You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- C10C10M-14 Standard Specification For Natural CementDocument3 pagesC10C10M-14 Standard Specification For Natural Cementjavier perezNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- RAPT Beam AnalysisDocument16 pagesRAPT Beam Analysisvikramjain66No ratings yet
- C150C150M-15 Standard Specification For Portland Cement PDFDocument9 pagesC150C150M-15 Standard Specification For Portland Cement PDFPrafulla PatilNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Railing Design To SS EN 1993Document2 pagesRailing Design To SS EN 1993vikramjain66No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Design Calculation For L Angle - Eurocode DesignDocument2 pagesDesign Calculation For L Angle - Eurocode Designvikramjain660% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- CE5513 Assignment For 2-D Frames - 06082019Document10 pagesCE5513 Assignment For 2-D Frames - 06082019vikramjain66No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Alternative Proposal of Shifting of Pourstrip of Pour 4 of 4th StyDocument1 pageAlternative Proposal of Shifting of Pourstrip of Pour 4 of 4th Styvikramjain66No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Stress Compare - Crane LoadingDocument2 pagesStress Compare - Crane Loadingvikramjain66No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Wind LoadDocument1 pageWind Loadvikramjain66No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Anchor Bolt Shock CalculationDocument1 pageAnchor Bolt Shock Calculationvikramjain66No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- B3L01 - Detail 1Document7 pagesB3L01 - Detail 1vikramjain66No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Nicmar Management in 2Document87 pagesNicmar Management in 2Venkatanarasimha KlNo ratings yet
- Scope of Work - VikramDocument1 pageScope of Work - Vikramvikramjain66No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Spiral Reinforcement 5S & 19SDocument1 pageSpiral Reinforcement 5S & 19Svikramjain66No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
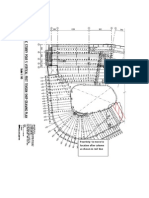
- RSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), MumbaiDocument1 pageRSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), Mumbaivikramjain66No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Tendon Elongation Calculation - BeamDocument1 pageTendon Elongation Calculation - Beamvikramjain66No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Bda Commer ComplexDocument1 pageBda Commer Complexvikramjain66No ratings yet
- RSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), MumbaiDocument1 pageRSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), Mumbaivikramjain66No ratings yet
- RSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), MumbaiDocument1 pageRSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), Mumbaivikramjain66No ratings yet
- RSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), MumbaiDocument1 pageRSSB - Satsang Hall at F. Plot Nos 276/277/278/289, Tps-Iii 36Th Road Bandra (W), Mumbaivikramjain66No ratings yet
- Sem06 Gca InsoDocument2 pagesSem06 Gca InsoBogdan PistolNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Aerodynamics of ParachutesDocument78 pagesThe Aerodynamics of Parachutesstevehuppert50% (2)
- Om en A: F in Ite D Iffe Ren Ce-B Ase DN Um Eri Ca L M Eth Od SDocument426 pagesOm en A: F in Ite D Iffe Ren Ce-B Ase DN Um Eri Ca L M Eth Od SPrateek Kumar PandeyNo ratings yet
- Assignment 4Document2 pagesAssignment 4Komal SinghNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The First-Fourth Books of The HitopadésaDocument116 pagesThe First-Fourth Books of The HitopadésaMiguel RosaNo ratings yet
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesDocument12 pagesBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebNo ratings yet
- Miracle Mills 300 Series Hammer MillsDocument2 pagesMiracle Mills 300 Series Hammer MillsSNo ratings yet
- Can Snails Become Habituated To A StimulusDocument2 pagesCan Snails Become Habituated To A StimulusSachitra Wijethunga100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Systematic Literature Review SvenskaDocument6 pagesSystematic Literature Review Svenskafihum1hadej2100% (1)
- Haberman Data Logistic Regression AnalysisDocument5 pagesHaberman Data Logistic Regression AnalysisEvelynNo ratings yet
- Summative 1Document4 pagesSummative 1Nean YsabelleNo ratings yet
- Occupational Therapy Examination Review Guide 4th Edition Ebook PDFDocument57 pagesOccupational Therapy Examination Review Guide 4th Edition Ebook PDFrobert.campbell485No ratings yet
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Document230 pagesSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNo ratings yet
- Motion in One Dimension QuestionDocument6 pagesMotion in One Dimension Questionabh_omega33% (3)
- Ultimate Electronics - Book - CircuitLabDocument3 pagesUltimate Electronics - Book - CircuitLabEldon50% (2)
- SH5108 - 5 Occupational Health ProgrammeDocument34 pagesSH5108 - 5 Occupational Health Programmetaaouicha mujahidNo ratings yet
- Wish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3Document17 pagesWish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3nhyce18No ratings yet
- 2017 Reviving Tribal Tattoo TraditionsDocument3 pages2017 Reviving Tribal Tattoo Traditions高權梁No ratings yet
- Formal Report Expt 5Document6 pagesFormal Report Expt 5AnonymouscatNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleDocument9 pages1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTNo ratings yet
- PASSAGE ONE (Questions 1-4)Document5 pagesPASSAGE ONE (Questions 1-4)Vian LonkzeerNo ratings yet
- Tugas English 3Document2 pagesTugas English 33751Muhammad RizqiNo ratings yet
- PC-ABS Bayblend FR3010Document4 pagesPC-ABS Bayblend FR3010countzeroaslNo ratings yet
- VSR Trans. PPT3Document16 pagesVSR Trans. PPT3VSR TRANSNo ratings yet
- A Brief Tutorial On Studio MonitorsDocument18 pagesA Brief Tutorial On Studio MonitorsCurtis O'BrienNo ratings yet
- INT PL 2020 Web 01-20 PDFDocument320 pagesINT PL 2020 Web 01-20 PDFAndriana Vilijencova100% (1)
- Evs ManualDocument24 pagesEvs ManualJoseph TuckerNo ratings yet
- 141-203 Solar 660 60 - 40 - 30 - 225 Amp Fleet Battery ChargerDocument10 pages141-203 Solar 660 60 - 40 - 30 - 225 Amp Fleet Battery Chargerjose alberto alvarezNo ratings yet
- Grade 8 - EnglishDocument2 pagesGrade 8 - EnglishTCHR KIMNo ratings yet
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet