You might also like
- DWDM QuestionsDocument3 pagesDWDM QuestionsYohannes B Bekele71% (7)
- Oil Storage Tanks - John RinneDocument8 pagesOil Storage Tanks - John RinnePatricio100% (1)
- Technology Development For Hardfacing ofDocument2 pagesTechnology Development For Hardfacing ofabraham silva hernandezNo ratings yet
- Effect of Compression Ratio On Engine PerformanceDocument4 pagesEffect of Compression Ratio On Engine PerformanceSrinivas NadellaNo ratings yet
- OV Spec SheetDocument4 pagesOV Spec SheetAngel Alejandro QuispeNo ratings yet
- Gartner Business FrameworkDocument23 pagesGartner Business Frameworkcorneliuskoo75% (4)
- CH-2 Basics of ControllersDocument14 pagesCH-2 Basics of ControllersSatya Sai Babu Yeleti100% (1)
- 04 Valves Eng 15Document59 pages04 Valves Eng 15davidetoluNo ratings yet
- 29 Cavitation & FlashingDocument90 pages29 Cavitation & FlashingSureshbabu ThamburajNo ratings yet
- 67D Series Pressure Reducing Regulators Instruction Manual en 125226 PDFDocument12 pages67D Series Pressure Reducing Regulators Instruction Manual en 125226 PDFravichandran0506No ratings yet
- Megastream Control Valves: General InstructionsDocument4 pagesMegastream Control Valves: General InstructionsCarlos Alberto Dum GomezNo ratings yet
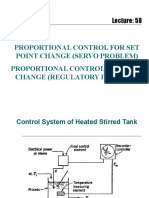
- Proportional Control For Set Point Change (Servo Problem) Proportional Control For Load Change (Regulatory Problem)Document19 pagesProportional Control For Set Point Change (Servo Problem) Proportional Control For Load Change (Regulatory Problem)Imran UnarNo ratings yet
- How To Select An ActuatorDocument12 pagesHow To Select An Actuatorforevertay2000100% (2)
- Design and Calculation of The Pressure Relief ValvesDocument53 pagesDesign and Calculation of The Pressure Relief Valvesghassan hamadNo ratings yet
- Control SystemsDocument27 pagesControl SystemskakiksNo ratings yet
- Process IsolationDocument13 pagesProcess IsolationBhuran AkshayNo ratings yet
- ValvesDocument25 pagesValvesAlbertoNo ratings yet
- Hysteresis Reduction in Hydraulic Proportional Valve ControlDocument58 pagesHysteresis Reduction in Hydraulic Proportional Valve Controlkme100% (1)
- Pressure Relief ValvesDocument12 pagesPressure Relief ValvesyvhtejaswaroopNo ratings yet
- Unit 2: - Control ValvesDocument21 pagesUnit 2: - Control ValvesCarn Joseph100% (1)
- Chapter 3 Final Control ElementDocument77 pagesChapter 3 Final Control Elementmuhammad izzulNo ratings yet
- Me8694 - Hydraulics and Pneumatics: Arulprakasam G Assistant Professor Dept - Of.mech - Engg., Kit-CbeDocument12 pagesMe8694 - Hydraulics and Pneumatics: Arulprakasam G Assistant Professor Dept - Of.mech - Engg., Kit-CbeArul Prakasam GNo ratings yet
- Hydrualics Design DataDocument2 pagesHydrualics Design DataKeith AdminNo ratings yet
- Control ValvesDocument26 pagesControl ValvesSandi Aslan100% (1)
- VALTEK Valve Size PDFDocument16 pagesVALTEK Valve Size PDFalbahbahaneeNo ratings yet
- (Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkDocument13 pages(Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkelmiraNo ratings yet
- Bladder AccumulatorsDocument16 pagesBladder AccumulatorsAlessandro NunesNo ratings yet
- Controll Valve PresentatonDocument26 pagesControll Valve Presentatonchayan_m_shahNo ratings yet
- Selection GuideDocument12 pagesSelection GuideMiguel Angel VasquezNo ratings yet
- Energy Conservation Methods in PumpsDocument20 pagesEnergy Conservation Methods in PumpskanishkaNo ratings yet
- Proportional ValvesDocument7 pagesProportional ValvesSummer AshleyNo ratings yet
- LESER - Pilot Operated Safety Valve From LESERDocument2 pagesLESER - Pilot Operated Safety Valve From LESERAgis Rijal AtmawijayaNo ratings yet
- Control Valves - International Site For Spirax SarcoDocument12 pagesControl Valves - International Site For Spirax SarcoOzawa MagooNo ratings yet
- Control Valves: Fluid Jet Energy Criterion ForDocument4 pagesControl Valves: Fluid Jet Energy Criterion ForjosethompsonNo ratings yet
- Vol.3. Study of Hyd. Valves & Pumps, AccumulatorDocument79 pagesVol.3. Study of Hyd. Valves & Pumps, AccumulatorQ.S.Khan100% (2)
- High Precision Position Control of Electro-Hydraulic Servo SystemDocument10 pagesHigh Precision Position Control of Electro-Hydraulic Servo Systemamin342No ratings yet
- Sizing Technical Brief FinalDocument3 pagesSizing Technical Brief FinalBelalNorNo ratings yet
- Dynamic Testing of CheckvalveDocument10 pagesDynamic Testing of Checkvalveamirthraj74No ratings yet
- 10 Fundamentals of ControllingDocument32 pages10 Fundamentals of ControllingasegidhaileNo ratings yet
- COUPLINGDocument11 pagesCOUPLINGabduallah rabahNo ratings yet
- What Is Process Control InstrumentationDocument5 pagesWhat Is Process Control InstrumentationVraja DasiNo ratings yet
- Regulator's Swegelok (High PressuDocument64 pagesRegulator's Swegelok (High PressuhoangcokhiNo ratings yet
- HPPDocument8 pagesHPPsrk2successNo ratings yet
- Vertical pumps-II PDFDocument8 pagesVertical pumps-II PDFjagadeesanNo ratings yet
- Control ValvesDocument38 pagesControl Valvesprathamesh.gangal999100% (1)
- Safety Valves and Relief Valves.Document17 pagesSafety Valves and Relief Valves.Shikhar SwaroopNo ratings yet
- Report On ValvesDocument15 pagesReport On ValvesAnonymous b9J5NMNo ratings yet
- Check ValvesDocument14 pagesCheck ValvesEryl YeongNo ratings yet
- Topworx Position SwitchDocument60 pagesTopworx Position SwitchsarkaftNo ratings yet
- ME416 LN 201617 Unit1Document66 pagesME416 LN 201617 Unit1rajkumarNo ratings yet
- Double Suction Centrifugal PumpDocument8 pagesDouble Suction Centrifugal PumpBilal WaseemNo ratings yet
- 1.0 Severn Glocon CV Sizing Selection ManualDocument104 pages1.0 Severn Glocon CV Sizing Selection Manualkoushik420000% (1)
- Development of A Multi-Stage Choke Valve SizingDocument221 pagesDevelopment of A Multi-Stage Choke Valve SizingsekharsamyNo ratings yet
- BMT7L1-Fluid Power Automation LabDocument37 pagesBMT7L1-Fluid Power Automation LabvamshimohanNo ratings yet
- Pressure Seal ValveDocument5 pagesPressure Seal ValveWilson WongNo ratings yet
- Control Room Conceptual Design: Optimizing Acoustics For Stereo ReproductionDocument37 pagesControl Room Conceptual Design: Optimizing Acoustics For Stereo Reproductionrob8iix100% (1)
- AS 2601 EN E Series Valves and Manifolds PDFDocument56 pagesAS 2601 EN E Series Valves and Manifolds PDFTache MihaiNo ratings yet
- LPG Pump IOM LGL2 LGL3 PDFDocument12 pagesLPG Pump IOM LGL2 LGL3 PDFAfani Roma A100% (1)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesFrom EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNo ratings yet
- Dokumen - Pub Heat and Mass Transfer Secondnbsped 9789380578392Document486 pagesDokumen - Pub Heat and Mass Transfer Secondnbsped 9789380578392Srinivas NadellaNo ratings yet
- 1.3 2D and 3D Truss SystemsDocument7 pages1.3 2D and 3D Truss SystemsSrinivas NadellaNo ratings yet
- 2.2 Weak&strong Form 1D Heat TransferDocument6 pages2.2 Weak&strong Form 1D Heat TransferSrinivas NadellaNo ratings yet
- Magnetic Nanoparticles For Drug DeliveryDocument11 pagesMagnetic Nanoparticles For Drug DeliverySrinivas NadellaNo ratings yet
- Auto Chassis NotesDocument70 pagesAuto Chassis NotesSrinivas NadellaNo ratings yet
- Static Analysis of Roof Truss IN MECHANICAL APDLDocument21 pagesStatic Analysis of Roof Truss IN MECHANICAL APDLSrinivas NadellaNo ratings yet
- Brake Performance PDFDocument10 pagesBrake Performance PDFSrinivas NadellaNo ratings yet
