You might also like
- Chemistry Presentation On Renewable EnergyDocument17 pagesChemistry Presentation On Renewable EnergyReal NoobNo ratings yet
- Regular Recycling of Wood Ash To Prevent Waste ProductionDocument8 pagesRegular Recycling of Wood Ash To Prevent Waste ProductionRomina OlguinNo ratings yet
- Geotechnical Engineering Practice For Collapsible SoilsDocument2 pagesGeotechnical Engineering Practice For Collapsible SoilsGavisita Sotelo Camones50% (2)
- CE 481 Solid Waste & Environmental PollutionDocument88 pagesCE 481 Solid Waste & Environmental PollutionMonica DoleyNo ratings yet
- Chemical Recycling of Plastic Wastes Made From Polyethylene (LDPE and HDPE) and Polypropylene (PP)Document7 pagesChemical Recycling of Plastic Wastes Made From Polyethylene (LDPE and HDPE) and Polypropylene (PP)Imanol FuenNo ratings yet
- Introduction 1Document9 pagesIntroduction 1111 122No ratings yet
- Sewage Sludge Management in Germany PDFDocument104 pagesSewage Sludge Management in Germany PDFKenaia AdeleyeNo ratings yet
- Waste CharacterizationDocument35 pagesWaste CharacterizationNurzan M. JefryNo ratings yet
- Brochure RDF Drying UKDocument2 pagesBrochure RDF Drying UKMauliddani 'Milly' LatifahNo ratings yet
- Solid Waste TreatmentDocument13 pagesSolid Waste TreatmentAmiteshAwasthiNo ratings yet
- BiomassDocument36 pagesBiomassGábor MátyásiNo ratings yet
- Waste Management OAUDocument9 pagesWaste Management OAUakangbe bolajiNo ratings yet
- RUDRA ENVIORNMENTAL SOLUTION (INDIA) LTD. Established On29th July 2009. SinceDocument6 pagesRUDRA ENVIORNMENTAL SOLUTION (INDIA) LTD. Established On29th July 2009. SinceAbhay ThakurNo ratings yet
- Biofuel: Biofuels Are A Wide Range of Fuels Which Are in Some Way Derived FromDocument16 pagesBiofuel: Biofuels Are A Wide Range of Fuels Which Are in Some Way Derived Fromsuniyoti100% (1)
- 2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesDocument50 pages2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesRex RenovadoNo ratings yet
- Lecture Notes 1 - SOLID WASTESDocument55 pagesLecture Notes 1 - SOLID WASTESmaryzeenNo ratings yet
- Sorting PlantsDocument34 pagesSorting PlantsRicko García100% (2)
- Site Selection and Plant LayoutDocument12 pagesSite Selection and Plant LayoutNaman SinhaNo ratings yet
- Properties of MSW. ImpDocument19 pagesProperties of MSW. ImpM Ihsan DanishNo ratings yet
- Guidance On Environmental SymbolsDocument3 pagesGuidance On Environmental Symbolsmayank123No ratings yet
- Plasma Gasification Versus Incineration of Plastic Waste Energy, EconomicDocument14 pagesPlasma Gasification Versus Incineration of Plastic Waste Energy, EconomicPietra S.M.No ratings yet
- Aerobic CompostingDocument4 pagesAerobic CompostingChris MohankumarNo ratings yet
- National 3r Strategy PDFDocument44 pagesNational 3r Strategy PDFSaiful SaifNo ratings yet
- Lecture 3 Characterization and Composition of MSWDocument21 pagesLecture 3 Characterization and Composition of MSWArsyadiana AzmanNo ratings yet
- Design Hydrothermal Carbonization of Biomass Waste by Using A Stirred Reactor UndipDocument6 pagesDesign Hydrothermal Carbonization of Biomass Waste by Using A Stirred Reactor Undipraymond tambunanNo ratings yet
- BioMass Conversion TechnologiesDocument5 pagesBioMass Conversion Technologiessanthoshi durgaNo ratings yet
- 10.1.1.686.8585 Life Cycle BHD BiodieselDocument6 pages10.1.1.686.8585 Life Cycle BHD BiodieselphimentNo ratings yet
- Polymers: A Review of Bioplastics and Their Adoption in The Circular EconomyDocument26 pagesPolymers: A Review of Bioplastics and Their Adoption in The Circular EconomyJoseph SofayoNo ratings yet
- Waste Generation and ManagementDocument29 pagesWaste Generation and ManagementMD Shahaj UddinNo ratings yet
- Pengolahan Sampah Week 2 (Sampah Dan Pengolahan)Document46 pagesPengolahan Sampah Week 2 (Sampah Dan Pengolahan)Muhammad HarisNo ratings yet
- BiomassDocument2 pagesBiomassKathrine Kate CadiangNo ratings yet
- Waste Water Treatment in Chemical IndustriesDocument23 pagesWaste Water Treatment in Chemical IndustriesAzman Bin KadirNo ratings yet
- AlgaeDocument10 pagesAlgaeRajiv BhattNo ratings yet
