You might also like
- A275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingDocument7 pagesA275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingNiking ThomsanNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice ForMandy NormanNo ratings yet
- SA288 ARTICLE 23 Ultrasonic StandardsDocument10 pagesSA288 ARTICLE 23 Ultrasonic StandardsSean LavergneNo ratings yet
- PT and MT SpecificationsDocument2 pagesPT and MT SpecificationsAnonymous KfS1AiNhRNo ratings yet
- NDT MT nds1Document41 pagesNDT MT nds1sathi11189No ratings yet
- MT - GenDocument8 pagesMT - GenkanchanabalajiNo ratings yet
- BS EN ISO 9934-1 Current CalculationDocument3 pagesBS EN ISO 9934-1 Current Calculationbhavin178No ratings yet
- Navy NDT - Magnetic ParticleDocument5 pagesNavy NDT - Magnetic Particlebesmindo012345No ratings yet
- E2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFDocument5 pagesE2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFAnonymous PEHDuKRjoNo ratings yet
- UTDocument17 pagesUTArputharaj Maria Louis100% (2)
- Astm E1418Document6 pagesAstm E1418Alee-26100% (1)
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- Ultrasonic Examination Austenitic and Dissimilar WeldsDocument6 pagesUltrasonic Examination Austenitic and Dissimilar WeldshocimtmNo ratings yet
- Iqi'sDocument6 pagesIqi's24inspector100% (1)
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNo ratings yet
- Multifrequency Eddy Current Signal AnalysisDocument79 pagesMultifrequency Eddy Current Signal AnalysisVasyaNo ratings yet
- Ams 2680BDocument19 pagesAms 2680BSen SeyNo ratings yet
- E1208 720Document7 pagesE1208 720gerardomediavillaepnNo ratings yet
- 14.0 Specific ExaminationDocument18 pages14.0 Specific ExaminationPDDELUCANo ratings yet
- Chapter 12.1 - Visual Testing VTDocument23 pagesChapter 12.1 - Visual Testing VTMauricio Marques100% (2)
- Magnetic Particle Testing 2Document30 pagesMagnetic Particle Testing 2alfa_macasaetNo ratings yet
- NASA standard for nondestructive testing of fracture-critical metal componentsDocument28 pagesNASA standard for nondestructive testing of fracture-critical metal componentsLev OgiroNo ratings yet
- Ferrite Measurement PDFDocument2 pagesFerrite Measurement PDFESWARANM91No ratings yet
- BS en 9934-3Document21 pagesBS en 9934-3The Normal HeartNo ratings yet
- Sae Ams-I-83387b-2016 PDFDocument23 pagesSae Ams-I-83387b-2016 PDFiipmnpti iipmNo ratings yet
- Ultrasonic Testing - Wikipedia PDFDocument26 pagesUltrasonic Testing - Wikipedia PDFKarthicWaitingNo ratings yet
- E125-97 MT Ref PhotosDocument2 pagesE125-97 MT Ref PhotosveluNo ratings yet
- What Is NDT Written Practice?Document3 pagesWhat Is NDT Written Practice?Hari KrishnaNo ratings yet
- Gray Shades PDFDocument1 pageGray Shades PDFbgonzalez1981No ratings yet
- Multifilm Techinique PDFDocument7 pagesMultifilm Techinique PDFamitNo ratings yet
- UT ProcedureDocument6 pagesUT ProcedureMurali YNo ratings yet
- PT Level-2Document22 pagesPT Level-2Surendra KamalNo ratings yet
- Magnetic Particle Testing ProcedureDocument18 pagesMagnetic Particle Testing ProcedureDoan Van TienNo ratings yet
- E1936-97 Evaluating Digitization SystemsDocument4 pagesE1936-97 Evaluating Digitization SystemsNDT Div, MedequipNo ratings yet
- Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesDocument8 pagesUltrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesSantyagoGPaquiNo ratings yet
- AMS 2630 BPDFDocument24 pagesAMS 2630 BPDFengineNo ratings yet
- ppt1 PDFDocument48 pagesppt1 PDFOmar SalihNo ratings yet
- Magnetic Particle Testing - Level 1 (General Exam) - Dec-2003Document6 pagesMagnetic Particle Testing - Level 1 (General Exam) - Dec-2003Farrukh NazNo ratings yet
- Astm E-2929Document11 pagesAstm E-2929DanielVegaNeiraNo ratings yet
- E1219 Red.1332366 1 PDFDocument7 pagesE1219 Red.1332366 1 PDFedapo79No ratings yet
