaDocument12 pages"Study On Electro Discharge Machining (Edm) ": Dhirendra Nath Mishra, Aarti Bhatia, Vaibhav RanatheijesNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- EDM ManualDocument11 pagesEDM ManualAdnan AnsariNo ratings yet
- edm-170421105019Document28 pagesedm-17042110501922210021 TANWADE RUTURAJ RAVINDRANo ratings yet
- RememberDocument10 pagesRememberPrakash AndeNo ratings yet
- Lect-5 EdmDocument30 pagesLect-5 EdmumaidahmNo ratings yet
- Class Notes On EDMDocument99 pagesClass Notes On EDMPrabhat KumarNo ratings yet
- Electric Discharge Machining (EDM) :: Fig. 1 Schematic Representation of The Basic Working Principle of EDM ProcessDocument5 pagesElectric Discharge Machining (EDM) :: Fig. 1 Schematic Representation of The Basic Working Principle of EDM ProcessAnonymous dL8dsCncNo ratings yet
- Non-Traditional Manufacturing Processes ExplainedDocument16 pagesNon-Traditional Manufacturing Processes ExplainedPuneeth RajNo ratings yet
- 3.1 EdmDocument60 pages3.1 EdmMohit KumarNo ratings yet
- EDMDocument34 pagesEDMHrishikeshNo ratings yet
- Edm PDFDocument4 pagesEdm PDFPANKWORLDNo ratings yet
- EDMDocument26 pagesEDMAnkur AjmaniNo ratings yet
- DK ThesisDocument56 pagesDK ThesisShabnam SepatNo ratings yet
- Performance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialDocument6 pagesPerformance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Report FypDocument54 pagesReport FypsyahidasyapikahNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelNo ratings yet
- Electrical Discharge Machining (Edm) : Process PrinciplesDocument11 pagesElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamNo ratings yet
- Introduction To Wire-Cut EdmDocument7 pagesIntroduction To Wire-Cut EdmZamree Bin HarunNo ratings yet
- EDM Die SinkingDocument10 pagesEDM Die SinkingAleeza AshfaqueNo ratings yet
- WIRE EDM LikhithDocument5 pagesWIRE EDM LikhithAvengers AssembleNo ratings yet
- EDM Introduction Explains History and Working PrinciplesDocument49 pagesEDM Introduction Explains History and Working PrinciplesChalla varun KumarNo ratings yet
- My Wrks NCMT IncmpltDocument17 pagesMy Wrks NCMT IncmpltUnni HaridasNo ratings yet
- Non-Conventional Machining Techniques ComparisonDocument50 pagesNon-Conventional Machining Techniques ComparisonRITIK SHARMANo ratings yet
- Electrical Discharge Machining (EDM) ProcessDocument24 pagesElectrical Discharge Machining (EDM) ProcessNur Anisa Wasilah Binti Mohd Noor ShahrinNo ratings yet
- Electric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringDocument26 pagesElectric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringNandam HarshithNo ratings yet
- Abhi EdmDocument15 pagesAbhi EdmAbhinav SharmaNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-9Document6 pagesModule-3: Advanced Material Removal Processes: Lecture No-9Abhishek TuliNo ratings yet
- Electrochemical MachiningDocument9 pagesElectrochemical MachiningROONE SHOWNo ratings yet
- Development of Table Top Ultrasonic Assisted Sinking Micro Electrical Discharge Machining Set UpDocument19 pagesDevelopment of Table Top Ultrasonic Assisted Sinking Micro Electrical Discharge Machining Set UpPurece EugenNo ratings yet
- CHAPTER-4-Thermal TypeDocument45 pagesCHAPTER-4-Thermal TypeWinta BreaNo ratings yet
- Electrical Discharge Machining: An Overview On Various Areas of ResearchDocument7 pagesElectrical Discharge Machining: An Overview On Various Areas of Researchsachin shindeNo ratings yet
- Study EDM Parts and OperationsDocument3 pagesStudy EDM Parts and OperationsMalik ShahidNo ratings yet
