You might also like
- A Report On Taguchi Methods (Techniques)Document35 pagesA Report On Taguchi Methods (Techniques)Kaustubh Babrekar100% (1)
- 1.3 Specialized Sub-Disciplines in Mechanical Engineering - Production, Automobile, Energy EngineeringDocument37 pages1.3 Specialized Sub-Disciplines in Mechanical Engineering - Production, Automobile, Energy EngineeringMr. K.S. Raghul Asst Prof MECHNo ratings yet
- (Useful) Unit 2 Mechanical Test of MaterialDocument57 pages(Useful) Unit 2 Mechanical Test of Materialbalajimeie100% (1)
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- Bhel Bhopal Training Report On Press ShopDocument35 pagesBhel Bhopal Training Report On Press ShopMohit Kushwaha100% (1)
- Government Tool Room and Training CentreDocument24 pagesGovernment Tool Room and Training CentrePuneeth SuNo ratings yet
- Additive Manufacturing - Lecture Notes and Scheme For EME PDFDocument10 pagesAdditive Manufacturing - Lecture Notes and Scheme For EME PDFjohnnyNo ratings yet
- Artificial Intelligience in Mechanical EngineeringDocument12 pagesArtificial Intelligience in Mechanical Engineering20 Atharv SalunkheNo ratings yet
- Governors PPT - 1Document24 pagesGovernors PPT - 1Bhukya Reethvik RathodNo ratings yet
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesDocument2 pagesOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- Chap 3 DieterDocument25 pagesChap 3 DieterTumelo InnocentNo ratings yet
- Design of Speed and Feed Gear BoxesDocument67 pagesDesign of Speed and Feed Gear BoxesBhotka BhutkiNo ratings yet
- CAD/CAM Lab Course Outcomes SEODocument3 pagesCAD/CAM Lab Course Outcomes SEORammohan ReddyNo ratings yet
- Design and Fabrication Project Report FormatDocument10 pagesDesign and Fabrication Project Report Formatkrishnakumar51No ratings yet
- Final PPT For Minor Project 2021-22Document19 pagesFinal PPT For Minor Project 2021-22Dashanand RavanNo ratings yet
- Internship at Aarti Strips Pvt. Ltd.Document34 pagesInternship at Aarti Strips Pvt. Ltd.Aayush BistaNo ratings yet
- Course Beyond SyllabusDocument21 pagesCourse Beyond SyllabuskarthiyuvenNo ratings yet
- MEB 532 - Modern Machining Processes GuideDocument2 pagesMEB 532 - Modern Machining Processes GuideHoe Bhaji100% (1)
- Concurrent Engineering: Integrated Product DesignDocument16 pagesConcurrent Engineering: Integrated Product DesignAnusha MandavaNo ratings yet
- MCF VTU Question BankDocument6 pagesMCF VTU Question BankRAKSHITH MNo ratings yet
- Computer Application in Design M.EDocument45 pagesComputer Application in Design M.EMeenakshi Nathan0% (1)
- T.E - I (English) - N SchemeDocument353 pagesT.E - I (English) - N SchemeSakthiVelMNo ratings yet
- ME8793 - Process Planning and Cost Estimation (Ripped From Amazon Kindle Ebooks by Sai Seena)Document364 pagesME8793 - Process Planning and Cost Estimation (Ripped From Amazon Kindle Ebooks by Sai Seena)Johnson Johnson100% (2)
- Hand Written NotesDocument297 pagesHand Written Notesswap1983100% (2)
- Unit Ii Cad & Reverse EngineeringDocument54 pagesUnit Ii Cad & Reverse EngineeringmunirajNo ratings yet
- 2017HT30004 - Mechanical System Design - Assignment 2Document15 pages2017HT30004 - Mechanical System Design - Assignment 2Partha Pratim SarkarNo ratings yet
- Additive ManufacturingDocument1 pageAdditive ManufacturingrkNo ratings yet
- Resume For R & D - Npd-Process EngineerDocument5 pagesResume For R & D - Npd-Process EngineerpramodNo ratings yet
- ME 1403 COMPUTER INTEGRATED MANUFACTURING TWO MARK QUESTIONSDocument18 pagesME 1403 COMPUTER INTEGRATED MANUFACTURING TWO MARK QUESTIONSSaravanan Mani100% (2)