- E127 15 PDFDocument9 pagesE127 15 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- Liquid Penetrant Testing Theory and InterpretationDocument44 pagesLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNo ratings yet
- Astm e 1742Document2 pagesAstm e 1742akun jeparaNo ratings yet
- Liquid Penetrant Test Level-IiDocument39 pagesLiquid Penetrant Test Level-IiAabhas UpadhyayaNo ratings yet
- EPRI Automated Analysis of Bobbin CoilProbe Eddy Current DataDocument97 pagesEPRI Automated Analysis of Bobbin CoilProbe Eddy Current DataaldeanucuNo ratings yet
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranNo ratings yet
- Characteristics of Piezoelectric TransducersDocument50 pagesCharacteristics of Piezoelectric Transducersextremo1No ratings yet
- Quizelets PDFDocument9 pagesQuizelets PDFdiwakarNo ratings yet
- IQI SelectionDocument3 pagesIQI Selectioncisar0007No ratings yet
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- Electromagnetic Testing-ASNT Level III S PDFDocument514 pagesElectromagnetic Testing-ASNT Level III S PDFRicardo Huanca TrejoNo ratings yet
- Selection of Leak Testing Method PDFDocument3 pagesSelection of Leak Testing Method PDFdcsamaraweeraNo ratings yet
- ASTM E3024-19 Standard Practice For Magnetic Particle Testing For General IndustryDocument19 pagesASTM E3024-19 Standard Practice For Magnetic Particle Testing For General IndustryBert BozoNo ratings yet
- Magnetic Particle Testing: Standard Practice ForDocument22 pagesMagnetic Particle Testing: Standard Practice Forventas ventasNo ratings yet
- ASTM E 1444 - Standard Practice For Magnetic Particle TestingDocument21 pagesASTM E 1444 - Standard Practice For Magnetic Particle TestingValter G Thomaz100% (2)
- ASTM-E-1444-E-1444M-2012-22p FundidoDocument22 pagesASTM-E-1444-E-1444M-2012-22p FundidoDylkanWingsNo ratings yet
- Astm e 1444 12 PDFDocument22 pagesAstm e 1444 12 PDFVladimir Asto50% (2)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Working at Height Scaffold System and LadderDocument59 pagesWorking at Height Scaffold System and Ladderswaroop87No ratings yet
- (TM F QQT) : Indian StandardDocument14 pages(TM F QQT) : Indian StandardSubodh SontakkeNo ratings yet
- Api Codes LinkDocument1 pageApi Codes Linkswaroop87No ratings yet
- Hand Book of Concrete Mixes SP23 PDFDocument160 pagesHand Book of Concrete Mixes SP23 PDFSravan Kumar100% (1)
- Oisd STD 244Document125 pagesOisd STD 244swaroop87100% (1)
- FORM V LabourDocument1 pageFORM V Labourswaroop87No ratings yet
- Pump Foundation PDFDocument1 pagePump Foundation PDFswaroop87No ratings yet
- KERC (Implementation of Solar Rooftop Photovoltaic Power Plants) Regulations, 2016Document9 pagesKERC (Implementation of Solar Rooftop Photovoltaic Power Plants) Regulations, 2016swaroop87No ratings yet
- Tech Spec 2-PaversDocument6 pagesTech Spec 2-Paversswaroop87No ratings yet
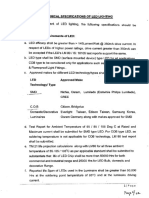
- LED Luminaries-Technical SpecificationsDocument5 pagesLED Luminaries-Technical Specificationsswaroop87No ratings yet
- Circular ENG-20-272 Guidelines On Approval of LayoutsDocument4 pagesCircular ENG-20-272 Guidelines On Approval of Layoutsswaroop87No ratings yet
- Retaining Wall DesignDocument55 pagesRetaining Wall DesignMohit Kohli100% (1)
- Pump Foundation PDFDocument1 pagePump Foundation PDFswaroop87No ratings yet
- Pavingexpert - AJ McCormack and Son - Setting Out Herringbone PavingDocument6 pagesPavingexpert - AJ McCormack and Son - Setting Out Herringbone Pavingswaroop87No ratings yet
- Tech Spec 2-PaversDocument6 pagesTech Spec 2-Paversswaroop87No ratings yet
- Mass MovementsDocument11 pagesMass Movementsswaroop87No ratings yet
- Gas Based Fire 2013Document29 pagesGas Based Fire 2013arunprasad87No ratings yet
- Manufactured Sand - A Sustainable AlternativeDocument5 pagesManufactured Sand - A Sustainable Alternativeswaroop87No ratings yet