- Report Edm Die SinkerDocument21 pagesReport Edm Die SinkerAwateff Al-Jefry II100% (8)
- EBM Guide: Electron Beam Machining Process & ParametersDocument30 pagesEBM Guide: Electron Beam Machining Process & Parametersmehedi hasanNo ratings yet
- ElectronbeamweldingDocument45 pagesElectronbeamweldingzerogravityNo ratings yet
- Un All - CPPDocument100 pagesUn All - CPPDOnNo ratings yet
- Modern Devices: The Simple Physics of Sophisticated TechnologyFrom EverandModern Devices: The Simple Physics of Sophisticated TechnologyNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningDocument14 pagesUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarNo ratings yet
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
- PLASMA ARC MACHINING (PAM) TECHNOLOGY EXPLAINEDDocument13 pagesPLASMA ARC MACHINING (PAM) TECHNOLOGY EXPLAINEDAbhishek Kumar0% (1)
- NCM IDocument23 pagesNCM IAbhishek KumarNo ratings yet
- Electron Beam MachiningDocument18 pagesElectron Beam MachiningAbhishek KumarNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
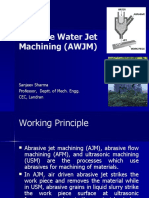
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Non-Traditional Machining Processes 2 Marks QuestionsDocument1 pageNon-Traditional Machining Processes 2 Marks QuestionsAbhishek KumarNo ratings yet
- Bapcon Plus ManualDocument20 pagesBapcon Plus Manualsrinivas100% (5)
- LV23-Petrol Fuel SystemsDocument35 pagesLV23-Petrol Fuel SystemsĐức Hòang100% (1)
- Nikonov 2001Document9 pagesNikonov 2001J SaranNo ratings yet
- Mce 115Document14 pagesMce 115Kolawole folorunsho johnNo ratings yet
- Subaru Engines Eh72 Fi OwnersDocument80 pagesSubaru Engines Eh72 Fi OwnersjeanNo ratings yet
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocument32 pagesLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Atomic Emission SpectrosDocument14 pagesAtomic Emission SpectrosGjelo CachoNo ratings yet
- Manual Usuario Pipe Pro 300Document76 pagesManual Usuario Pipe Pro 300aromeroquirogaNo ratings yet
- Ignition SystemDocument8 pagesIgnition SystemAsraNo ratings yet
- Generation of Copper, Nickel, and Cuni Alloy Nanoparticles by Spark DischargeDocument9 pagesGeneration of Copper, Nickel, and Cuni Alloy Nanoparticles by Spark DischargeThanh DinhNo ratings yet
- WJM and EDM)Document40 pagesWJM and EDM)pavanNo ratings yet
- Spark Plug Tech v1Document10 pagesSpark Plug Tech v1elybongoNo ratings yet
- Briggs Stratton 165Document36 pagesBriggs Stratton 165ndeloofNo ratings yet
- NGH 38Document6 pagesNGH 38Jose Angel Guitart GonzalezNo ratings yet
- Dust Papers 2Document563 pagesDust Papers 2jiaolei9848No ratings yet
- 119026-HSE-003 HSE StandardsDocument27 pages119026-HSE-003 HSE StandardsMoaatazz NouisriNo ratings yet
- AM Sample Questions-PhysithonDocument9 pagesAM Sample Questions-PhysithonSaad HasanNo ratings yet
- Operating Instructions: Model E3Document10 pagesOperating Instructions: Model E3Mauricio CGNo ratings yet
- Brown Stove Works Gas - ManualDocument32 pagesBrown Stove Works Gas - ManualChuck StoneNo ratings yet
- A Review On Machining of Metal Matrix Composites UDocument23 pagesA Review On Machining of Metal Matrix Composites UAlina JumoleaNo ratings yet
- Laser Ignition SystemDocument13 pagesLaser Ignition SystemAbhi RamNo ratings yet
- Fireye Flame Scanner UV1A6 (Sc-102 PDFDocument8 pagesFireye Flame Scanner UV1A6 (Sc-102 PDFld_ganeshNo ratings yet
- H I G H - Voltage-E Nvi Ron Ment Backscatter C Han Nel Meas U Rements at 5.8 G HZDocument10 pagesH I G H - Voltage-E Nvi Ron Ment Backscatter C Han Nel Meas U Rements at 5.8 G HZPoleomanNo ratings yet