You might also like
- Qap PDFDocument11 pagesQap PDFNirajan MarwaitNo ratings yet
- RDSO Norms For Steel Girder FabricationDocument25 pagesRDSO Norms For Steel Girder FabricationSandip DasNo ratings yet
- Irc Code Book For Speed BreakersDocument14 pagesIrc Code Book For Speed BreakersfdsfNo ratings yet
- Is 4218 4 2001Document9 pagesIs 4218 4 2001Milan PitrodaNo ratings yet
- NR Letter Submission of ITP For HSFG BoltsDocument2 pagesNR Letter Submission of ITP For HSFG BoltsLakhwant Singh KhalsaNo ratings yet
- Itp - RoadDocument5 pagesItp - RoadBiswajit BarikNo ratings yet
- Is 6006Document19 pagesIs 6006Sathish KumarNo ratings yet
- 0005 India Regulation On CoatingDocument33 pages0005 India Regulation On Coatingagustinusset100% (2)
- ERW Galvanized Steel Pipes & Specifications GuideDocument5 pagesERW Galvanized Steel Pipes & Specifications GuideShuvro ChakravortyNo ratings yet
- Qap & Inspection Test Plan (Itp) - SimplexDocument50 pagesQap & Inspection Test Plan (Itp) - SimplexN.Prabhu100% (1)
- Rob PSC1Document17 pagesRob PSC1Rohit BaliNo ratings yet
- Adoption of Geo-Composites in Construction of RE WallsDocument1 pageAdoption of Geo-Composites in Construction of RE WallsVijayakrishna SingamsettiNo ratings yet
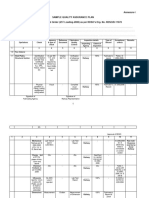
- Quality Assurance Plan for Name of ProjectDocument23 pagesQuality Assurance Plan for Name of ProjectBhawesh Ashu100% (2)
- Inspection and Maintenance of Steel Girders-1Document10 pagesInspection and Maintenance of Steel Girders-1vpmohammedNo ratings yet
- Precast Concrete Pipes (With and Without Reinforcement) - SpecificationDocument54 pagesPrecast Concrete Pipes (With and Without Reinforcement) - SpecificationdarshanNo ratings yet
- Methodology For Water Tightness Test For Expansion JointDocument1 pageMethodology For Water Tightness Test For Expansion Jointvenkateswara rao PothinaNo ratings yet
- Railway Concrete SleeperDocument12 pagesRailway Concrete SleeperDEBOPRASAD BISWAS100% (1)
- PROFILE CORRECTION WITH DENSE-BITUMINOUS MACADAMDocument7 pagesPROFILE CORRECTION WITH DENSE-BITUMINOUS MACADAMmadhu arepelliNo ratings yet
- Bs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Document57 pagesBs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Vvs RayuduNo ratings yet
- L&T Quality Quiz-Sample 1Document3 pagesL&T Quality Quiz-Sample 1balaNo ratings yet
- Initial Vertical Static Load Test: AgencyDocument5 pagesInitial Vertical Static Load Test: AgencyRavi kumarNo ratings yet
- IRC SP 98-2020 Final For EmailDocument18 pagesIRC SP 98-2020 Final For EmailcricketloversiitNo ratings yet
- Frequency of TestsDocument5 pagesFrequency of TestsRayees Ahmad100% (1)
- Apcotrak WBR: Product DescriptionDocument2 pagesApcotrak WBR: Product DescriptionTally AnuNo ratings yet
- IRC SP 075 - 2008 (Retrofitting of Steel Bridges by Prestressing) PDFDocument74 pagesIRC SP 075 - 2008 (Retrofitting of Steel Bridges by Prestressing) PDFkapinjal_No ratings yet
- HSFG Bolts For Rdso DrawingsDocument5 pagesHSFG Bolts For Rdso DrawingschepurthiNo ratings yet
- HMC Spec 002 - Welding and Fabrication of Structural Lifting AppliancesDocument29 pagesHMC Spec 002 - Welding and Fabrication of Structural Lifting AppliancesJohnnyNo ratings yet
- Inspection and Test Plan: Activity: ITP For Inspection of Piling WorksDocument5 pagesInspection and Test Plan: Activity: ITP For Inspection of Piling WorksjitendraNo ratings yet
- 2 - SANFIELD-Quality Manual For Elastomeric BearingsDocument34 pages2 - SANFIELD-Quality Manual For Elastomeric Bearingsghaghra bridge100% (5)
- Is 269-2015 PDFDocument13 pagesIs 269-2015 PDFSabari Nathan100% (1)
- Bridge Load Testing As Per IRC SP 51Document12 pagesBridge Load Testing As Per IRC SP 51IJRASETPublicationsNo ratings yet
- MS For Concrete Repair Works (R0)Document41 pagesMS For Concrete Repair Works (R0)Ashish BhartiNo ratings yet
- Methods For Testing Tar and Bituminous Materials - Sampling of Bituminous MaterialsDocument14 pagesMethods For Testing Tar and Bituminous Materials - Sampling of Bituminous MaterialsDevesh Kumar PandeyNo ratings yet
- Inspection PlatformDocument19 pagesInspection PlatformBALRAJNo ratings yet
- Is 822 Code of Pratice For Inspection of WeldsDocument40 pagesIs 822 Code of Pratice For Inspection of Weldsnarasimhareddy415No ratings yet
- Stopping Anchor Cone Punching with Precast End BlocksDocument13 pagesStopping Anchor Cone Punching with Precast End BlocksSanjay MishraNo ratings yet
- QAP CIVil ConstructionDocument249 pagesQAP CIVil Constructionnitin chaudharyNo ratings yet
- Ministry of Road Transport & Highways (Morth) : Quality Assurance PlanDocument11 pagesMinistry of Road Transport & Highways (Morth) : Quality Assurance Planfevahe756No ratings yet
- Type Design For Speed Breakers Cir Memo Dt.31.1.2014Document6 pagesType Design For Speed Breakers Cir Memo Dt.31.1.2014yedlasNo ratings yet
- Inspection and Maintenance of Steel girders-IRICEN PDFDocument351 pagesInspection and Maintenance of Steel girders-IRICEN PDFANOOP AGRAWALNo ratings yet
- Block 75 Betalghat - SoR - MORD PDFDocument63 pagesBlock 75 Betalghat - SoR - MORD PDFManojNo ratings yet
- Is 7310-1Document23 pagesIs 7310-1rajeshNo ratings yet
- Methodology Well Foundation (R3)Document14 pagesMethodology Well Foundation (R3)jitendra100% (2)
- Directorate General Border Roads Directorate General Border Roads Directorate General Border RoadsDocument14 pagesDirectorate General Border Roads Directorate General Border Roads Directorate General Border RoadsAaron WilsonNo ratings yet
- Guide Book For Training of IRSE ProbationersDocument30 pagesGuide Book For Training of IRSE ProbationersSuyenthan SathishNo ratings yet
- Fabrication of Steel Giders IRS B1-2011Document33 pagesFabrication of Steel Giders IRS B1-2011Civil WorkNo ratings yet
- INSPECTION AND TESTING PLANDocument2 pagesINSPECTION AND TESTING PLANjitendraNo ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- PQP - Kilaraipur PDFDocument53 pagesPQP - Kilaraipur PDFVijendra SharmaNo ratings yet
- DLC Methodology - Nagpur MumbaiDocument13 pagesDLC Methodology - Nagpur MumbaiGanesh Kumar TulabandulaNo ratings yet
- Bored Pile Construction MethodDocument11 pagesBored Pile Construction MethodBrahmam GuruNo ratings yet
- NHAI-CIDB Concession Agreement for Widening Tada-Nellore and Nandigama-Vijayawada SectionsDocument110 pagesNHAI-CIDB Concession Agreement for Widening Tada-Nellore and Nandigama-Vijayawada Sectionsnmsusarla999No ratings yet
- Guidelines For Fabrication of Steel GirderDocument17 pagesGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- MS of Segment Casting - 12345Document7 pagesMS of Segment Casting - 12345Anup SrivastavaNo ratings yet
- Cont QapDocument8 pagesCont QapSse SteelNo ratings yet
- Ranjanpada+Rly+station+QAPDocument7 pagesRanjanpada+Rly+station+QAPSagar BahirjeNo ratings yet
- Qap - Structural Mechanical FabricationDocument8 pagesQap - Structural Mechanical Fabricationbharathi_pmNo ratings yet
- Model Quality Assurance Plan For Pot-Ptfe BearingsDocument8 pagesModel Quality Assurance Plan For Pot-Ptfe Bearingsghaghra bridgeNo ratings yet
- Modelquality Assuranceplanforpot 1Document8 pagesModelquality Assuranceplanforpot 1mouni9301997No ratings yet
- FQP-Structural SteelDocument8 pagesFQP-Structural SteelP.MannaNo ratings yet
- Vici Line Card 2015Document14 pagesVici Line Card 2015Argel Linard Francisco MabagaNo ratings yet
- New Ss 8 OutlineDocument3 pagesNew Ss 8 Outlineapi-251874206No ratings yet
- 1 Catalyst FundamentalsDocument17 pages1 Catalyst FundamentalsSam AnuNo ratings yet
