You might also like
- ASME Bolted Joints and Gasket BehaviourDocument2 pagesASME Bolted Joints and Gasket BehaviourPrakhar Deep KulshreshthaNo ratings yet
- A Fanatic's Guide To Ear Training and Sight Singing: by Bruce ArnoldDocument108 pagesA Fanatic's Guide To Ear Training and Sight Singing: by Bruce Arnold55bar100% (1)
- Behaiviour of PE PipesDocument106 pagesBehaiviour of PE PipeskavoshyarpajouhanNo ratings yet
- Iso 27509 2020Document15 pagesIso 27509 2020T KelvinNo ratings yet
- Water Flow On PipeDocument2 pagesWater Flow On PipeRaj Kamal100% (1)
- API 616 ClarificationsDocument2 pagesAPI 616 ClarificationsVILLANUEVA_DANIEL2064No ratings yet
- DS Jack Up Barge JU6038Document3 pagesDS Jack Up Barge JU6038UtpalSahaNo ratings yet
- ASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound GasketsDocument5 pagesASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound Gasketserik aranaNo ratings yet
- FOGT - Subsea Flanges, Comparison Between Conventional API 6A & SPO CF DesignsDocument14 pagesFOGT - Subsea Flanges, Comparison Between Conventional API 6A & SPO CF DesignsEDWIN M.PNo ratings yet
- Methodology of Fatigue Analysis1Document28 pagesMethodology of Fatigue Analysis1OlusayoNo ratings yet
- Ball ValvesDocument32 pagesBall ValvesWom GroupsNo ratings yet
- API - Valve StandardsDocument3 pagesAPI - Valve Standardsprnsh_kNo ratings yet
- Nozzle Load TableDocument27 pagesNozzle Load TableRamuAlagappanNo ratings yet
- Vibration Measurement Medida de Vibración Medição de VibraçãoDocument28 pagesVibration Measurement Medida de Vibración Medição de Vibraçãolima752No ratings yet
- Natco Horizontal Separator Ps PDFDocument2 pagesNatco Horizontal Separator Ps PDFnoha azamaliNo ratings yet
- Historian ConceptsDocument29 pagesHistorian ConceptsDuqueCKNo ratings yet
- Amazon Assignment Final Printing VersionDocument51 pagesAmazon Assignment Final Printing VersionAN UM HW33% (3)
- Chinese Tea CultureDocument56 pagesChinese Tea CultureWei Yu LowNo ratings yet
- MOGAS Refinery Valve SolutionDocument28 pagesMOGAS Refinery Valve SolutionFaizal AbdullahNo ratings yet
- The Detection of Alpha Prime in Duplex Stainless SteelsDocument10 pagesThe Detection of Alpha Prime in Duplex Stainless Steelsapply19842371No ratings yet
- Synopsis of Changes in Section VIII Div2 E2023Document140 pagesSynopsis of Changes in Section VIII Div2 E2023yathi sNo ratings yet
- Marin Report 102Document13 pagesMarin Report 102ayman_32No ratings yet
- XC8 Tutorial Ee3954 Fall12 13 C Part2Document13 pagesXC8 Tutorial Ee3954 Fall12 13 C Part2varuntejavarma100% (1)
- Investmech (Design of Welded Pressure Equipment) TN R0.0 PDFDocument65 pagesInvestmech (Design of Welded Pressure Equipment) TN R0.0 PDFHungManhNo ratings yet
- Is 3589 - 2001Document21 pagesIs 3589 - 2001Aara MeghNo ratings yet
- Domingo vs. Domingo, G.R. No. L-30573 October 29, 1971 DIGESTEDDocument1 pageDomingo vs. Domingo, G.R. No. L-30573 October 29, 1971 DIGESTEDJacquelyn Alegria100% (1)
- DNV Bolts Failure Analisys Marine ApplicationDocument34 pagesDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- Energy Application NotesDocument43 pagesEnergy Application NotesfshillitNo ratings yet
- 2 3A Lecture Fatigue PDFDocument39 pages2 3A Lecture Fatigue PDFKamel FedaouiNo ratings yet
- Compare Ansi Asme-FemDocument8 pagesCompare Ansi Asme-FemMiftakhu ZaimNo ratings yet
- Salt Spray and Cyclic Corrosion Testing PDFDocument2 pagesSalt Spray and Cyclic Corrosion Testing PDFJorge Enrique Salas RoblesNo ratings yet
- AGT2012-Vessel Blowdown Systems - Assurance Framework For Operate PhaseDocument17 pagesAGT2012-Vessel Blowdown Systems - Assurance Framework For Operate Phasearunperth0% (1)
- Vorecon Variable Speed Planetary Gear PDFDocument40 pagesVorecon Variable Speed Planetary Gear PDFsandy4u2k2No ratings yet
