You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Advanced Diploma in Business Administration: Hrithik Sandeep GajmalDocument1 pageAdvanced Diploma in Business Administration: Hrithik Sandeep GajmalNandanNo ratings yet
- Die Casting ProposalDocument10 pagesDie Casting ProposalHafiz Saqib JavedNo ratings yet
- A Conference Interpreters View - Udo JorgDocument14 pagesA Conference Interpreters View - Udo JorgElnur HuseynovNo ratings yet
- The Functional Structure 2. Divisional Structure 3. The Strategic Business Unit (SBU) Structure 4. The Matrix StructureDocument17 pagesThe Functional Structure 2. Divisional Structure 3. The Strategic Business Unit (SBU) Structure 4. The Matrix StructureYousab KaldasNo ratings yet
- Chart of AccountsDocument22 pagesChart of AccountsaddyNo ratings yet
- Chapter 04Document29 pagesChapter 04Imran MunawerNo ratings yet
- Jagannath International Management School: Importance of Brand Loyalty Study of AdidasDocument15 pagesJagannath International Management School: Importance of Brand Loyalty Study of AdidasShivani KapoorNo ratings yet
- Business in Inf Age1newDocument13 pagesBusiness in Inf Age1newarchana_sree13No ratings yet
- Presented By:: Pranav V Shenoy Gairik Chatterjee Kripa Shankar JhaDocument20 pagesPresented By:: Pranav V Shenoy Gairik Chatterjee Kripa Shankar JhaPranav ShenoyNo ratings yet
- Profile Options in Oracle Projects: System Administrator's Guide)Document16 pagesProfile Options in Oracle Projects: System Administrator's Guide)hello1982No ratings yet
- Chapt Er: Nature and Scope of Investment DecisionsDocument21 pagesChapt Er: Nature and Scope of Investment DecisionschitkarashellyNo ratings yet
- Amtrak Dining RFPDocument54 pagesAmtrak Dining RFPdgabbard2No ratings yet
- LandersMembership PDFDocument2 pagesLandersMembership PDFRoiland Atienza BaybayonNo ratings yet
- Auditor TesDocument19 pagesAuditor TesRinto Erwiansa PutraNo ratings yet
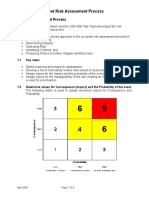
- 4 Fleet Risk Assessment ProcessDocument4 pages4 Fleet Risk Assessment ProcessHaymanAHMEDNo ratings yet
- AccountingDocument7 pagesAccountingHà PhươngNo ratings yet
- Rousselot Gelatine: Dedicated To Your SuccessDocument28 pagesRousselot Gelatine: Dedicated To Your SuccessChristopher RiveroNo ratings yet
- JG SUMMIT HOLDINGS, INC. vs. CA G.R. 124293 Sept. 24, 2003 - DigestDocument1 pageJG SUMMIT HOLDINGS, INC. vs. CA G.R. 124293 Sept. 24, 2003 - DigestMichelle LimNo ratings yet
- Agile User Stories and Workshop - Moduele 1Document24 pagesAgile User Stories and Workshop - Moduele 1Ajersh Paturu100% (1)
- Industrial Organization Markets and Strategies 2Nd Edition Belleflamme Solutions Manual Full Chapter PDFDocument55 pagesIndustrial Organization Markets and Strategies 2Nd Edition Belleflamme Solutions Manual Full Chapter PDFnhatmaiqfanmk100% (9)
- Internship Report Meezan Bank by Rehan MubeenDocument28 pagesInternship Report Meezan Bank by Rehan MubeenrehanNo ratings yet
- Baker Commodities Agreement 2016 - 2019 PDFDocument27 pagesBaker Commodities Agreement 2016 - 2019 PDFUFCW770No ratings yet
- ICON Brochure Low ResDocument4 pagesICON Brochure Low ResLuis Adrian Gutiérrez MedinaNo ratings yet
- Wipro Internship ExperienceDocument3 pagesWipro Internship ExperienceSimranjeet SinghNo ratings yet
- Intramuros Adminstration - Exec Summary 06Document9 pagesIntramuros Adminstration - Exec Summary 06Anonymous p47liBNo ratings yet
- Budgeting in GhanaDocument57 pagesBudgeting in GhanaJohn Bates BlanksonNo ratings yet
- Masing & Sons Development Corporation (MSDC) V Rogelio (Labor Standards)Document2 pagesMasing & Sons Development Corporation (MSDC) V Rogelio (Labor Standards)Atty. Providencio AbraganNo ratings yet
- LllllllolllDocument24 pagesLllllllolllAgustiar ZhengNo ratings yet
- True-False Perfect CompetitionTrue-false Perfect CompetitionDocument37 pagesTrue-False Perfect CompetitionTrue-false Perfect CompetitionVlad Guzunov50% (2)
- Business Management Ethics 1Document29 pagesBusiness Management Ethics 1Christy Malabanan100% (1)