You might also like
- Technical Service Information: BMW ZF-5HP-18Document2 pagesTechnical Service Information: BMW ZF-5HP-18Alejandro RoldanNo ratings yet
- Avant Quattro (A6Q) 2016 Year Audi EUROPA 300055Document3 pagesAvant Quattro (A6Q) 2016 Year Audi EUROPA 300055eduone65No ratings yet
- VW-AUDI - SSP - 372 - Shiftmatic Gearbox Eng PDFDocument68 pagesVW-AUDI - SSP - 372 - Shiftmatic Gearbox Eng PDFlucafelicianioanNo ratings yet
- 6 HP 19Document4 pages6 HP 19JhonsonNo ratings yet
- The 8-Speed Automatic Transmission 09P: Self Study Program 850193Document37 pagesThe 8-Speed Automatic Transmission 09P: Self Study Program 850193Allan Cancino100% (1)
- 7g DCT PDFDocument4 pages7g DCT PDFAlejandro Roldan100% (1)
- ZF8 Zip inDocument10 pagesZF8 Zip inEdgar BolañosNo ratings yet
- Tcu Dsg7 Dq200 - Actronics LTDDocument7 pagesTcu Dsg7 Dq200 - Actronics LTDjawad nassar100% (1)
- Tcu Dsg7 Dq200: Complaints and Error CodesDocument5 pagesTcu Dsg7 Dq200: Complaints and Error CodesEmre YAPICI0% (1)
- 09D-TG AtsgDocument75 pages09D-TG AtsgValdir Gomiero100% (1)
- Accent Eps DTC 1290-2Document5 pagesAccent Eps DTC 1290-2Steeven RodriguezNo ratings yet
- SonnaxDocument1 pageSonnaxJhony Fui100% (1)
- DSG Clutch Removal Tool Set Eng Printer PDFDocument16 pagesDSG Clutch Removal Tool Set Eng Printer PDFMohammed MochrifNo ratings yet
- Multitronic 0AW Front-Wheel DriveDocument171 pagesMultitronic 0AW Front-Wheel Driveergdeg100% (1)
- Regalage AccDocument11 pagesRegalage AccJOHNNY5377No ratings yet
- 09a, B 1 PDFDocument72 pages09a, B 1 PDFdevfin100% (1)
- 0AM, DQ200 Direct Shift Gearbox (DSG) : Dual Clutch 7 Speed FWDDocument2 pages0AM, DQ200 Direct Shift Gearbox (DSG) : Dual Clutch 7 Speed FWDAlex PeterNo ratings yet
- 01K inDocument2 pages01K indaniel100% (1)
- Corolla MMT Transmission DTC P0810 RepairDocument8 pagesCorolla MMT Transmission DTC P0810 RepairMauricio Guerrero100% (3)
- DCT450 - Clutch - Damper - Repair - Copy - Not A PDFDocument1 pageDCT450 - Clutch - Damper - Repair - Copy - Not A PDFSemen AlexandrovNo ratings yet
- Gearbox Adapter For DQ250 DQ200 VL381 VL300 DQ500 DL501 Read and WriteDocument4 pagesGearbox Adapter For DQ250 DQ200 VL381 VL300 DQ500 DL501 Read and WriteAla' AlqamNo ratings yet
- ZF 4HP16 OptraDocument5 pagesZF 4HP16 OptraGERARDO CESSANo ratings yet
- Audi A8 2003 Workshop Manual Electrical SystemDocument369 pagesAudi A8 2003 Workshop Manual Electrical SystemAupa LegaNo ratings yet
- DPO AL4: (Renault), (Citroen & Peugeot) 4 Speed FWDDocument4 pagesDPO AL4: (Renault), (Citroen & Peugeot) 4 Speed FWDLuisFabiánNo ratings yet
- 2012-01-0112method For Identification of The Kiss Point As Well As Takeoff Point of A Hydraulically Actuated Friction ClutchDocument9 pages2012-01-0112method For Identification of The Kiss Point As Well As Takeoff Point of A Hydraulically Actuated Friction Clutchchen bobby100% (1)
- T5 Pin Connector Assignments Selected Connections PDFDocument10 pagesT5 Pin Connector Assignments Selected Connections PDFSasa MitrovicNo ratings yet
