You might also like
- Proton Exchange Membrane Fuel Cell: TopicDocument22 pagesProton Exchange Membrane Fuel Cell: TopicRobertNo ratings yet
- Flare SystemsDocument93 pagesFlare SystemsEduardo Paulini Villanueva100% (1)
- Crystal Being TherapyDocument12 pagesCrystal Being TherapyAnonymous 7R6n0f9BYNo ratings yet
- FPM-DC-5091 - Fireproofing Spec (Chevron)Document20 pagesFPM-DC-5091 - Fireproofing Spec (Chevron)theunknown076100% (1)
- CE215 GeoLab Manual - Determination of Specific GravityDocument2 pagesCE215 GeoLab Manual - Determination of Specific GravityJoy MondalNo ratings yet
- Three Distinct Parts: The KernelDocument22 pagesThree Distinct Parts: The Kernelzeeshan farooqNo ratings yet
- TGA Article Print VersionDocument10 pagesTGA Article Print VersionjenniNo ratings yet
- Wunthunyarat 2020 - Effects of Germination Conditions On Enzyme Activities and Starch Hydrolysis of Long Grain Brown Rice in Relation To Flour Properties and Bread Qualities.Document9 pagesWunthunyarat 2020 - Effects of Germination Conditions On Enzyme Activities and Starch Hydrolysis of Long Grain Brown Rice in Relation To Flour Properties and Bread Qualities.ridaira.raNo ratings yet
- Application Of Partially Purified Α-Amylase Produced By Brevibacillus Borstelensis R1 In Food IndustriesDocument7 pagesApplication Of Partially Purified Α-Amylase Produced By Brevibacillus Borstelensis R1 In Food Industrieselz2uNo ratings yet
- A Comparative Study of Gluten-Free Sprouts in The Gluten-Free Bread-Making ProcessDocument13 pagesA Comparative Study of Gluten-Free Sprouts in The Gluten-Free Bread-Making ProcessJulisa Mishell Cris VCNo ratings yet
- Miwa, 2010Document7 pagesMiwa, 2010Gabriela SalesNo ratings yet
- Extraccion 7 PDFDocument6 pagesExtraccion 7 PDFsergioenriquerozoperNo ratings yet
- Anti Staling Effect of Pre Gelatinized Flour & Emulsifier in Gluten Free BreadDocument12 pagesAnti Staling Effect of Pre Gelatinized Flour & Emulsifier in Gluten Free Bread陳宗澤No ratings yet
- Advances in Food Processing and Technology: Encapsulation of Curcumin by Milk and Whey Powders Using Spray DryingDocument9 pagesAdvances in Food Processing and Technology: Encapsulation of Curcumin by Milk and Whey Powders Using Spray DryingOMiD QahqaieNo ratings yet
- Enhancing GABA Content in Germenated Brown Rice ...Document11 pagesEnhancing GABA Content in Germenated Brown Rice ...Ngà ThúyNo ratings yet
- LISTODocument10 pagesLISTOJorge GutierrezNo ratings yet
- Foods 08 00409Document14 pagesFoods 08 00409Yodit FikaduNo ratings yet
- 62 383 1 PBDocument8 pages62 383 1 PBminhany0309No ratings yet
- Section 3: Wheat and Milling TestsDocument13 pagesSection 3: Wheat and Milling TestsNijam JabbarNo ratings yet
- ProteinDocument6 pagesProteinAlalbila IsaacNo ratings yet
- Yulianto 2020 IOP Conf. Ser. - Earth Environ. Sci. 443 012099 PDFDocument11 pagesYulianto 2020 IOP Conf. Ser. - Earth Environ. Sci. 443 012099 PDFwisnu adiNo ratings yet
- Fideos Art CienditDocument10 pagesFideos Art CienditRosa Luz Quispe ValenciaNo ratings yet
- Ibj 20 287Document8 pagesIbj 20 287Gaurav ChauhanNo ratings yet
- AJGC Volume 4 Issue 3 Pages 327-339Document13 pagesAJGC Volume 4 Issue 3 Pages 327-339Karen HernándezNo ratings yet
- The Impact of Kilning On Enzymatic Activity of Buckwheat MaltDocument9 pagesThe Impact of Kilning On Enzymatic Activity of Buckwheat MaltzigobasNo ratings yet
- Effect Conjac Glukomannan On Heat InducedDocument8 pagesEffect Conjac Glukomannan On Heat InducedRachmat SetiawanNo ratings yet
- 9 AltintasDocument8 pages9 AltintasValentina InonizedNo ratings yet
- Green Banana Pasta An Alternative For GLDocument6 pagesGreen Banana Pasta An Alternative For GLNIMASNo ratings yet
- Critical RatiDocument29 pagesCritical RatiGup RatNo ratings yet
- Food Hydrocolloids: A B C B C D e B A BDocument7 pagesFood Hydrocolloids: A B C B C D e B A BNada FirdausNo ratings yet
- A New and Unique Tool For Shrimp Feed Producers: Kristin Weel SundbyDocument8 pagesA New and Unique Tool For Shrimp Feed Producers: Kristin Weel SundbyrsuertoNo ratings yet
- Spaghetti - Paste FainoaseDocument7 pagesSpaghetti - Paste FainoaseEder IzakiNo ratings yet
- Total Dietary Fiber: Assay ProcedureDocument20 pagesTotal Dietary Fiber: Assay ProcedurebeatcookNo ratings yet
- Wang2007 OPADocument5 pagesWang2007 OPAMarianela RodriguezNo ratings yet
- Investigation The Different Ratios of Carrier Material To Protect Carotenoids in Gac (Momordica Cochinchinensis Spreng) Powder in Drying ProcessDocument8 pagesInvestigation The Different Ratios of Carrier Material To Protect Carotenoids in Gac (Momordica Cochinchinensis Spreng) Powder in Drying ProcessChief editorNo ratings yet
- Effect of Atmospheric Cold Plasma On The FunctionaDocument10 pagesEffect of Atmospheric Cold Plasma On The FunctionaMuhammad TalhaNo ratings yet
- Texturisation and Modification of Vegetable Proteins For Food 10.1007 - s00217-006-0401-2Document13 pagesTexturisation and Modification of Vegetable Proteins For Food 10.1007 - s00217-006-0401-2Lorena AlvarezNo ratings yet
- Journal Review - Technological Strategies To Reduce Acrylamide Levels in Heated FoodsDocument6 pagesJournal Review - Technological Strategies To Reduce Acrylamide Levels in Heated Foodsareeb_hussainNo ratings yet
- Anzani 2020Document25 pagesAnzani 2020f930740No ratings yet
- Food Science and Applied Biotechnology: Research ArticleDocument7 pagesFood Science and Applied Biotechnology: Research ArticleRamya TeddyNo ratings yet
- Impact of Thermal Processing On Levels of AcrylamiDocument8 pagesImpact of Thermal Processing On Levels of Acrylamidanni ..No ratings yet
- Optimization of Variables That Influence Puffing Quality of Hot Air Oven Puffed QuinoaDocument8 pagesOptimization of Variables That Influence Puffing Quality of Hot Air Oven Puffed QuinoaDeepak SiragiriNo ratings yet
- B-Glucan and Mineral Nutrient Contents of Cereals Grown in TurkeyDocument5 pagesB-Glucan and Mineral Nutrient Contents of Cereals Grown in TurkeySyrine SomraniNo ratings yet
- 21876-Article Text-76106-1-10-20190111Document9 pages21876-Article Text-76106-1-10-20190111Vio GianNo ratings yet
- Enzyme and Microbial TechnologyDocument7 pagesEnzyme and Microbial TechnologyMaria Camila Patiño EnriquezNo ratings yet
