You might also like
- 5 Solidification Structures of Steel: MacrostructureDocument3 pages5 Solidification Structures of Steel: MacrostructureMahdiyyahNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Types of Cast IronsDocument11 pagesTypes of Cast IronsawesomeyogeshwarNo ratings yet
- Metallograpy Study of Cast Iron StructureDocument9 pagesMetallograpy Study of Cast Iron StructureMahrukh JavedNo ratings yet
- ESDEP Vol0302Document124 pagesESDEP Vol0302aladinmf1No ratings yet
- Hms Data Sheet 11Document2 pagesHms Data Sheet 11Anat HershkovitzNo ratings yet
- Lecture 9 - Ferrous AlloysDocument31 pagesLecture 9 - Ferrous Alloysmahmoud foudaNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- CIVE 6338 CH 1Document35 pagesCIVE 6338 CH 1satyaNo ratings yet
- Steel Production: Heat TreatmentDocument1 pageSteel Production: Heat TreatmentA-ReaderNo ratings yet
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- 374 376 PDFDocument3 pages374 376 PDFSinhrooNo ratings yet
- Steel IndustriesDocument12 pagesSteel IndustriesMaria PoonawalaNo ratings yet
- Castiron Its StructureDocument71 pagesCastiron Its Structuresk.bashaNo ratings yet
- Grey Cast IronDocument43 pagesGrey Cast IronVasanth PrasadNo ratings yet
- Cast IronDocument64 pagesCast IronEr Vishal Divya JagadaleNo ratings yet
- Cast Iron InoculationDocument12 pagesCast Iron InoculationCaio Fazzioli TavaresNo ratings yet
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- Heat Treatment of Cast IronsDocument4 pagesHeat Treatment of Cast IronshamidrezachamaniNo ratings yet
- Slag in SteelmakingDocument18 pagesSlag in Steelmakingamit KumarNo ratings yet
- Chapter - 15 Boiler Metallurgy DefinitionsDocument12 pagesChapter - 15 Boiler Metallurgy DefinitionsRavi ShankarNo ratings yet
- Advanced Metaullrgy FinalweldingDocument34 pagesAdvanced Metaullrgy FinalweldingAfam-Anadu UcheNo ratings yet
- Steel CompositionDocument8 pagesSteel CompositionShahab28No ratings yet
- Tramp Elements and Billet CarckingDocument7 pagesTramp Elements and Billet CarckingOmar TahaNo ratings yet
- Materi KelanaDocument6 pagesMateri KelanaMohammad Zaki UsmanNo ratings yet
- Cast Irons: Job Knowledge 25 Weldability of MaterialsDocument3 pagesCast Irons: Job Knowledge 25 Weldability of Materialskevin herryNo ratings yet
- Glossary of TermsDocument8 pagesGlossary of Termsananda krishna siva kesariNo ratings yet
- Welding CoatingDocument69 pagesWelding CoatingphillipskincaidNo ratings yet
- Material Technology IInd SemDocument262 pagesMaterial Technology IInd SemvinayakNo ratings yet
- Steel: Iron AlloyDocument18 pagesSteel: Iron AlloySameer ShekhawatNo ratings yet
- Steel Metallurgy PDFDocument511 pagesSteel Metallurgy PDFTiên TrầnNo ratings yet
- Back To Basics - Inspecting Welds in Galvanized Steel 2005-10-023Document3 pagesBack To Basics - Inspecting Welds in Galvanized Steel 2005-10-023Ramakrishnan AmbiSubbiahNo ratings yet
- Iron Carbon Diagram (ChE Handbook)Document21 pagesIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- 7steel and Heat TreatmentDocument19 pages7steel and Heat TreatmentManoj BallaNo ratings yet
- Steel Thermal Expansion Coefficient ConcreteDocument4 pagesSteel Thermal Expansion Coefficient Concretejohny BavitoNo ratings yet
- Tajuk 1 SKMM2921 Metalografi by NhayatiDocument7 pagesTajuk 1 SKMM2921 Metalografi by NhayatiNader MohammedNo ratings yet
- Ingot: Metal CastDocument4 pagesIngot: Metal CastnansaikriNo ratings yet
- Module 21Document82 pagesModule 21Nirav ParmarNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Inoculation Mechanisms - Part Two - KEY To METALS ArticleDocument3 pagesInoculation Mechanisms - Part Two - KEY To METALS Articlekumarpankaj030No ratings yet
- Definitions and Related Materials: Stahliją or Stakhlijan (Made of Steel), Stahliją (Standing Firm)Document5 pagesDefinitions and Related Materials: Stahliją or Stakhlijan (Made of Steel), Stahliją (Standing Firm)kingNo ratings yet
- Inoculation in Grey IronDocument2 pagesInoculation in Grey Ironmarcotulio123No ratings yet
- Microscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetDocument6 pagesMicroscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetagungbijaksanaNo ratings yet
- Welding Metallurgy, Part Three: The Inspection ProcessDocument6 pagesWelding Metallurgy, Part Three: The Inspection ProcessGomma AbdallaNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- 10cast Iron DetailsDocument6 pages10cast Iron DetailskarthisanthaNo ratings yet
- Asm - Metalografia de Aço Baixo CarbonoDocument20 pagesAsm - Metalografia de Aço Baixo CarbonoengetarcioNo ratings yet
