You might also like
- ABC Guide To Temporary PipeworkDocument84 pagesABC Guide To Temporary PipeworkDamian RampersadNo ratings yet
- Functional Spec TemplateDocument21 pagesFunctional Spec TemplateProjteklab Ranchi100% (1)
- CASE STUDIES Mba 1 AssignmentDocument2 pagesCASE STUDIES Mba 1 AssignmentSmriti Jain60% (5)
- Refinery and Petrochemical Equipment: Distillation ColumnDocument48 pagesRefinery and Petrochemical Equipment: Distillation ColumnFikrie MuhdNo ratings yet
- 11 L23 24 Separation MethodsDocument34 pages11 L23 24 Separation MethodsjoaquingonNo ratings yet
- Process Design - Some Practical TipsDocument102 pagesProcess Design - Some Practical Tipsstudyendless100% (3)
- Separations: Chen 4253 Design I Terry A. Ring University of UtahDocument35 pagesSeparations: Chen 4253 Design I Terry A. Ring University of UtahsamandondonNo ratings yet
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- Lecture 4 Reflux Ratio and Column DesignDocument13 pagesLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- 5Document35 pages5AbdulrazzaqAL-MalikyNo ratings yet
- L09-Separations and Column SimulationDocument32 pagesL09-Separations and Column Simulationmasroor ahmed laghariNo ratings yet
- Distillation L7 and 8Document23 pagesDistillation L7 and 8Shiavm PatelNo ratings yet
- DCD1 Lecture PDFDocument43 pagesDCD1 Lecture PDFChristopher RileyNo ratings yet
- Distillation L5Document25 pagesDistillation L5Shiavm PatelNo ratings yet
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
- Binary Distillation: SHR Chapter 7Document17 pagesBinary Distillation: SHR Chapter 7Astrid CastellanoNo ratings yet
- Distillation Column Design: Company LogoDocument34 pagesDistillation Column Design: Company Logonaila nisarNo ratings yet
- 3 SeparatorsDocument100 pages3 SeparatorsrichardNo ratings yet
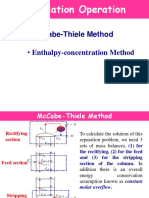
- Distillation Design The Mccabe-Thiele MethodDocument24 pagesDistillation Design The Mccabe-Thiele MethodNagwa MansyNo ratings yet
- Distillation Lecture NotesDocument45 pagesDistillation Lecture Notessuzie annNo ratings yet
- Che821 - Lecture FiveDocument109 pagesChe821 - Lecture Fiveprof.kess.unibenNo ratings yet
- 3 SeparatorsDocument100 pages3 SeparatorsCharlesDayanNo ratings yet
- All CyclesDocument5 pagesAll Cyclessk sanketNo ratings yet
- DiStillation PDFDocument152 pagesDiStillation PDFMeredith VillareteNo ratings yet
- Fractional DistillationDocument84 pagesFractional DistillationRA MemijeNo ratings yet
- Distillation DesignDocument30 pagesDistillation DesignAlonso Flores BelloNo ratings yet
- Mass Transfer Design: DR Sintayehu Mekuria Hailegiorgis Department of Chemical EngineeringDocument37 pagesMass Transfer Design: DR Sintayehu Mekuria Hailegiorgis Department of Chemical EngineeringAman RizanNo ratings yet
- Mc-Cabe Thiele MethodDocument23 pagesMc-Cabe Thiele MethodSyauqi Subri100% (2)
- Reactor Overview PDFDocument37 pagesReactor Overview PDFMatthiaNo ratings yet
- 6-Absorption Stripping Pt1Document18 pages6-Absorption Stripping Pt1Naufal FasaNo ratings yet
- Plant Design 02 PDFDocument10 pagesPlant Design 02 PDFNazar AhmedNo ratings yet
- Distillation L6Document21 pagesDistillation L6Shiavm PatelNo ratings yet