- Ipi309550 PDFDocument10 pagesIpi309550 PDFCandra Septia HadiNo ratings yet
- Permanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002Document7 pagesPermanasari 2018 IOP Conf. Ser. Earth Environ. Sci. 160 012002yunitaknNo ratings yet
- Effectsof Green Banana Flouronthe Physical ChemicalandDocument10 pagesEffectsof Green Banana Flouronthe Physical ChemicalandMiranda MonichaNo ratings yet
- Application of Zinc and Calcium Acetate To Precipitate Mil 2020 Journal of DDocument12 pagesApplication of Zinc and Calcium Acetate To Precipitate Mil 2020 Journal of DLindawati DoloksaribuNo ratings yet
- Ampas SaguDocument9 pagesAmpas Sagumardian azuraNo ratings yet
- Evaluation of Glutathione Production Method Using PDFDocument9 pagesEvaluation of Glutathione Production Method Using PDFAndréia AnschauNo ratings yet
- Current Research in Nutrition and Food ScienceDocument9 pagesCurrent Research in Nutrition and Food ScienceDiba BasarNo ratings yet
- Physico-Chemical Characteristics of Rice Bran Processed by Dry Heating and Extrusion CookingDocument14 pagesPhysico-Chemical Characteristics of Rice Bran Processed by Dry Heating and Extrusion CookingAli MusarratNo ratings yet
- PertenGlutomaticMethod and ApplicationDocument6 pagesPertenGlutomaticMethod and ApplicationSallaNo ratings yet
- 177-Article Text-298-1-10-20200410Document5 pages177-Article Text-298-1-10-20200410Anthea TranNo ratings yet
- Comparison of Baking Tests Using Wholemeal and White Wheat FlourDocument7 pagesComparison of Baking Tests Using Wholemeal and White Wheat Flourgiuseppe.versari.97No ratings yet
- V10i37 22 CS205111248 146-149Document4 pagesV10i37 22 CS205111248 146-149Game-ON YTNo ratings yet
- A Research Title Presented To TheDocument11 pagesA Research Title Presented To TheJewo CanterasNo ratings yet
- Gandum - Wheat (1000 Judul)Document497 pagesGandum - Wheat (1000 Judul)buatpameran duaNo ratings yet
- Effect of The Dietary By-Product Grape Seed Cake On Performances and Carcass Quality of TOPIGS PigsDocument10 pagesEffect of The Dietary By-Product Grape Seed Cake On Performances and Carcass Quality of TOPIGS PigsmariaNo ratings yet
- Wheat BookDocument13 pagesWheat BookAnonymous XybLZfNo ratings yet
- Process Biochemistry: Attaf Djoullah, Yanis Djemaoune, Florence Husson, Rémi SaurelDocument9 pagesProcess Biochemistry: Attaf Djoullah, Yanis Djemaoune, Florence Husson, Rémi SaurelDjoullah AttafNo ratings yet
- Fractionation of Glycomacropeptide From Whey Using Positively Charged Ultrafiltration MembranesDocument9 pagesFractionation of Glycomacropeptide From Whey Using Positively Charged Ultrafiltration MembranesTULLIMILLI CHANIKYA VENKAT KRISHNA SAI 2200268No ratings yet
- (Modified Yellow Pumpkin Flour (Cucurbita Flour) With Enzymatic Hydrolysis)Document8 pages(Modified Yellow Pumpkin Flour (Cucurbita Flour) With Enzymatic Hydrolysis)Nurul HasanahNo ratings yet
- Novel Proteins for Food, Pharmaceuticals, and Agriculture: Sources, Applications, and AdvancesFrom EverandNovel Proteins for Food, Pharmaceuticals, and Agriculture: Sources, Applications, and AdvancesNo ratings yet