- 10P87-D0003-046-R0-WHRU by TEPLDocument23 pages10P87-D0003-046-R0-WHRU by TEPLjigarNo ratings yet
- 16 Battery Room Flammable Gas Conc Sup1 SiDocument8 pages16 Battery Room Flammable Gas Conc Sup1 Sigharavii2063No ratings yet
- SLP ManualDocument48 pagesSLP ManualJuan Esteban Seguel100% (1)
- Shaft Alignment - Vibration Analysis - OutlineDocument4 pagesShaft Alignment - Vibration Analysis - OutlineElias RizkNo ratings yet
- DNVGL ST 0068Document23 pagesDNVGL ST 0068sm_carvalhoNo ratings yet
- CE208 SOM-II Lecture 19,20 Thin CylinderDocument32 pagesCE208 SOM-II Lecture 19,20 Thin CylinderJunaid AhmesNo ratings yet
- DNV Oss 101 Rules For Classification of Offshore Drilling and Support Units April 2009Document124 pagesDNV Oss 101 Rules For Classification of Offshore Drilling and Support Units April 2009learsipi061No ratings yet
- Passive Vibration Control in Rotor Dynamics Optimization of Composed Support Using Viscoelastic MaterialsDocument14 pagesPassive Vibration Control in Rotor Dynamics Optimization of Composed Support Using Viscoelastic Materialsmohdsolihat1No ratings yet
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 pagesA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdNo ratings yet
- Data Sheet API 610Document20 pagesData Sheet API 610abisaNo ratings yet
- Shape Optimization in Free Surface Potential Flow Using An Adjoint FormulationDocument122 pagesShape Optimization in Free Surface Potential Flow Using An Adjoint Formulation007krunoNo ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIGhulam AhmadNo ratings yet
- High Strength Steels PDFDocument4 pagesHigh Strength Steels PDFPremnath YadavNo ratings yet
- Femap Nxnastran Rotor DynamicsDocument2 pagesFemap Nxnastran Rotor DynamicsPierluigi RomanoNo ratings yet
- Review of The Performance of High Strength Steels Used OffshoreDocument130 pagesReview of The Performance of High Strength Steels Used OffshoreElias Kapa100% (1)
- Jeida Farm Supply Corporation Catalog 2014Document10 pagesJeida Farm Supply Corporation Catalog 2014Taj Deluria100% (3)
- Air Flow Analysis For Defroster and Ventilation System of A Passanger CarDocument4 pagesAir Flow Analysis For Defroster and Ventilation System of A Passanger CarSai PatilNo ratings yet
- GPT - Honeywell Pressure SensorDocument10 pagesGPT - Honeywell Pressure SensorKaran Bir SinghNo ratings yet
- Thyristor Control Heater Panel GuideDocument63 pagesThyristor Control Heater Panel Guidevaithy1990No ratings yet
- BV Gate Valve DS 15111Document2 pagesBV Gate Valve DS 15111yulianus_srNo ratings yet
- Jmse 10 01944Document15 pagesJmse 10 01944jaucin14No ratings yet
- DBBVDocument29 pagesDBBVsanchay2503No ratings yet
- Astm 358Document7 pagesAstm 358Willy SastraleksanaNo ratings yet
- Topic API 676 Pump Nozzle LoadsDocument2 pagesTopic API 676 Pump Nozzle LoadsAshok KumarNo ratings yet
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioNo ratings yet
- NozzlePRO 14.1NewFeatures-2019ReleaseDocument13 pagesNozzlePRO 14.1NewFeatures-2019ReleasedelitesoftNo ratings yet
- Asme Sec Viii D2 Ma App 5 PDFDocument15 pagesAsme Sec Viii D2 Ma App 5 PDFMarín HernándezNo ratings yet
- Estudo de Caso - Asme 2398Document6 pagesEstudo de Caso - Asme 2398biancogallazziNo ratings yet
- Marin ReportDocument32 pagesMarin Reportjimmyy90No ratings yet
- Selection Standards Implemented in QM-SOFTDocument1 pageSelection Standards Implemented in QM-SOFTprasad_kcpNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Elastromatric Bearing PadDocument7 pagesElastromatric Bearing PadIlancheral NedumaranNo ratings yet
- 1.7 - Is 12779Document6 pages1.7 - Is 12779vrgohilNo ratings yet
- CIE 815 Plated Structures Lecture NoteDocument19 pagesCIE 815 Plated Structures Lecture NoteHenry DiyokeNo ratings yet
- Indian Lottery Laws PDFDocument1 pageIndian Lottery Laws PDFUtpalSahaNo ratings yet