- 01JDocument1 page01JPedroMecanicoNo ratings yet
- NAG 1/W5A580 Auto Transmission Diagnosis and RepairDocument42 pagesNAG 1/W5A580 Auto Transmission Diagnosis and RepairKamerom CunninghamNo ratings yet
- Workshop Manual Checking Fluid Level PDKDocument11 pagesWorkshop Manual Checking Fluid Level PDKEderson BJJNo ratings yet
- zf5hp19 PDFDocument6 pageszf5hp19 PDFReinaldo De Oliveira SilvaNo ratings yet
- Audi VW 01M Transmission Solenoid Ribbon CodesDocument1 pageAudi VW 01M Transmission Solenoid Ribbon Codesflash_24014910No ratings yet
- At Re7r01aDocument212 pagesAt Re7r01aสนั่น วิริยะเจริญกุลNo ratings yet
- VW 02E DCT transmission diagramDocument2 pagesVW 02E DCT transmission diagramjosue100% (1)
- ServiceDocument76 pagesServiceJorge RaulNo ratings yet
- 0B5 MechatronicDocument3 pages0B5 MechatronicpecirepiNo ratings yet
- Dpo Al4Document1 pageDpo Al4Eloi LeichsenringNo ratings yet
- Ja Jf016e VBLDocument1 pageJa Jf016e VBLEdersonNo ratings yet
- DQ381 Gearbox Cooler: Golf 7.5 / Audi S3 8VDocument5 pagesDQ381 Gearbox Cooler: Golf 7.5 / Audi S3 8VRogelio MendozaNo ratings yet
- Technical Service Bulletin: Automatic Transmission DTC P0880/P088000Document11 pagesTechnical Service Bulletin: Automatic Transmission DTC P0880/P088000anoNo ratings yet
- Jatco/Nissan JF016E, JF017E: (RE0F10D) (RE0F10E)Document1 pageJatco/Nissan JF016E, JF017E: (RE0F10D) (RE0F10E)ak_adamNo ratings yet
- Audi A1 2013 2022-12-07 - 09-05-55Document3 pagesAudi A1 2013 2022-12-07 - 09-05-55Daniel RamiroNo ratings yet
- TestingDocument39 pagesTestingHaji RashidNo ratings yet
- 2010 08 8 Speed Automatic Gearbox PDFDocument22 pages2010 08 8 Speed Automatic Gearbox PDFJOHNNY5377No ratings yet
- New Product Announcement: Zf6Hp19A / Audi 09LDocument1 pageNew Product Announcement: Zf6Hp19A / Audi 09LFSR1407No ratings yet
- 02E DSG Mecatronica y SolenoidesDocument3 pages02E DSG Mecatronica y SolenoidesJuan Carlos Sanchez CabreraNo ratings yet
- CVT VB Common Warranty Complaints TsDocument9 pagesCVT VB Common Warranty Complaints TsAhmedkamal10No ratings yet
- Kit Part Number 1068 298 043: Solenoid Harness Park CylinderDocument4 pagesKit Part Number 1068 298 043: Solenoid Harness Park CylinderАлександр АлександрNo ratings yet
- Mercedes 9g-Tronic InfoDocument17 pagesMercedes 9g-Tronic InfoRob LeaneyNo ratings yet
- 2014 Fusion Emergency Response Guide D4 6ln2gDocument20 pages2014 Fusion Emergency Response Guide D4 6ln2glartsim115No ratings yet
- Volvo DDM PDM mileage correctionDocument2 pagesVolvo DDM PDM mileage correctionArvis ŽigalovsNo ratings yet
- Audi A8 Fuses LocationDocument42 pagesAudi A8 Fuses Locationestonie12No ratings yet
- Gearbox 0cw DSG EngDocument109 pagesGearbox 0cw DSG EngSergeyNo ratings yet
- DSI M78 6-SPEED A/T gear operation and wiring diagramsDocument31 pagesDSI M78 6-SPEED A/T gear operation and wiring diagramsMarcos DiogenesNo ratings yet