- Vishwaniketan Institute of Management, Entrepreneurship and Engineering Technology KHALAPUR-410202Document12 pagesVishwaniketan Institute of Management, Entrepreneurship and Engineering Technology KHALAPUR-410202piyush sapkalNo ratings yet
- LCA Biodiesel ThailandDocument14 pagesLCA Biodiesel ThailandphimentNo ratings yet
- RecyclingDocument24 pagesRecyclingCymagne Donna Aquino DelarosaNo ratings yet
- Produccion de Hidrogeno Por FermentacionDocument11 pagesProduccion de Hidrogeno Por FermentacionSanchez JorgeNo ratings yet
- A Comparative Study of Chemical and Microwave Synthesized Activated Carborn From Corn CobDocument55 pagesA Comparative Study of Chemical and Microwave Synthesized Activated Carborn From Corn CobEndah Ayuningtyas0% (1)
- Pyrolysis of Biomass: Presented By: Ritendra Kumar Presented To: Dr. A.N SawarkarDocument15 pagesPyrolysis of Biomass: Presented By: Ritendra Kumar Presented To: Dr. A.N SawarkarRajat AgarwalNo ratings yet
- LLC-Agriculture Title:: College of Engineering PuneDocument25 pagesLLC-Agriculture Title:: College of Engineering PunePrerna PardeshiNo ratings yet
- What Are Advanced Biofuels?Document6 pagesWhat Are Advanced Biofuels?scorpion2001glaNo ratings yet
- Potential Utilization of RDF As An Alternative Fuel For The Cement Industry in JordanDocument24 pagesPotential Utilization of RDF As An Alternative Fuel For The Cement Industry in JordanBrenda GultomNo ratings yet
- Recycling Research On International StudentDocument11 pagesRecycling Research On International StudentAbdelrazaq Al-JazaziNo ratings yet
- Solid Waste ManagementDocument6 pagesSolid Waste ManagementAnumuskan Kashyap100% (1)
- Soil Carbon SequestrationDocument36 pagesSoil Carbon SequestrationS R Kumar KonathalaNo ratings yet
- Comparing The Use of A Two-Stage MBBR System With A Methanogenic MBBRDocument8 pagesComparing The Use of A Two-Stage MBBR System With A Methanogenic MBBRVijaya GosuNo ratings yet
- Chapter 1Document7 pagesChapter 1shahidlatif_mughalNo ratings yet
- Market Analysis & Literature Review RDFDocument66 pagesMarket Analysis & Literature Review RDFDewi HadiwinotoNo ratings yet
- Catalytic Production of Biodiesel From Shea ButterDocument19 pagesCatalytic Production of Biodiesel From Shea Butterebenezer sarkodie100% (1)
- Application of Nanotechnology in AgricultureDocument33 pagesApplication of Nanotechnology in Agriculturewahyu dewiNo ratings yet
- ANZ Plastic Waste ManagementDocument19 pagesANZ Plastic Waste ManagementGustavosalazarmNo ratings yet
- Energy Conservation For Pulp and Paper IndustryDocument13 pagesEnergy Conservation For Pulp and Paper IndustryNicole PalomaresNo ratings yet
- Effects of CN Ratios and Turning Frequencies On The Composting Process of Food Waste and Dry LeavesDocument8 pagesEffects of CN Ratios and Turning Frequencies On The Composting Process of Food Waste and Dry LeavesJonathan SotoNo ratings yet
- PET Plastic (Polyethylene Terephthalate) - Uses, Properties & StructureDocument7 pagesPET Plastic (Polyethylene Terephthalate) - Uses, Properties & StructureFITIWI100% (2)
- Biodiesel Production From MicroalgaeDocument5 pagesBiodiesel Production From MicroalgaeKavin100% (1)
- ICE Annex A Methodologies For RecyclingDocument17 pagesICE Annex A Methodologies For RecyclingChai Lin NyokNo ratings yet
- Elektricni I Elektronski OtpadDocument112 pagesElektricni I Elektronski OtpadKaia PetrašNo ratings yet
- Disposal of Radioctive WasteDocument19 pagesDisposal of Radioctive WasteStavan RathodNo ratings yet
- Industrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFDocument7 pagesIndustrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFAnonymous NxpnI6jCNo ratings yet
- Assignment of Food Processing Plant Layout and DesignDocument9 pagesAssignment of Food Processing Plant Layout and DesignSadasis SinghNo ratings yet
- Handout-Processing and Recovery of Wastes (Repaired)Document15 pagesHandout-Processing and Recovery of Wastes (Repaired)PENRO RPS IsabelaNo ratings yet
- Slavin 2009Document12 pagesSlavin 2009sankarmalayandi4173No ratings yet
- Safety Assessment Report On GE Mustard 0Document133 pagesSafety Assessment Report On GE Mustard 0sankarmalayandi4173No ratings yet
- 9-4 DIGE Basic Course ManualDocument24 pages9-4 DIGE Basic Course Manualsankarmalayandi4173No ratings yet