- SupplementPAR14 SplEnMDocument16 pagesSupplementPAR14 SplEnMAjay SinghNo ratings yet
- Cma Book 3zDocument32 pagesCma Book 3zGerman Cruz RNo ratings yet
- Is 1285 PDFDocument11 pagesIs 1285 PDFswaroop87No ratings yet
- Ideal Paver Guide PDFDocument24 pagesIdeal Paver Guide PDFswaroop87100% (1)
- Characteristic Strength (FCK)Document3 pagesCharacteristic Strength (FCK)swaroop87No ratings yet
- Delhi Schedule of Rates Civil - 2014Document452 pagesDelhi Schedule of Rates Civil - 2014Jaisree Balu Pydi83% (12)
- CPWD: Barrier Free Access PWD Urban Development Ministry India - 1998Document85 pagesCPWD: Barrier Free Access PWD Urban Development Ministry India - 1998Vaishnavi Jayakumar100% (1)
- Is 1200 Earth WorkDocument7 pagesIs 1200 Earth WorkAshish Sangal100% (3)
- Manufactured Sand - A Sustainable AlternativeDocument5 pagesManufactured Sand - A Sustainable Alternativeswaroop87No ratings yet
- Manufactured Sand - A Sustainable AlternativeDocument5 pagesManufactured Sand - A Sustainable Alternativeswaroop87No ratings yet
- Introduction To Instrument TransformersDocument4 pagesIntroduction To Instrument TransformersArnel Pascual LaquindanumNo ratings yet
- ElectroplatingDocument8 pagesElectroplatingjawsm100% (1)
- Testing and Commissioning Notes-5,6,7Document20 pagesTesting and Commissioning Notes-5,6,7romanNo ratings yet
- Mini Project: Solar Powered CarDocument6 pagesMini Project: Solar Powered CarAbhinav SharmaNo ratings yet
- Proceedings-Vol 09 No 07-July-Aug-Sept-1971 (George Van Tassel)Document16 pagesProceedings-Vol 09 No 07-July-Aug-Sept-1971 (George Van Tassel)Homers Simpson100% (3)
- Excess Carriers and Junction Concepts: Unit IIIDocument48 pagesExcess Carriers and Junction Concepts: Unit IIIThamizharasanNo ratings yet
- Magnetically Controlled Electrical Reactors PDFDocument249 pagesMagnetically Controlled Electrical Reactors PDFMartin Casas100% (1)
- Ieee Recommended Practice For The Protection of Wire Line CommunicationDocument134 pagesIeee Recommended Practice For The Protection of Wire Line CommunicationBLASCO ANTONIO PELAEZ CENTENONo ratings yet
- Electric Heating and WeldingDocument84 pagesElectric Heating and WeldingReddy Sekhar75% (16)
- Excitation Sys & SFCDocument55 pagesExcitation Sys & SFCABVSAI100% (1)
- What Is ElectricityDocument22 pagesWhat Is ElectricityLudyLyn Petallana - Sanopo100% (1)
- Sensor CatalogueDocument51 pagesSensor Cataloguesubbanna0% (1)
- Electrical Machines Lab Manual Geethanjali College EEE Experiments Procedures SafetyDocument50 pagesElectrical Machines Lab Manual Geethanjali College EEE Experiments Procedures SafetyRajKumarNo ratings yet
- Eddy CurrentsDocument13 pagesEddy CurrentsAmbreen KhanNo ratings yet
- Robotics Workshop Practice #1 ReportDocument6 pagesRobotics Workshop Practice #1 ReportDavid MateusNo ratings yet
- Sits Bee Que BankDocument76 pagesSits Bee Que Bankrashmi kenvatNo ratings yet
- Magnetic Particle Testing Method: Questions AnswersDocument35 pagesMagnetic Particle Testing Method: Questions AnswersSYED FADZIL SYED MOHAMEDNo ratings yet
- The Story of ElectricityDocument71 pagesThe Story of ElectricityBruce KarpeNo ratings yet
- Step7 Corrosion GuideDocument18 pagesStep7 Corrosion GuideShariff Zaffar100% (1)
- Valves & Thermionic Emission CharacteristicsDocument16 pagesValves & Thermionic Emission CharacteristicsVan Nguyen Huu VanNo ratings yet
- Resistors Module 01Document10 pagesResistors Module 01VinodKumarTummalurNo ratings yet
- Lecture Note 1Document17 pagesLecture Note 1Nitish KumarNo ratings yet
- Method of Moments and Circuit Network Theory in Antenna AnalysisDocument3 pagesMethod of Moments and Circuit Network Theory in Antenna AnalysisEditor IJRITCC100% (1)
- Basic Concepts: Electricity-Ohm's Law - Law of ResistanceDocument8 pagesBasic Concepts: Electricity-Ohm's Law - Law of ResistanceBSMK60No ratings yet