- WS ATF Level Adjustment For U660E/F Transmissions: Drivetrain Autom I TR Nsmi !TR Le USADocument11 pagesWS ATF Level Adjustment For U660E/F Transmissions: Drivetrain Autom I TR Nsmi !TR Le USAAlex Maceira GraterolNo ratings yet
- WRX FSM 4AT Automatic TransDocument128 pagesWRX FSM 4AT Automatic TransGustavo RivasNo ratings yet
- PCT 2047513Document3 pagesPCT 2047513Felipe Doria RibeiroNo ratings yet
- Woodward 03433 Flex500 Digital ControlDocument6 pagesWoodward 03433 Flex500 Digital ControlabelsgNo ratings yet
- SIRIUS IC10 Chap00 English 2012Document14 pagesSIRIUS IC10 Chap00 English 2012Szabolcs SzabolcsNo ratings yet
- Wartsila Unic Engine Control System For Gas and Dual Fuel Engines PDFDocument4 pagesWartsila Unic Engine Control System For Gas and Dual Fuel Engines PDFAries Shaqueena La PamasiNo ratings yet
- Sliding Mode Control Methodology in The Applications of Industrial Power Systems, 2020 PDFDocument224 pagesSliding Mode Control Methodology in The Applications of Industrial Power Systems, 2020 PDFMehdi AlizadehNo ratings yet
- Kim 2010Document27 pagesKim 2010Mehdi AlizadehNo ratings yet
- Peng Dong Optimized Shift Control in Automatic Transmissions With Respect To Spontaneity, Comfort, and Shift Loads PDFDocument309 pagesPeng Dong Optimized Shift Control in Automatic Transmissions With Respect To Spontaneity, Comfort, and Shift Loads PDFMehdi AlizadehNo ratings yet
- Peng Dong Optimized Shift Control in Automatic Transmissions With Respect To Spontaneity, Comfort, and Shift Loads PDFDocument309 pagesPeng Dong Optimized Shift Control in Automatic Transmissions With Respect To Spontaneity, Comfort, and Shift Loads PDFMehdi AlizadehNo ratings yet
- Control Systems in Automobile PDFDocument36 pagesControl Systems in Automobile PDFVinoth MalaikaniNo ratings yet
- MAS-7 Transmission ControlDocument21 pagesMAS-7 Transmission ControlVlad SibiceanuNo ratings yet
- MAS-7 Transmission ControlDocument21 pagesMAS-7 Transmission ControlVlad SibiceanuNo ratings yet
- AL4 TransmissionDocument59 pagesAL4 Transmissionericsolver97% (62)
- 978 94 011 3558 0 - 12Document2 pages978 94 011 3558 0 - 12Mehdi AlizadehNo ratings yet
- ERTS 2014 Autosar Sil PresentationDocument15 pagesERTS 2014 Autosar Sil PresentationMehdi AlizadehNo ratings yet
- Due Diligence Report On Otto and Anthony LevandowskiDocument34 pagesDue Diligence Report On Otto and Anthony LevandowskiGawker.com100% (2)
- FM TransmitterDocument9 pagesFM TransmitterMuhammad MujtabaNo ratings yet
- Dg-Lifestyle-Store-12-128gb Iphone 12Document1 pageDg-Lifestyle-Store-12-128gb Iphone 12Jean-marc wise techNo ratings yet
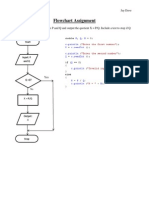
- Jay Dave Flowchart AssignmentDocument5 pagesJay Dave Flowchart Assignmentapi-225496804No ratings yet
- IGNITION SYSTEMS: CONVENTIONAL AND MODERN ELECTRONICDocument32 pagesIGNITION SYSTEMS: CONVENTIONAL AND MODERN ELECTRONICShrvan Hirde100% (3)
- SAM Registration Guide International Compressed v1Document47 pagesSAM Registration Guide International Compressed v1Cherry Rose MontojoNo ratings yet
- Unit 2Document17 pagesUnit 2PRASATH RNo ratings yet