- Chapter 1.4 Azeotrope and Multicompnent DistillationDocument29 pagesChapter 1.4 Azeotrope and Multicompnent DistillationAlia TasNo ratings yet
- Distillation - Part 6Document11 pagesDistillation - Part 6SyafiyatulMunawarahNo ratings yet
- Lecture 2 (16-17) - Intro To HYSYSDocument16 pagesLecture 2 (16-17) - Intro To HYSYSAngela Paul PeterNo ratings yet
- Unit 2 Short Cut Distillation 21-2-24Document47 pagesUnit 2 Short Cut Distillation 21-2-2422 shantanu kapadnisNo ratings yet
- Bubble Cap Plate For Distillation ColumnDocument26 pagesBubble Cap Plate For Distillation Columnsanjukec100% (2)
- Separation TowerDocument68 pagesSeparation TowersasiNo ratings yet
- Review Final - Fluid Properties: Ce30460 - Fluid Mechanics Diogo BolsterDocument26 pagesReview Final - Fluid Properties: Ce30460 - Fluid Mechanics Diogo BolsterMohammed Al-OdatNo ratings yet
- Distillation ColumnDocument58 pagesDistillation Columnphoenix0467% (3)
- 2019-Mass TransferDocument74 pages2019-Mass TransferFareeha SaeedNo ratings yet
- Distillation TechnologyDocument102 pagesDistillation Technologyayiep1202No ratings yet
- Lecture 8: Separation DesignDocument45 pagesLecture 8: Separation DesignRavi Kiran MNo ratings yet
- RefrigerationDocument64 pagesRefrigerationHeat.MotionNo ratings yet
- Petroleum Refining Engineering-5Document49 pagesPetroleum Refining Engineering-5RaviNo ratings yet
- Chapter 4 - Phase BehaviourDocument80 pagesChapter 4 - Phase BehaviourZulfikri ZulkifliNo ratings yet
- CompressorsDocument55 pagesCompressorsSumit JoshiNo ratings yet
- 6 Multicomponent Distillation Shortcut Method - CompleteDocument30 pages6 Multicomponent Distillation Shortcut Method - CompleteFadilla RahmiNo ratings yet
- 10-L1-L2-Heat ExchangeDocument30 pages10-L1-L2-Heat Exchangeswapnil pandeNo ratings yet
- Lecture 7-DistillationDocument27 pagesLecture 7-DistillationWasim NawazNo ratings yet
- CHE 416 Reaction KineticsDocument133 pagesCHE 416 Reaction KineticsElijahNo ratings yet
- Reactors Simulation NoteDocument22 pagesReactors Simulation NotePaulos MekuriaNo ratings yet
- Lecture 01 Energy Balances No ReactionDocument26 pagesLecture 01 Energy Balances No ReactionCaseyJaneAguilarNo ratings yet
- PRT Lecture - 16 17Document30 pagesPRT Lecture - 16 17HimaNo ratings yet
- Exam 2 Graded: - Hand Back - Go Over (Briefly)Document38 pagesExam 2 Graded: - Hand Back - Go Over (Briefly)Nilesh NagoseNo ratings yet
- TE 1 Notes PDFDocument196 pagesTE 1 Notes PDFfatigue puttaNo ratings yet
- CH 7Document30 pagesCH 7Eman AlbastawyNo ratings yet
- Lecture 02 - DistillationDocument113 pagesLecture 02 - DistillationJorge Enciso AcuñaNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- Week#1 - Intro To Petro Global MarketDocument39 pagesWeek#1 - Intro To Petro Global MarketRoza SavitriNo ratings yet
- 3 DryingDocument29 pages3 DryingRoza Savitri100% (1)
- Roza Savitri - Tugas1Document1 pageRoza Savitri - Tugas1Roza SavitriNo ratings yet
- Carbon NanotubesDocument48 pagesCarbon NanotubesRoza SavitriNo ratings yet
- W6 - Distillation UnitDocument36 pagesW6 - Distillation UnitRoza SavitriNo ratings yet
- Cara Joomla Deface List Syntax in JomlaDocument19 pagesCara Joomla Deface List Syntax in JomlaharaqawaNo ratings yet
