You might also like
- 5 Methods To Determine Preheat TemperatureDocument4 pages5 Methods To Determine Preheat TemperatureMohamed AtefNo ratings yet
- What Is PreheatDocument3 pagesWhat Is PreheatFarid Ahmed KhwajaNo ratings yet
- Welding PreheatDocument2 pagesWelding PreheatsjmudaNo ratings yet
- On PreheatingDocument22 pagesOn PreheatingYYNo ratings yet
- What Is PreheatDocument4 pagesWhat Is PreheatahmedNo ratings yet
- Ingenieria de La Soldadura PDFDocument11 pagesIngenieria de La Soldadura PDFedscesc10100% (1)
- Fundamentals of PreheatDocument2 pagesFundamentals of PreheatErivaldo ConstantNo ratings yet
- Heat Input Values For Any Particular MaterialDocument4 pagesHeat Input Values For Any Particular MaterialsickandarhotmailNo ratings yet
- A Primer Weldment Preheating Interpass Temperature: On andDocument4 pagesA Primer Weldment Preheating Interpass Temperature: On andMuhammed Hisham HNo ratings yet
- PreheatDocument2 pagesPreheatZoe ToNo ratings yet
- Why Preheating & Interpass Temperature RequiredDocument4 pagesWhy Preheating & Interpass Temperature RequiredMohammad RizwanNo ratings yet
- Electric Process HeatersDocument14 pagesElectric Process Heatersjdgh1986100% (1)
- Qa-Rkm-Techdoc-Ht-A6 - PreheatDocument3 pagesQa-Rkm-Techdoc-Ht-A6 - PreheatmiteshNo ratings yet
- STRESS RELIEVING (Postweld Heat Treatment) : Page 1 of 3Document3 pagesSTRESS RELIEVING (Postweld Heat Treatment) : Page 1 of 3Waqas WaqasNo ratings yet
- An103 PDFDocument3 pagesAn103 PDFabdulyunus_amirNo ratings yet
- Heat Treatment of Welded JointsDocument3 pagesHeat Treatment of Welded JointsJlkKumarNo ratings yet
- Heat Treatment of Magnesium Alloys: Standard Practice ForDocument7 pagesHeat Treatment of Magnesium Alloys: Standard Practice ForJordanNo ratings yet
- B U L L E T I N: Application EngineeringDocument5 pagesB U L L E T I N: Application EngineeringMaria DazaNo ratings yet
- 10 Steps To LF Array ReworkDocument3 pages10 Steps To LF Array ReworkdilipjraneNo ratings yet
- Abschreckmedien EDocument24 pagesAbschreckmedien EhsemargNo ratings yet
- Heat Treatment - What Is ItDocument3 pagesHeat Treatment - What Is ItRobinNo ratings yet
- ANSI MV TechTopics84 EN PDFDocument3 pagesANSI MV TechTopics84 EN PDFKanlaya ChungjutikulNo ratings yet
- Welding En8Document2 pagesWelding En8ssip officeNo ratings yet
- Five Steps To Improving Die PerformanceDocument5 pagesFive Steps To Improving Die Performanceromanhawranek100% (1)
- Risk in Heat Treatment WhitepaperDocument12 pagesRisk in Heat Treatment Whitepapervelan73No ratings yet
- Congealing Point of Petroleum Waxes, Including Petrolatum: Standard Test Method ForDocument3 pagesCongealing Point of Petroleum Waxes, Including Petrolatum: Standard Test Method ForahmedNo ratings yet
- Engine Coolant Stagnation in Flux-Brazed Aluminum Heat ExchangersDocument4 pagesEngine Coolant Stagnation in Flux-Brazed Aluminum Heat ExchangersasmaNo ratings yet
- Why Is Preheating NecessaryDocument3 pagesWhy Is Preheating NecessaryahmedNo ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Asme Criteria For Welding PreheatingDocument2 pagesAsme Criteria For Welding PreheatingsauloctNo ratings yet
- PR HT Req PpsDocument34 pagesPR HT Req PpspanduranganraghuramaNo ratings yet
- Described As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Document2 pagesDescribed As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Trịnh Quốc TuyếnNo ratings yet
- ASTM E1 07 (溫度計)Document14 pagesASTM E1 07 (溫度計)hunting.chenNo ratings yet
- Heat TreatmentDocument14 pagesHeat TreatmentHee Wee JianNo ratings yet
- A Simplified Guide To Heat Treating Tool SteelsDocument3 pagesA Simplified Guide To Heat Treating Tool SteelsАнна КокоеваNo ratings yet
- ngoài lề đồ án chuyên ngànhDocument5 pagesngoài lề đồ án chuyên ngànhTu LaiNo ratings yet
- HCrSection5secured PDFDocument18 pagesHCrSection5secured PDFtiago_mataoNo ratings yet
- D RP Heat Transfer Fluid: OwthermDocument24 pagesD RP Heat Transfer Fluid: Owthermhmudassir_1No ratings yet