- Structure and PropertiedDocument43 pagesStructure and PropertiedJalaj GaurNo ratings yet
- Material Science 1Document3 pagesMaterial Science 1Mehul BansalNo ratings yet
- Materials Science MetalsDocument35 pagesMaterials Science MetalsPelajar IndonesiaNo ratings yet
- THE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFDocument13 pagesTHE EFFECTS OF STEEL MILL PRACTICE ON PIPE AND TUBE MAKING-nichols PDFAntonioNo ratings yet
- Cast Irons: MSE 206-Materials Characterization I Lecture-6Document21 pagesCast Irons: MSE 206-Materials Characterization I Lecture-6Jose Luis Valin RiveraNo ratings yet
- Metallurgical Properties of Cast IronsDocument21 pagesMetallurgical Properties of Cast IronsAleš NagodeNo ratings yet
- SteelDocument8 pagesSteelvivek463No ratings yet
- Strenghtening Cast IronsDocument17 pagesStrenghtening Cast IronsAlberto VelazquezNo ratings yet
- Heat Treatment SteelDocument48 pagesHeat Treatment Steeljiotoco33No ratings yet
- Steel Thermal Expansion Coefficient ConcreteDocument4 pagesSteel Thermal Expansion Coefficient ConcreteAllenNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
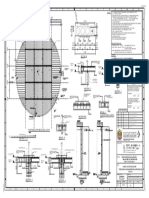
- DPWH Structural 01Document9 pagesDPWH Structural 01AndengBaduriaNo ratings yet
- 7-12-0028 Rev. 6Document1 page7-12-0028 Rev. 6chandu chandrababuNo ratings yet
- Bladder Accumulators HYDACDocument8 pagesBladder Accumulators HYDACMaciej KostenckiNo ratings yet
- Block 64 Sult - ResourceRate - LabourDocument2 pagesBlock 64 Sult - ResourceRate - LabourManojNo ratings yet
- Pipe Material & Dimension Standard MatrixDocument2 pagesPipe Material & Dimension Standard MatrixHemantNo ratings yet
- Reinforced Concrete DesignDocument8 pagesReinforced Concrete DesignKriza-Ann BrionesNo ratings yet
- Water Wasser: PN 10... 25 DN 300, 500, 600, 800Document3 pagesWater Wasser: PN 10... 25 DN 300, 500, 600, 800AhmedRamadanNo ratings yet
- Installation Guide: Scyon Axon CladdingDocument12 pagesInstallation Guide: Scyon Axon CladdingNhư LêNo ratings yet
- AAP S17 Gate Valves E2 S PDFDocument16 pagesAAP S17 Gate Valves E2 S PDFbugmenot-scribdNo ratings yet
- Final Project PPT (MB)Document72 pagesFinal Project PPT (MB)Aashka BhattNo ratings yet
- Checklist For Minimum Technical Requirements For Pipeline ApplicationsDocument13 pagesChecklist For Minimum Technical Requirements For Pipeline ApplicationsAbu Huraira100% (1)
- 1M05 (B) TECTON-C-010 (REV-AB-1) SHEET No.1 OF 3-ModelDocument1 page1M05 (B) TECTON-C-010 (REV-AB-1) SHEET No.1 OF 3-ModelmannshiNo ratings yet
- Tape & Glue Process 2Document6 pagesTape & Glue Process 2ocolibriNo ratings yet
- Introduction of Prestressed ConcreteDocument9 pagesIntroduction of Prestressed ConcreteAtul ManchalwarNo ratings yet
- Alpha 1Document1 pageAlpha 1layaljamal2No ratings yet
- Ficha Tecnica de Lana MineralDocument1 pageFicha Tecnica de Lana MineralPROYECTOS E INSTALACIONES RTA SA DE CVNo ratings yet
- ASME B31.4-Wall Thickness CalDocument2 pagesASME B31.4-Wall Thickness CalBagus Sukoco Koco100% (1)
- White Cement - ReportDocument15 pagesWhite Cement - ReportSai PujithNo ratings yet
- IconicBathroom Vol3compressedDocument160 pagesIconicBathroom Vol3compressedAmit KumarNo ratings yet
- 12 Ways To Repair A Loose Wood Screw Hole For A Hinge - WikiDocument14 pages12 Ways To Repair A Loose Wood Screw Hole For A Hinge - Wikisrikrish24No ratings yet
- KS Product Specification 2015Document32 pagesKS Product Specification 2015Gilang BhismaNo ratings yet
- Tube FittingsDocument60 pagesTube FittingsHermanNo ratings yet
- AirCon Thread SizesDocument10 pagesAirCon Thread SizesEcu318seNo ratings yet
- Brazing ProcedureDocument2 pagesBrazing ProcedureNoel Delos SantosNo ratings yet
- Material InteriorDocument3 pagesMaterial InterioralyaNo ratings yet
- List Katalog Fire Hydrant (Box)Document3 pagesList Katalog Fire Hydrant (Box)Sales1 mpicaNo ratings yet
- 2 Construction WorkDocument53 pages2 Construction WorkShuvam AdhikariNo ratings yet
- 17 262 Specimen Blanking Machines For Specimen Preparation of Metals PI enDocument5 pages17 262 Specimen Blanking Machines For Specimen Preparation of Metals PI enDanan GentleNo ratings yet
- Tiles, Marble, Granite Work Schedule of Rates (Revised) With ICS - 2022Document10 pagesTiles, Marble, Granite Work Schedule of Rates (Revised) With ICS - 2022ecobuildconstructionltdNo ratings yet
- ETA 19 0601 HIT HY 200 A R V3 Anchoring Jun 2023 Approval Document ASSET DOC 11504013Document213 pagesETA 19 0601 HIT HY 200 A R V3 Anchoring Jun 2023 Approval Document ASSET DOC 11504013gundeskNo ratings yet