- Fall07 Wasc Dept AssessDocument4 pagesFall07 Wasc Dept Assesssankarmalayandi4173No ratings yet
- BITS WebDocument1 pageBITS Websankarmalayandi4173No ratings yet
- Highway Construction - I: Road Construction, Pavement Layers Conventional & Alternative MaterialsDocument61 pagesHighway Construction - I: Road Construction, Pavement Layers Conventional & Alternative MaterialsAEE Sub Div 18No ratings yet
- Specification 201 Quality Systems PDFDocument57 pagesSpecification 201 Quality Systems PDFalejandraoy9No ratings yet
- Soil Mechanics Lab RecordDocument55 pagesSoil Mechanics Lab RecordshubhamNo ratings yet
- Equipment HammDocument25 pagesEquipment Hammdaniel03_181975100% (2)
- USSD - 2014 Sangho LeeDocument13 pagesUSSD - 2014 Sangho LeeSebas GutierrezNo ratings yet
- Ground Improvement Techniques Grouting: Presented By:-Guided ByDocument17 pagesGround Improvement Techniques Grouting: Presented By:-Guided Byraju bhau0% (1)
- Method Statement For Trafficability Mock Up TestDocument13 pagesMethod Statement For Trafficability Mock Up Testzain joiyaNo ratings yet
- Lab Manual Foundation EngineeringDocument39 pagesLab Manual Foundation Engineeringartiraha100% (1)
- Ce 363 EngDocument3 pagesCe 363 EngHanafiahHamzahNo ratings yet
- Granular PilesDocument16 pagesGranular Pilessgaluf5No ratings yet
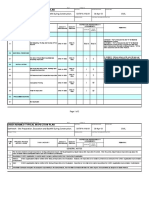
- Saudi Aramco Typical Inspection PlanDocument2 pagesSaudi Aramco Typical Inspection PlanMa Abdullah KeyaniNo ratings yet
- Method StatementDocument15 pagesMethod StatementMuslimkarimjeeNo ratings yet
- Final Draft Letter - Flexible Pavement Design - NKC - RD2Document3 pagesFinal Draft Letter - Flexible Pavement Design - NKC - RD2Purshottam SharmaNo ratings yet
- The California Bearing Ratio: Standard Method of Test ForDocument12 pagesThe California Bearing Ratio: Standard Method of Test Forsafak kahraman100% (1)
- Methodology For REHABILITATION OF WATER DISTRIBUTION AND SERVICE LINE APPURTENANCES CWDDocument6 pagesMethodology For REHABILITATION OF WATER DISTRIBUTION AND SERVICE LINE APPURTENANCES CWDFritz NatividadNo ratings yet
- Highway Structures: Design (Substructures, Special Structures and Materials) Section 1 SubstructuresDocument49 pagesHighway Structures: Design (Substructures, Special Structures and Materials) Section 1 SubstructuresTim T H TingNo ratings yet
- SANS10400-J - NBR - FloorsDocument17 pagesSANS10400-J - NBR - FloorsemkayNo ratings yet
- Correct Answer Liquid LimitDocument24 pagesCorrect Answer Liquid LimitajNo ratings yet
- Full-Scale Field Tests On Geosynthetic Reinforced Unpaved Roads On Soft SubgradeDocument17 pagesFull-Scale Field Tests On Geosynthetic Reinforced Unpaved Roads On Soft SubgradeDipendra AwasthiNo ratings yet
- Method Statement For The Preparation of The Ground For Installation of Right of Way Fence at Marshy AreasDocument3 pagesMethod Statement For The Preparation of The Ground For Installation of Right of Way Fence at Marshy AreasKasun UdaraNo ratings yet
- SDBC Construction Procedures-Vqc NLGD-DT 16.2.2015Document14 pagesSDBC Construction Procedures-Vqc NLGD-DT 16.2.2015yedlasNo ratings yet
- BAB 4 (B) CompactionDocument6 pagesBAB 4 (B) Compactionabood buriahiNo ratings yet
- Specific Gravity of Soil Test by Pycnometer Method 2222Document6 pagesSpecific Gravity of Soil Test by Pycnometer Method 2222CE19M014 Gugulothu SurendarNo ratings yet
- Amie CV404 GeotechDocument61 pagesAmie CV404 GeotechHIMANSHU0398No ratings yet
- ASTM-D4253-14-Maximum Index Density and Unit Weight of Soils Using A Vibratory Table PDFDocument14 pagesASTM-D4253-14-Maximum Index Density and Unit Weight of Soils Using A Vibratory Table PDFOanh NguyenNo ratings yet
- State of The Art in Deep Mixing Technology: Part I. Basic Concepts and OverviewDocument12 pagesState of The Art in Deep Mixing Technology: Part I. Basic Concepts and Overviewathira georgeNo ratings yet
- B. Compacting Earth Embankments: Tandard Onstruction PecificationsDocument2 pagesB. Compacting Earth Embankments: Tandard Onstruction PecificationsAbdullah MansoorNo ratings yet
- 12 Marla BoqDocument20 pages12 Marla BoqNaouman Bin BashirNo ratings yet
- CE 341A Soil Mechanics LaboratoryDocument7 pagesCE 341A Soil Mechanics Laboratoryomotoriogun samuelNo ratings yet