- D6200-01 (2012) Standard Test Method For DeterminatioDocument6 pagesD6200-01 (2012) Standard Test Method For DeterminatioZainabNo ratings yet
- Astm D93 20Document11 pagesAstm D93 20ammarNo ratings yet
- K5Document1 pageK5Branko FerenčakNo ratings yet
- Why Burn in Boards Is Crucial in Semiconductor ManufacturingDocument5 pagesWhy Burn in Boards Is Crucial in Semiconductor ManufacturingjackNo ratings yet
- Need of Pre Heating When WeldingDocument10 pagesNeed of Pre Heating When WeldingRishi oberaiNo ratings yet
- E1-13-ASTM-Liquid in Glass ThermometersDocument50 pagesE1-13-ASTM-Liquid in Glass Thermometersderek vaughnNo ratings yet
- Welding Repair For Structural Cracks: GeneralDocument3 pagesWelding Repair For Structural Cracks: Generallaz_kNo ratings yet
- Astm E-1Document51 pagesAstm E-1Laura Veloz100% (1)
- Controlling Hot Oil Temperatures in Plastic ApplicationsDocument12 pagesControlling Hot Oil Temperatures in Plastic ApplicationsDeepak bhattNo ratings yet
- Punto de Chispa D93.21085-1Document16 pagesPunto de Chispa D93.21085-1MAYRA FERNANDA CARVAJAL CRIOLLONo ratings yet
- Heat SinkDocument7 pagesHeat SinkbharatsharmamechNo ratings yet
- Hydrocarbon Dew Point - Critical Considerations For Natural Gas Turbine InstallationsDocument6 pagesHydrocarbon Dew Point - Critical Considerations For Natural Gas Turbine InstallationsLuisAngelCordovadeSanchezNo ratings yet
- FAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowDocument2 pagesFAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowSubhra S SanyalNo ratings yet
- D93 Flash Point by Pensky-Martens Closed Cup Tester PDFDocument18 pagesD93 Flash Point by Pensky-Martens Closed Cup Tester PDFOscar CampoNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Boiler Control Systems Engineering, Second EditionFrom EverandBoiler Control Systems Engineering, Second EditionRating: 4.5 out of 5 stars4.5/5 (15)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Ewac Alloys Limited: Uan No Aadhar NoDocument1 pageEwac Alloys Limited: Uan No Aadhar NoNapoleon DasNo ratings yet
- Steel Steel Steel Steel Steel: M G - S M M F CDocument2 pagesSteel Steel Steel Steel Steel: M G - S M M F CNapoleon DasNo ratings yet
- IFFCODocument1 pageIFFCONapoleon DasNo ratings yet
- Larsen & Toubro Limited: ProblemsDocument3 pagesLarsen & Toubro Limited: ProblemsNapoleon DasNo ratings yet
- Offer of Kiln TyreDocument3 pagesOffer of Kiln TyreNapoleon DasNo ratings yet
- Offer For Kiln Tyre Crack Repair - DroliaDocument5 pagesOffer For Kiln Tyre Crack Repair - DroliaNapoleon Das100% (1)
- Offer For 7888T - SEMLDocument3 pagesOffer For 7888T - SEMLNapoleon DasNo ratings yet
- Offer For Aluminising TSLDocument4 pagesOffer For Aluminising TSLNapoleon DasNo ratings yet
- General Offer CDPDocument3 pagesGeneral Offer CDPNapoleon DasNo ratings yet
- Appendix To Incentive Letter Issued For 2014-2015Document2 pagesAppendix To Incentive Letter Issued For 2014-2015Napoleon DasNo ratings yet
- General Offer SleevesDocument2 pagesGeneral Offer SleevesNapoleon DasNo ratings yet
- Training Offer 1Document2 pagesTraining Offer 1Napoleon DasNo ratings yet
- Loco Wheel - AMBUJADocument5 pagesLoco Wheel - AMBUJANapoleon DasNo ratings yet
- Quotation Details: Userid: #U62Jn#Ud&, Vendor Code: La23 (Larsen & Toubro LTD.) Enquiry NoDocument1 pageQuotation Details: Userid: #U62Jn#Ud&, Vendor Code: La23 (Larsen & Toubro LTD.) Enquiry NoNapoleon DasNo ratings yet
- 2-Ewac o 521Document1 page2-Ewac o 521Napoleon DasNo ratings yet
- Kalyani Saarloha, PuneDocument1 pageKalyani Saarloha, PuneNapoleon DasNo ratings yet
- Quotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteDocument1 pageQuotation Details: 100% Within 30 Days of Stfy RCPT of Matl at SiteNapoleon DasNo ratings yet
- Training Report - BPCL - Oman Bina RefineryDocument15 pagesTraining Report - BPCL - Oman Bina RefineryNapoleon DasNo ratings yet
- XuperFab E2209-17Document1 pageXuperFab E2209-17Napoleon DasNo ratings yet