- Ansys Manual Final Year Anna UniversityDocument32 pagesAnsys Manual Final Year Anna UniversityYukesh Kumar SinghNo ratings yet
- Mid Semester Exam Paper Contains 02 PagesDocument2 pagesMid Semester Exam Paper Contains 02 PagesBabuli KumarNo ratings yet
- Basic Manufacturing ProcessesDocument72 pagesBasic Manufacturing ProcessesPartho Roychoudhury67% (6)
- LESSON PLAN FOR ENGINEERING MATERIALSDocument6 pagesLESSON PLAN FOR ENGINEERING MATERIALSDinesh Kumar RNo ratings yet
- Tool GeometryDocument13 pagesTool GeometryravijecrcNo ratings yet
- 056 - ME8099, ME6010 Robotics - Question BankDocument6 pages056 - ME8099, ME6010 Robotics - Question BanksathishskymechNo ratings yet
- Cad Lab Viva QuestionDocument9 pagesCad Lab Viva QuestionSms RajaNo ratings yet
- Additive Manufacturing Student NotesDocument90 pagesAdditive Manufacturing Student NotesUdayaKumar100% (1)
- RP Question BankDocument4 pagesRP Question BankAkshay IyerNo ratings yet
- Non Conventional Machining PDFDocument55 pagesNon Conventional Machining PDFMarthande100% (1)
- Additive Manufacturing: A GuideDocument46 pagesAdditive Manufacturing: A GuideMaaz AK100% (1)
- Economics of Metal CuttingDocument10 pagesEconomics of Metal Cuttinghaile mehariNo ratings yet
- Heat Transfer Short Notes PDFDocument35 pagesHeat Transfer Short Notes PDFBishal BortamulyNo ratings yet
- Rtmnu Mechanical Engineering SyllabusDocument85 pagesRtmnu Mechanical Engineering SyllabusShobit JainNo ratings yet
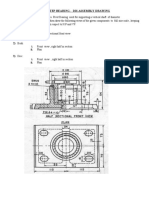
- Foot Step Bearing - DisasslyDocument1 pageFoot Step Bearing - DisasslyFahim Abdul Rahman100% (2)
- Unit II Curves & SurfacesDocument57 pagesUnit II Curves & Surfacesvishwajeet patilNo ratings yet
- Lecture 15 Rapid Tooling 1Document19 pagesLecture 15 Rapid Tooling 1shanur begulajiNo ratings yet
- Srividya College Engineering Chemistry NotesDocument34 pagesSrividya College Engineering Chemistry NotespalakNo ratings yet
- Mechanical EngineeringDocument28 pagesMechanical EngineeringANKIT VERMANo ratings yet
- Co Po Mapping (Example)Document2 pagesCo Po Mapping (Example)selva_raj215414No ratings yet
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirDocument28 pagesHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- Engineering Drawing Unit - IDocument189 pagesEngineering Drawing Unit - IK S Chalapathi100% (1)
- ME 8361-Manufacturing-Technology-Lab - I PDFDocument60 pagesME 8361-Manufacturing-Technology-Lab - I PDFkkb Eswaran100% (2)
- Part Orientation and Support GenerationDocument22 pagesPart Orientation and Support GenerationVivek DesaleNo ratings yet
- Thesis EDM PDFDocument72 pagesThesis EDM PDFMohamad HarithNo ratings yet
- Tanaka - Fatigue Crack Propagation From A Crack Inclined To The Cyclic Tensile Axis PDFDocument16 pagesTanaka - Fatigue Crack Propagation From A Crack Inclined To The Cyclic Tensile Axis PDFDavid C HouserNo ratings yet
- Https Attachment - Fbsbx.com File (Pdownload PDFDocument46 pagesHttps Attachment - Fbsbx.com File (Pdownload PDFAshish JainNo ratings yet
- Lecture 4Document12 pagesLecture 4Alok KumarNo ratings yet
- Experimental determination of crack softening characteristicsDocument12 pagesExperimental determination of crack softening characteristicsDaniela Mihaiela BocaNo ratings yet
- Fig. Torsional Shear StressDocument51 pagesFig. Torsional Shear StresskrishNo ratings yet
- Extrusion Lab ReportDocument20 pagesExtrusion Lab Reportex4182100% (1)
- S235JR SteelDocument1 pageS235JR SteelNguyễn Thanh CườngNo ratings yet
- Lecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFDocument62 pagesLecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFjawad khalidNo ratings yet
- r05322003 Metal FormingDocument8 pagesr05322003 Metal FormingSRINIVASA RAO GANTANo ratings yet
- Steel Grades Properties Global StandardsDocument20 pagesSteel Grades Properties Global StandardsJonald PoquizNo ratings yet
- FEA of A CrankshaftDocument7 pagesFEA of A CrankshaftLakshman ReddyNo ratings yet
- Aircraft Materials Construction Repair GuideDocument21 pagesAircraft Materials Construction Repair GuideBea SaguinsinNo ratings yet
- 03 PDFDocument26 pages03 PDFAnonymous sfkedkymNo ratings yet
- Nit Project Mould EnbrDocument10 pagesNit Project Mould EnbrdonsieNo ratings yet
- Back-Up Rollers: For Multi-Roll Cold Rolling MillsDocument16 pagesBack-Up Rollers: For Multi-Roll Cold Rolling Millsjjcadena2000No ratings yet
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocument10 pagesHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesIsaac ZTNo ratings yet
- JIS Material ReferenceDocument7 pagesJIS Material ReferencehaharameshNo ratings yet
- An Experimental Investigation Into Roughness Transfer in Skin-Pass Rolling of Steel StripsDocument11 pagesAn Experimental Investigation Into Roughness Transfer in Skin-Pass Rolling of Steel Stripsweberab1No ratings yet
- Importation Procedure For Construction Materials Third Edition1Document44 pagesImportation Procedure For Construction Materials Third Edition1Azli MarzukiNo ratings yet
- WR432GB00C CATdisc1 PDFDocument16 pagesWR432GB00C CATdisc1 PDFgovindsrNo ratings yet
- SME Case Study-Steel Re-Rolling MillDocument4 pagesSME Case Study-Steel Re-Rolling MillVijay RathiNo ratings yet
- ESC PilesDocument84 pagesESC PilesRon SantosNo ratings yet
- Final Oiling of Cold-Rolled Metal Sheets : Supply Specification Rolling Mill Oils/prelubes DBL 6757Document5 pagesFinal Oiling of Cold-Rolled Metal Sheets : Supply Specification Rolling Mill Oils/prelubes DBL 6757Huahua ChuengNo ratings yet
- Is 12779 1989 PDFDocument9 pagesIs 12779 1989 PDFravi kiranNo ratings yet
- General Tolerances GuideDocument1 pageGeneral Tolerances GuideSowmen ChakrobortyNo ratings yet
- Steel Making DefinitionDocument5 pagesSteel Making DefinitionAdrian WongNo ratings yet
- Design and Analysis of Transfer Trolley For Material Handling - A ReviewDocument5 pagesDesign and Analysis of Transfer Trolley For Material Handling - A ReviewInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- SANS920-Steel Bars For Concrete ReinforcementDocument19 pagesSANS920-Steel Bars For Concrete Reinforcementtevrede100% (1)
- Materials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CDocument25 pagesMaterials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CNidhi MehtaNo ratings yet
- Ispat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsDocument4 pagesIspat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsAbhi Sheoran100% (2)
- 1.crown and Shape Control TechnologiesDocument9 pages1.crown and Shape Control TechnologiesGeta RotaruNo ratings yet
- Tensile Properties of AluminumDocument47 pagesTensile Properties of AluminumksNo ratings yet
- Gb8417domex500mc PDFDocument2 pagesGb8417domex500mc PDFMario MereniNo ratings yet
- Astm B443.8889Document7 pagesAstm B443.8889Kelly BatesNo ratings yet
- Steel Forgings, General Requirements: Standard Specification ForDocument14 pagesSteel Forgings, General Requirements: Standard Specification Forcj7man80No ratings yet
- Datasheet For Steel Grades Tool Steel and Hard Alloy Stellite 6Document2 pagesDatasheet For Steel Grades Tool Steel and Hard Alloy Stellite 6kdalavadi3905No ratings yet