- Static Analysis in Composite Material IN MECH APDLDocument13 pagesStatic Analysis in Composite Material IN MECH APDLSrinivas NadellaNo ratings yet
- On Plain Stress Analysis of A Composite BlockDocument11 pagesOn Plain Stress Analysis of A Composite BlockSrinivas NadellaNo ratings yet
- Analysis of Cylinder in AnsysDocument14 pagesAnalysis of Cylinder in AnsysSrinivas NadellaNo ratings yet
- LogcatDocument241 pagesLogcatVen CalambroNo ratings yet
- JCL MCQ1Document30 pagesJCL MCQ1miashishNo ratings yet
- Special Committee On Creative Industry and Performing Arts Regular Meeting Via ZoomDocument2 pagesSpecial Committee On Creative Industry and Performing Arts Regular Meeting Via Zoomsteth16No ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Anegan Full Movie Download HD Kickasstoinstmanks PDFDocument3 pagesAnegan Full Movie Download HD Kickasstoinstmanks PDFJerry George Varghese KNo ratings yet
- 21K8 NX56C-AP Service ManualDocument74 pages21K8 NX56C-AP Service ManualAllah Rakha100% (1)
- Medal of Honor - Allied Assault-PccheatDocument3 pagesMedal of Honor - Allied Assault-PccheatSwaminathan RamasubramanianNo ratings yet
- Excel FN SQRT SQRT (Number) Round ROUND (Number, Num - Digits)Document12 pagesExcel FN SQRT SQRT (Number) Round ROUND (Number, Num - Digits)sitti.aNo ratings yet
- 2008 f250f350f450Document80 pages2008 f250f350f450perkinsaustinw50% (4)
- 34.01.02-BOQ For Bridges NO. 44 RevDocument4 pages34.01.02-BOQ For Bridges NO. 44 Revvigil vigilNo ratings yet
- Powerflex Low Voltage Drives Selection Guide: Powerful Performance. Flexible ControlDocument178 pagesPowerflex Low Voltage Drives Selection Guide: Powerful Performance. Flexible ControlMr.K chNo ratings yet
- Title: AuthorsDocument14 pagesTitle: AuthorsKrishnadas GopalakrishnanNo ratings yet
- Computer Organization and Operating Systems: L.S.K. UdugamaDocument22 pagesComputer Organization and Operating Systems: L.S.K. UdugamakasundotaNo ratings yet
- Top North American 3PLs - 2011Document42 pagesTop North American 3PLs - 2011ajaykssrajNo ratings yet
- Hvac and Sensors CatalogueDocument32 pagesHvac and Sensors CatalogueMatius100% (1)
- Teachers' Training (Basic Training and Professional Qualification) Emilia Evgenieva, Sherife ArslanDocument17 pagesTeachers' Training (Basic Training and Professional Qualification) Emilia Evgenieva, Sherife ArslanGiray ÜçelNo ratings yet
- IVend Retail Extensibility-Web APIDocument46 pagesIVend Retail Extensibility-Web APIFelipe Chavez Catalán100% (1)
- Full Height Turnstile User Manual - ARMA KONTROLDocument21 pagesFull Height Turnstile User Manual - ARMA KONTROLdinilmadhuNo ratings yet
- COMM 491: Business StrategyDocument33 pagesCOMM 491: Business StrategyTherese ChiuNo ratings yet
- Battery Electric VehicleDocument13 pagesBattery Electric VehicleMahesh KatkarNo ratings yet
- Caterpillar d398 Parts ManualDocument2 pagesCaterpillar d398 Parts ManualAngel Catuy0% (3)
- One-Line Diagram - OLV1 (Load Flow Analysis) : Scheme-1Document1 pageOne-Line Diagram - OLV1 (Load Flow Analysis) : Scheme-1EILA545 QAQCNo ratings yet
- Install KohaDocument5 pagesInstall Kohaawansn1984No ratings yet
- RJH30H1DPP-M0: DatasheetDocument7 pagesRJH30H1DPP-M0: Datasheetmalykhvictor1967No ratings yet
- Shift RegistersDocument8 pagesShift RegistersJohn Arman ArcayaNo ratings yet
- Anabond Epoxy Steel 4min TDSDocument2 pagesAnabond Epoxy Steel 4min TDSArun GuptaNo ratings yet
- Game of Tic-Tac-Toe: Simulation Using Min-Max Algorithm: International Journal of Advanced Research in Computer ScienceDocument4 pagesGame of Tic-Tac-Toe: Simulation Using Min-Max Algorithm: International Journal of Advanced Research in Computer Sciencefinn balor finn balorNo ratings yet