- High Alloyed Flux Core Wire For Welding Dissimilar Steels and Unknown SteelsDocument1 pageHigh Alloyed Flux Core Wire For Welding Dissimilar Steels and Unknown SteelsNapoleon DasNo ratings yet
- 34-NanoCarb 110Document1 page34-NanoCarb 110Napoleon DasNo ratings yet
- Factors Influencing Hydrogen Induced CrackingDocument3 pagesFactors Influencing Hydrogen Induced CrackingNapoleon DasNo ratings yet
- CPHFD 011Document7 pagesCPHFD 011Napoleon DasNo ratings yet
- Appreciation LetterDocument1 pageAppreciation LetterNapoleon DasNo ratings yet
- ODHRM - Analysis of Star Pharma CaseDocument6 pagesODHRM - Analysis of Star Pharma CaseNapoleon DasNo ratings yet
- Spring SteelDocument4 pagesSpring SteelNapoleon DasNo ratings yet
- Flight International 13 November 2018Document52 pagesFlight International 13 November 2018Adrian BistreanuNo ratings yet
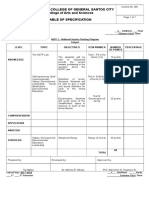
- NSTP 1 - TosDocument2 pagesNSTP 1 - TosTaj NgilayNo ratings yet
- Shashwatchaudhary - Synopsis - Master - CalculaterDocument6 pagesShashwatchaudhary - Synopsis - Master - CalculaterShashwat ChaudharyNo ratings yet
- Journal Entries: Edgar DetoyaDocument17 pagesJournal Entries: Edgar DetoyaAntonNo ratings yet
- Dennis Funa Vs The Chairman, Comission On Audit, Reynaldo Villar GR 192791 (April 24, 2012)Document2 pagesDennis Funa Vs The Chairman, Comission On Audit, Reynaldo Villar GR 192791 (April 24, 2012)Lu Cas100% (1)
- Animal 10 Summative 4Document4 pagesAnimal 10 Summative 4Maricar RaymundoNo ratings yet
- Evraz Highveld SteelDocument6 pagesEvraz Highveld SteelCaio VaccariNo ratings yet
- Becky's Feasibility Study Project QuestionnaireDocument3 pagesBecky's Feasibility Study Project Questionnaireschu14662045No ratings yet
- Chinese Visa Form 2023Document3 pagesChinese Visa Form 2023Darren Kent BayocotNo ratings yet
- Reyes Vs HRET GR 221103Document20 pagesReyes Vs HRET GR 221103Di JoyaNo ratings yet
- 024 - Abuse of Authority by A Majority of Shareholders in A Company (380-409) .UnlockedDocument30 pages024 - Abuse of Authority by A Majority of Shareholders in A Company (380-409) .UnlockedAlishaNo ratings yet
- Composition and Construction of ECD-V3 Pump SystemDocument4 pagesComposition and Construction of ECD-V3 Pump SystemВячеслав ГлушакNo ratings yet
- Just in Time Production of BMWDocument29 pagesJust in Time Production of BMWloyu5967% (3)
- Iveco Especificaciones y Diagramas Stralis Trakker 2 PDFDocument4 pagesIveco Especificaciones y Diagramas Stralis Trakker 2 PDFSaidi JalelNo ratings yet
- 111 Ip Law 222Document81 pages111 Ip Law 222Leoni Francis LagramaNo ratings yet
- Katrine PHD ThesisDocument207 pagesKatrine PHD ThesiszewhiteNo ratings yet
- Codigos TV SMK SAM UniversalDocument16 pagesCodigos TV SMK SAM UniversalJeff KbreraNo ratings yet
- Knowledge Work & Human CapitalDocument2 pagesKnowledge Work & Human Capitalchandnioptom100% (2)
- Building Regulations NotesDocument6 pagesBuilding Regulations NotesElliot Wells100% (1)
- CE5 - Unit 3.cd - HomeworkDocument9 pagesCE5 - Unit 3.cd - HomeworkDuong Hoai DinhNo ratings yet
- Upa 150CDocument40 pagesUpa 150CRené Sebastián Sabando Varas0% (1)
- TQMDocument6 pagesTQMHamza Dawid HamidNo ratings yet
- Bosch CM Coach enDocument21 pagesBosch CM Coach enHélder AraujoNo ratings yet
- Determination of ZIP Parameters With Least Squares Optimization MethodDocument6 pagesDetermination of ZIP Parameters With Least Squares Optimization MethodEmmanuel PugaNo ratings yet
- Lecture 4 On Wind SystemDocument57 pagesLecture 4 On Wind SystemNaman NepalNo ratings yet
- LNG SummitDocument19 pagesLNG SummitRoozbeh PNo ratings yet
- Eva I01-20230505Document11 pagesEva I01-20230505Digvijay KumarNo ratings yet
- 16.order ListsDocument4 pages16.order ListsHashiim TahirNo ratings yet
- Confluence Ideathon 2021 X Serendipity Arts Foundation - Concept Document...Document9 pagesConfluence Ideathon 2021 X Serendipity Arts Foundation - Concept Document...sri balachandarNo ratings yet