- Notes ReviewerDocument21 pagesNotes ReviewerSanchez MaroseNo ratings yet
- Electron Configuration Fall 2016Document31 pagesElectron Configuration Fall 2016Aviral TiwariNo ratings yet
- PopoapsoapopasopdoasfDocument2 pagesPopoapsoapopasopdoasfSanchez MaroseNo ratings yet
- AlismatalesDocument3 pagesAlismatalesSanchez MaroseNo ratings yet
- Perry 1982Document15 pagesPerry 1982Rick HarperNo ratings yet
- 1 - 2023-01-23T020157.850Document110 pages1 - 2023-01-23T020157.850Ria CanteroNo ratings yet
- Chang Chemistry Chapter 4 QuestionsDocument12 pagesChang Chemistry Chapter 4 QuestionsBlanche DauzNo ratings yet
- ThesisDocument64 pagesThesisHamdi ShaarNo ratings yet
- Union Wire Rope - Galfan CoatingDocument1 pageUnion Wire Rope - Galfan CoatingBosNo ratings yet
- Moon Moon Ore Amount: DysprosiumDocument3 pagesMoon Moon Ore Amount: DysprosiumMet20858447No ratings yet
- BIS Safety Relief ValveDocument1 pageBIS Safety Relief ValveRahimNo ratings yet
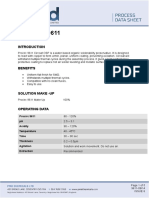
- PROCIRC 9611: Circoat OspDocument5 pagesPROCIRC 9611: Circoat OspNgô TrungNo ratings yet
- 2017 H1 Chemistry Prelim SA2 Raffles InstitutionDocument32 pages2017 H1 Chemistry Prelim SA2 Raffles InstitutionSasha AnandNo ratings yet
- Acticide - CB (GB) MSDSDocument13 pagesActicide - CB (GB) MSDSMohamed HalemNo ratings yet
- Ashima JMLDocument11 pagesAshima JMLPrachi PatnaikNo ratings yet
- Specification FOR Electrical Insulation Coating: EDMS 29-300-1Document12 pagesSpecification FOR Electrical Insulation Coating: EDMS 29-300-1Mina RemonNo ratings yet
- List Obat High Alert: NO. Nama Obat Kekuatan Dosis Bentuk SediaanDocument4 pagesList Obat High Alert: NO. Nama Obat Kekuatan Dosis Bentuk SediaanLaras T SaputriNo ratings yet
- Bar GrateDocument8 pagesBar GrateVakin Agung PermanaNo ratings yet
- Research PaperDocument6 pagesResearch PaperShivaniNo ratings yet
- Final-Report-On-Internship Namuna-ThapaliyaDocument20 pagesFinal-Report-On-Internship Namuna-ThapaliyaMorning KalalNo ratings yet
- Shell and Tube Heat Exchanger Design PDFDocument3 pagesShell and Tube Heat Exchanger Design PDFBaha Eddine Gharbi100% (1)
- Pavement Repair Manual RAZONDocument9 pagesPavement Repair Manual RAZONshrikrishna rathodNo ratings yet
- Biofertilizers Lecture No 10Document39 pagesBiofertilizers Lecture No 10jyothi katukuri100% (1)
- Protease ELU Activity AssayDocument2 pagesProtease ELU Activity AssayYunita KurniatiNo ratings yet
- Metode Antioksidan AEACDocument7 pagesMetode Antioksidan AEACFira KuswandariNo ratings yet
- Fluorocell WDF Safety Data SheetDocument11 pagesFluorocell WDF Safety Data SheetDan Carlo MacayanNo ratings yet
- Metals and Non-Metals: Multiple Choice QuestionsDocument6 pagesMetals and Non-Metals: Multiple Choice QuestionsAkash SahaNo ratings yet
- Whitening NineShadeChangebyLaser-AssistedTeethWhiteningDocument4 pagesWhitening NineShadeChangebyLaser-AssistedTeethWhiteningruxandrafitaNo ratings yet
- Vietnam Pesticide Use QuestionnaireDocument13 pagesVietnam Pesticide Use QuestionnaireSharmadevan SundrasegaranNo ratings yet