- Infrascan SwmsDocument5 pagesInfrascan Swmsapi-271287158No ratings yet
- SFC Catalog 2020 enDocument94 pagesSFC Catalog 2020 enதமிழன் இராமசாமிNo ratings yet
- Arjan Industry Company ProfileDocument9 pagesArjan Industry Company Profilenguyen van aNo ratings yet
- Rohit Bajaj: Samsung Heavy Industries, Noida, IndiaDocument3 pagesRohit Bajaj: Samsung Heavy Industries, Noida, Indiarfvz6sNo ratings yet
- Itilv3 Sample QuestionDocument49 pagesItilv3 Sample QuestionAndika JanuariantoNo ratings yet
- Discuss How The Implementation of System Approach To Maintenance Practicing in Your OrganizationDocument3 pagesDiscuss How The Implementation of System Approach To Maintenance Practicing in Your Organization2cekal100% (1)
- Data Warehouse and Quality IssuesDocument33 pagesData Warehouse and Quality IssuesHARSHA100% (7)
- Part 1 - Introduction To ISO 9001 (For USE ONLY)Document55 pagesPart 1 - Introduction To ISO 9001 (For USE ONLY)albadrul100% (1)
- Guidelines For Choosing Raw Cashew Nut Processing EquipmentDocument32 pagesGuidelines For Choosing Raw Cashew Nut Processing EquipmentmehNo ratings yet
- Content Management SystemDocument6 pagesContent Management Systemabaidurrehman100% (1)
- Recovery Series Backup Appliances DataSheetDocument4 pagesRecovery Series Backup Appliances DataSheetSuroj GulrajaniNo ratings yet
- Bel GroupDocument4 pagesBel GroupChristophe Lacour100% (1)
- The - Relationship Between Purchasing and Customer SatisfactionDocument16 pagesThe - Relationship Between Purchasing and Customer SatisfactionJohn WaweruNo ratings yet
- Individual Assignment # 1 (Marks 10%) Need To Present During Week 13. Please Submit This Assignment (Hardcopy) by 15 May 2017 (My Room)Document5 pagesIndividual Assignment # 1 (Marks 10%) Need To Present During Week 13. Please Submit This Assignment (Hardcopy) by 15 May 2017 (My Room)Yana YusoffNo ratings yet
- Target: Carrying CostDocument6 pagesTarget: Carrying CostAlexandrahega100% (1)
- My Resume Mohamad NorhalimDocument1 pageMy Resume Mohamad NorhalimMohamad HalimNo ratings yet
- Taming The Visual FoxPro Report Preview WindowDocument10 pagesTaming The Visual FoxPro Report Preview WindowSolomon Cosmin IonutNo ratings yet
- PHP Brilliance - Advanced CodingDocument362 pagesPHP Brilliance - Advanced Codinghanguilherme100% (2)
- Computer Integrated ManufacturingDocument6 pagesComputer Integrated ManufacturingSagar PawarNo ratings yet
- BTS75V - : Floor-Concealed Door ClosersDocument8 pagesBTS75V - : Floor-Concealed Door ClosersHugoSalidoNo ratings yet
- Norton WeldingMetalFabCatalog 2011Document182 pagesNorton WeldingMetalFabCatalog 2011RSR_2K5364No ratings yet
- United Security AVD-4040-S User ManualDocument19 pagesUnited Security AVD-4040-S User ManualJMAC SupplyNo ratings yet
- Yarn MercDocument25 pagesYarn MercGaurav Dhawan100% (1)
- An Adaptive Controller For Flapping Wing Aircraft - Balaji Kartikeyan ChandrasekaranDocument31 pagesAn Adaptive Controller For Flapping Wing Aircraft - Balaji Kartikeyan ChandrasekaranBalaji KartikNo ratings yet
- QSP 01 - Document Control ProcedureDocument7 pagesQSP 01 - Document Control ProcedureVivek VNo ratings yet
- Versant 180 Sales PresentationDocument63 pagesVersant 180 Sales Presentationfulano100% (3)