- PTR01 21050 90inst PDFDocument40 pagesPTR01 21050 90inst PDFЯн ПавловецNo ratings yet
- Actor analysis explores decision-making in environmental governanceDocument48 pagesActor analysis explores decision-making in environmental governancerizkyNo ratings yet
- Engineering Design For A Circular Economy - A List of Design GuidelinesDocument1 pageEngineering Design For A Circular Economy - A List of Design Guidelinesmy oneNo ratings yet
- How To VOR WorksDocument23 pagesHow To VOR WorksHai AuNo ratings yet
- Supply Chain Management On The Crossraod To Sustainability: Logistics Research June 2009Document13 pagesSupply Chain Management On The Crossraod To Sustainability: Logistics Research June 2009AKSHAT GHATIANo ratings yet
- The Historical Foundations of Law. Harold BermanDocument13 pagesThe Historical Foundations of Law. Harold BermanespinasdorsalesNo ratings yet
- SMD 40kHz Ultrasonic Transducer MA40H1SR RevGMay 7 2014Document9 pagesSMD 40kHz Ultrasonic Transducer MA40H1SR RevGMay 7 2014robert wengerNo ratings yet
- Knowledge Paper XDocument28 pagesKnowledge Paper XLaurențiu Cătălin NeagoeNo ratings yet
- Powerful and Durable JCB JS200 Tracked ExcavatorDocument6 pagesPowerful and Durable JCB JS200 Tracked ExcavatorMB Viorel100% (1)
- Formulas by LufkinDocument1 pageFormulas by LufkinSebastianCicognaNo ratings yet
- CBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and SaltsDocument11 pagesCBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and Saltsmilind dhamaniyaNo ratings yet
- OYO Case Study SolutionDocument4 pagesOYO Case Study SolutionVIKASH GARGNo ratings yet
- Conditions For The Emergence of Life On The Early Earth: Summary and ReflectionsDocument15 pagesConditions For The Emergence of Life On The Early Earth: Summary and Reflectionsapi-3713202No ratings yet
- Computer Organization and Assembly Language: Lecture 1 - Basic ConceptsDocument13 pagesComputer Organization and Assembly Language: Lecture 1 - Basic ConceptsNosreffejDelRosarioNo ratings yet
- Presentation on Indentured LabourersDocument10 pagesPresentation on Indentured LabourersAshis karmakar100% (1)
- XII Class Assignment Programs 2023-24Document8 pagesXII Class Assignment Programs 2023-24Sudhir KumarNo ratings yet
- Art for Ages 1-3 Focuses on DevelopmentDocument3 pagesArt for Ages 1-3 Focuses on DevelopmentPresley AbrauNo ratings yet
- User Manual: Rider 320Document46 pagesUser Manual: Rider 320SarahNo ratings yet
- Oral Communication Skills Assessment Republic of the PhilippinesDocument3 pagesOral Communication Skills Assessment Republic of the PhilippinesMarissa UrnosNo ratings yet
- Kütahya between the Lines: Uncovering Historical Insights from Post-Medieval CeramicsDocument24 pagesKütahya between the Lines: Uncovering Historical Insights from Post-Medieval Ceramicslatinist1No ratings yet
- Database AwsDocument15 pagesDatabase AwsHareesha N GNo ratings yet
- DS-RTCD905 H6W4Document2 pagesDS-RTCD905 H6W4david fonsecaNo ratings yet
- Sop For FatDocument6 pagesSop For Fatahmed ismailNo ratings yet
- Junguian PsychotherapyDocument194 pagesJunguian PsychotherapyRene Galvan Heim100% (13)
- Price Action - Japanese Candlestick Patterns SheetDocument4 pagesPrice Action - Japanese Candlestick Patterns SheetVicaas VSNo ratings yet
- Segmentation: NIVEA Sun Case Study Summary Downloaded From The Times 100 Edition 11Document2 pagesSegmentation: NIVEA Sun Case Study Summary Downloaded From The Times 100 Edition 11Boon-Pin NgNo ratings yet
- Why War: Einstein and Freud's Little-Known Correspondence On Violence, Peace, and Human Nature by Maria PopovaDocument24 pagesWhy War: Einstein and Freud's Little-Known Correspondence On Violence, Peace, and Human Nature by Maria PopovaVagueBlurNo ratings yet