- 7937v130 (Step Up Converter)Document14 pages7937v130 (Step Up Converter)sushant bakhunchheNo ratings yet
- Teradata Stored ProceduresDocument2 pagesTeradata Stored ProcedureskdtftfjggjyhgNo ratings yet
- BUSI 2013 Unit 1-10 NotesDocument10 pagesBUSI 2013 Unit 1-10 NotesSyed TalhaNo ratings yet
- Red Hat Enterprise Linux-7-High Availability Add-On Reference-en-US PDFDocument142 pagesRed Hat Enterprise Linux-7-High Availability Add-On Reference-en-US PDFAnton PrasetyoNo ratings yet
- STAAD Pro Advanced AnalysisDocument7 pagesSTAAD Pro Advanced AnalysisGuru Prasad67% (3)
- Catalogo Precedent 3 A 10 TonsDocument240 pagesCatalogo Precedent 3 A 10 TonsJuan Carlos TarazonaNo ratings yet
- Pruftechnik Group Profile PDFDocument12 pagesPruftechnik Group Profile PDFhrstgaNo ratings yet
- Submittal Builder: Silent Steel Framing SystemDocument6 pagesSubmittal Builder: Silent Steel Framing SystemZebNo ratings yet
- Pvsyst User'S Manual: Authors: André Mermoud and Bruno Wittmer Date: January 2014Document103 pagesPvsyst User'S Manual: Authors: André Mermoud and Bruno Wittmer Date: January 2014Thai NguyenNo ratings yet
- Linksys Smart Gigabit Switches: Key FeaturesDocument2 pagesLinksys Smart Gigabit Switches: Key FeaturesDjamzNo ratings yet
- K3765 K4505 Issues Troubleshooting Guide 1Document8 pagesK3765 K4505 Issues Troubleshooting Guide 1Makhful AdhimNo ratings yet
- 7 Beeps of Death Inspiron 15 3521 - Dell CommunityDocument1 page7 Beeps of Death Inspiron 15 3521 - Dell CommunityTony Alejandro Lahera OrtegaNo ratings yet
- Guideline Diy GiftDocument10 pagesGuideline Diy Giftdaniel_ting_1100% (1)
- A Literature Review On Lean Manufacturing in The Industry 4.0. From Integrated Systems To Iot and Smart FactoriesDocument16 pagesA Literature Review On Lean Manufacturing in The Industry 4.0. From Integrated Systems To Iot and Smart FactoriesRepositorio MantenimientoNo ratings yet
- Unit-Ii Database Design: Er Model & Er DiagramsDocument81 pagesUnit-Ii Database Design: Er Model & Er DiagramsSneha IgnatiousNo ratings yet
- Emulation SklogDocument33 pagesEmulation SklogImam RiadiNo ratings yet
- Standard Operating ProceduresDocument4 pagesStandard Operating ProceduresPrakash KumarNo ratings yet
- SLUB: Sächsischen Landes-Und Universitätsbibliothek DresdenDocument8 pagesSLUB: Sächsischen Landes-Und Universitätsbibliothek DresdenThylbanusNo ratings yet
- LG L222WS Color Monitor Service ManualDocument41 pagesLG L222WS Color Monitor Service ManualDorian SvircevicNo ratings yet
- Save Soil Poster - Google Search PDFDocument1 pageSave Soil Poster - Google Search PDFTIGLEY CATHYNo ratings yet
- Pink Abstract Hipster Travel MagazineDocument9 pagesPink Abstract Hipster Travel MagazineMaddy EscuderoNo ratings yet
- Coding Ninjas Bootcamp Curriculum-26523Document28 pagesCoding Ninjas Bootcamp Curriculum-26523Manjeet SharmaNo ratings yet
- Extend contract fact sheetDocument4 pagesExtend contract fact sheetFarzhell Farley EliangNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)