- All Shipyards, Shipbuilders & Docks in MalaysiaDocument2 pagesAll Shipyards, Shipbuilders & Docks in MalaysiaUtpalSahaNo ratings yet
- Bio-Chemics: Ailment Remedy Useful For Other IndicationsDocument3 pagesBio-Chemics: Ailment Remedy Useful For Other IndicationsUtpalSahaNo ratings yet
- Top Oil & Gas CompaniesDocument7 pagesTop Oil & Gas CompaniesUtpalSahaNo ratings yet
- Food Sources Rich in Calcium PDFDocument2 pagesFood Sources Rich in Calcium PDFUtpalSahaNo ratings yet
- The Cricket Association of BengalDocument2 pagesThe Cricket Association of BengalUtpalSahaNo ratings yet
- How To Encash National Savings Certificate (NSC)Document2 pagesHow To Encash National Savings Certificate (NSC)UtpalSahaNo ratings yet
- Serie - 4 - Wak24268in - BoschDocument11 pagesSerie - 4 - Wak24268in - BoschUtpalSahaNo ratings yet
- Bilge Keels PDFDocument3 pagesBilge Keels PDFUtpalSahaNo ratings yet
- Dams and Reservoirs PDFDocument6 pagesDams and Reservoirs PDFUtpalSahaNo ratings yet
- Logical Reasoning Worksheet 3Document1 pageLogical Reasoning Worksheet 3UtpalSahaNo ratings yet
- Important Points: Trains Passing A Telegraph Post or Stationary Object 1Document4 pagesImportant Points: Trains Passing A Telegraph Post or Stationary Object 1UtpalSahaNo ratings yet
- Tricky Math Worksheet 2Document1 pageTricky Math Worksheet 2UtpalSahaNo ratings yet
- JEE (Main) AcknowledgementPage PDFDocument1 pageJEE (Main) AcknowledgementPage PDFEven Tarash TuduNo ratings yet
- Data 19Document3 pagesData 19Adil AdiloNo ratings yet
- Intern ReportDocument65 pagesIntern ReportPriyanka BujugundlaNo ratings yet
- Exercise Compound SentenceDocument4 pagesExercise Compound SentenceErika ArisantiNo ratings yet
- Worthing - God, Creation, Contemporary PhysicsDocument213 pagesWorthing - God, Creation, Contemporary PhysicsSaw Min TheinNo ratings yet
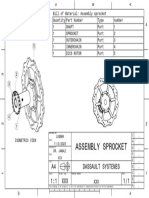
- Bom Assembly SprocketDocument1 pageBom Assembly SprocketLuqman HakimNo ratings yet
- Bro231 ProposalDocument2 pagesBro231 ProposalNUR ALEYA MASTURA ZOLKIPLINo ratings yet
- HRM IntroductionDocument76 pagesHRM IntroductionUtkarsh VarshneyNo ratings yet
- Lokendra Singh Sekhawat: Internship/training (1 Year-Full Time)Document3 pagesLokendra Singh Sekhawat: Internship/training (1 Year-Full Time)Lokendra Singh ShekhawatNo ratings yet
- Businessnet File Format Description StaDocument11 pagesBusinessnet File Format Description StaGiridhar KamathNo ratings yet
- How To Naturally Remove Skin TagsDocument2 pagesHow To Naturally Remove Skin TagsZach MarcusNo ratings yet
- Ashley Babb: ObjectiveDocument2 pagesAshley Babb: Objectiveapi-480600361No ratings yet
- 编号82 抽拉式ODF规格书Document2 pages编号82 抽拉式ODF规格书Post VentaNo ratings yet
- Logic Universals (Al-Kulli Al-Khams)Document21 pagesLogic Universals (Al-Kulli Al-Khams)Afra' Azam100% (1)
- Mechanics of StructuresDocument70 pagesMechanics of StructuresShavin ChandNo ratings yet
- Evolution and Development of Landscape During The Mughal Period in IndiaDocument10 pagesEvolution and Development of Landscape During The Mughal Period in IndiaSoumini DharNo ratings yet
- WordcardsDocument22 pagesWordcardsJitka KolaříkováNo ratings yet
- Effects of Continuous Passive Motion and Elevation On Hand EdemaDocument8 pagesEffects of Continuous Passive Motion and Elevation On Hand EdemaVanesaNo ratings yet
- TFTP 1Document3 pagesTFTP 1Tbs PrasadNo ratings yet
- Mia Deal or No Deal 2.3.7.A1Document2 pagesMia Deal or No Deal 2.3.7.A1bxnds. zay0% (1)
- Palawan Suitability ArabicaDocument66 pagesPalawan Suitability ArabicaMdaennaa MNo ratings yet
- Andrzej Cieśluk - de Dicto, de Re PDFDocument14 pagesAndrzej Cieśluk - de Dicto, de Re PDFWilliam WilliamsNo ratings yet
- TE. Toefl Reading 2Document5 pagesTE. Toefl Reading 2beatriceNo ratings yet
- Network Management and Debugging: Weesan LeeDocument18 pagesNetwork Management and Debugging: Weesan LeegeongeoNo ratings yet