You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
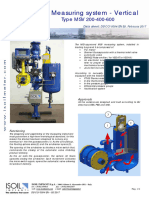
- DS - CO - 0004 - EN - MSV Measuring SystemDocument2 pagesDS - CO - 0004 - EN - MSV Measuring SystemNikola VeleskiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- IMAGINE+Caregiver+Program SSA+Document59 pagesIMAGINE+Caregiver+Program SSA+Nikola VeleskiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- IJF Sport and Organisation Rul-1674240178Document110 pagesIJF Sport and Organisation Rul-1674240178Nikola VeleskiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- гени-превод СараDocument5 pagesгени-превод СараNikola VeleskiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Preparing The Camera Ready Paper For ICEST Proceedings of PapersDocument2 pagesPreparing The Camera Ready Paper For ICEST Proceedings of PapersNikola VeleskiNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Kotel Peleti - Prenamena 600kWDocument10 pagesKotel Peleti - Prenamena 600kWNikola VeleskiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Fosroc Nitoflor FC145: Constructive SolutionsDocument4 pagesFosroc Nitoflor FC145: Constructive SolutionsVincent JavateNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityPatel DhruvilNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- OPPI Guidelines On Cold Chain Management 2009Document40 pagesOPPI Guidelines On Cold Chain Management 2009roniwajNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Appendix 2 Parts BookDocument256 pagesAppendix 2 Parts BookIndranil BhattacharyyaNo ratings yet
- Activity Resources (Teacher's Edition) - 2 YearsDocument100 pagesActivity Resources (Teacher's Edition) - 2 YearsYenny Tiga100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Anritsu Product CatalogDocument80 pagesAnritsu Product Catalogmujeeb.abdullah2830No ratings yet
- Final NAAMM Pipe RailingDocument48 pagesFinal NAAMM Pipe RailingBhaskar ReddyNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Earthquake and It'S EffectsDocument49 pagesEarthquake and It'S EffectszoleegesterNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shape Optimization of A Steering Knuckle Using SOLIDWORKSDocument9 pagesShape Optimization of A Steering Knuckle Using SOLIDWORKSprashantNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Assignment 1 For AMTDocument5 pagesAssignment 1 For AMTPrasanna TikarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Design Validation Plan For Go KartDocument6 pagesDesign Validation Plan For Go Kartravikumar77110% (1)
- Technipfmc Umbilicals BrochureDocument7 pagesTechnipfmc Umbilicals Brochurerob.careyNo ratings yet
- Pompa Lewa D1-450en Ecodos 04 11 Screen 09Document12 pagesPompa Lewa D1-450en Ecodos 04 11 Screen 0919poeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Industry 4.0 Engages CustomersDocument24 pagesIndustry 4.0 Engages CustomersAries SantosoNo ratings yet
- About NITRADocument53 pagesAbout NITRANitraNtcNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Project Report On Electroforged Steel Grating Manufacturing PlantDocument6 pagesProject Report On Electroforged Steel Grating Manufacturing PlantEIRI Board of Consultants and PublishersNo ratings yet
- Compressed Natural Gas Asa Vehicle FuelDocument57 pagesCompressed Natural Gas Asa Vehicle FuelHIPAP100% (1)
- SecadorDocument5 pagesSecadorjulio_cesar_wNo ratings yet
- Water Design Requirements For HemodialysisDocument8 pagesWater Design Requirements For HemodialysisSam ChoiNo ratings yet
- PiyushDocument65 pagesPiyushGovind MeenaNo ratings yet
- 9701 s05 QP 2Document12 pages9701 s05 QP 2William LinNo ratings yet
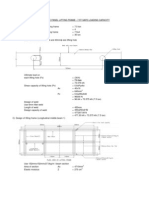
- Lifting FrameDocument8 pagesLifting FrameSaravanan SKNo ratings yet
- 02.master List of (Document or Record) For Prod Department (002) TerbaruDocument10 pages02.master List of (Document or Record) For Prod Department (002) TerbaruFendiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Yamaha Majesty YP250Document267 pagesYamaha Majesty YP250ALFONSO BARROETA100% (2)
- Valve TrainingDocument25 pagesValve TrainingSameOldHat100% (1)
- SolidCAM 2016 Imachining Getting Started PDFDocument39 pagesSolidCAM 2016 Imachining Getting Started PDFAngelo Danciu100% (1)
- CeramicsDocument19 pagesCeramicsIndi GiftNo ratings yet
- The Role of Lubricants in Vacuum Furnace SealsDocument1 pageThe Role of Lubricants in Vacuum Furnace SealsgooogaNo ratings yet
- 032-Itp For Painting and Coating PDFDocument19 pages032-Itp For Painting and Coating PDFKöksal Patan80% (20)
- Checklist For Arrangement and Detail of Drum InternalsDocument5 pagesChecklist For Arrangement and Detail of Drum InternalsRamalingam PrabhakaranNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)