- ELTAKODocument127 pagesELTAKOJaneiro Ousa100% (1)
- Agricultural Electrifiction and InstrumentationDocument15 pagesAgricultural Electrifiction and InstrumentationEdgen Mae Banluta AsnaNo ratings yet
- Tech Gen 1Document58 pagesTech Gen 1Tanishk Kumar SinghNo ratings yet
- NEON LampDocument14 pagesNEON LampVijay GajjalaNo ratings yet
- GraphsDocument16 pagesGraphsNoel CunninghamNo ratings yet
- Electrical Tools, Eq, Sup and MatDocument14 pagesElectrical Tools, Eq, Sup and MatXylene Lariosa-Labayan100% (2)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldFrom EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldRating: 3.5 out of 5 stars3.5/5 (64)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessFrom EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessRating: 4 out of 5 stars4/5 (6)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceFrom EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceRating: 4 out of 5 stars4/5 (51)
- A Brief History of Time: From the Big Bang to Black HolesFrom EverandA Brief History of Time: From the Big Bang to Black HolesRating: 4 out of 5 stars4/5 (2193)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- Bedeviled: A Shadow History of Demons in ScienceFrom EverandBedeviled: A Shadow History of Demons in ScienceRating: 5 out of 5 stars5/5 (5)
- Summary and Interpretation of Reality TransurfingFrom EverandSummary and Interpretation of Reality TransurfingRating: 5 out of 5 stars5/5 (5)
- Paradox: The Nine Greatest Enigmas in PhysicsFrom EverandParadox: The Nine Greatest Enigmas in PhysicsRating: 4 out of 5 stars4/5 (57)
- The Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismFrom EverandThe Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismRating: 4 out of 5 stars4/5 (500)
- The Physics of God: How the Deepest Theories of Science Explain Religion and How the Deepest Truths of Religion Explain ScienceFrom EverandThe Physics of God: How the Deepest Theories of Science Explain Religion and How the Deepest Truths of Religion Explain ScienceRating: 4.5 out of 5 stars4.5/5 (23)
- Lost in Math: How Beauty Leads Physics AstrayFrom EverandLost in Math: How Beauty Leads Physics AstrayRating: 4.5 out of 5 stars4.5/5 (125)
- Strange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsFrom EverandStrange Angel: The Otherworldly Life of Rocket Scientist John Whiteside ParsonsRating: 4 out of 5 stars4/5 (94)
- Black Holes: The Key to Understanding the UniverseFrom EverandBlack Holes: The Key to Understanding the UniverseRating: 4.5 out of 5 stars4.5/5 (13)
- The End of Everything: (Astrophysically Speaking)From EverandThe End of Everything: (Astrophysically Speaking)Rating: 4.5 out of 5 stars4.5/5 (155)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeFrom EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeNo ratings yet
- In Search of Schrödinger’s Cat: Quantum Physics and RealityFrom EverandIn Search of Schrödinger’s Cat: Quantum Physics and RealityRating: 4 out of 5 stars4/5 (380)
- The Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectFrom EverandThe Simulated Multiverse: An MIT Computer Scientist Explores Parallel Universes, The Simulation Hypothesis, Quantum Computing and the Mandela EffectRating: 4.5 out of 5 stars4.5/5 (20)
- Quantum Physics: What Everyone Needs to KnowFrom EverandQuantum Physics: What Everyone Needs to KnowRating: 4.5 out of 5 stars4.5/5 (48)
- Quantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishFrom EverandQuantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishRating: 4.5 out of 5 stars4.5/5 (18)
- Professor Maxwell's Duplicitous Demon: The Life and Science of James Clerk MaxwellFrom EverandProfessor Maxwell's Duplicitous Demon: The Life and Science of James Clerk MaxwellRating: 4.5 out of 5 stars4.5/5 (20)