You might also like
- Construction of Residential Building PDFDocument39 pagesConstruction of Residential Building PDFumasree40% (5)
- Sieve Analysis: Plate No. 1Document8 pagesSieve Analysis: Plate No. 1carl steven BicoNo ratings yet
- Design of A Deep Tube WellDocument3 pagesDesign of A Deep Tube Wellsourav100% (2)
- SR-CPWD Vol-IIDocument503 pagesSR-CPWD Vol-IIpooja s100% (4)
- Proof RollingDocument33 pagesProof Rollingazcomp100% (8)
- Sand Control Test: AFS Grain Fineness NumberDocument5 pagesSand Control Test: AFS Grain Fineness NumberDhananjay Shimpi100% (2)
- Experiment of AFS PDFDocument5 pagesExperiment of AFS PDFDogukan özdemirNo ratings yet
- Lampiran Mekanika Tanah Berdasarkan Pengujian CPT (Sondir) : Kedalaman QC QC FR Jenis Tanah M kg/Cm2 Bar %Document4 pagesLampiran Mekanika Tanah Berdasarkan Pengujian CPT (Sondir) : Kedalaman QC QC FR Jenis Tanah M kg/Cm2 Bar %dilaNo ratings yet
- LAB Report # 3: Submitted byDocument4 pagesLAB Report # 3: Submitted byUsman GujjarNo ratings yet
- Mechanical Analysis of SoilDocument9 pagesMechanical Analysis of SoilNimish MadananNo ratings yet
- Lab 3 - Group 1Document3 pagesLab 3 - Group 1Pilar MNo ratings yet
- To Study Texture of The SoilDocument6 pagesTo Study Texture of The SoilAman kantNo ratings yet
- Sieve Shaker Analysis of Soil SampleDocument2 pagesSieve Shaker Analysis of Soil SampleKashif RazaqNo ratings yet
- Moulding Sand PropertiesDocument6 pagesMoulding Sand PropertiesChinmay Das100% (1)
- Book 3Document8 pagesBook 3Top anNo ratings yet
- Prac 2 Seive AnalysisDocument8 pagesPrac 2 Seive AnalysisPaul RwomwijhuNo ratings yet
- Sieve AnalysisDocument8 pagesSieve AnalysisjahangeerNo ratings yet
- Vol-2 Buku-2-Data Hasil Sondir & Boring SUTT PT - Silo-Inc.1 Phi FinalDocument119 pagesVol-2 Buku-2-Data Hasil Sondir & Boring SUTT PT - Silo-Inc.1 Phi Finalvideo irfanNo ratings yet
- Mechanical Analysis of SoilDocument8 pagesMechanical Analysis of Soilmp SinghNo ratings yet
- SAND TESTING GFN LAB REPORTDocument7 pagesSAND TESTING GFN LAB REPORTmfadzliabrNo ratings yet
- By A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocument19 pagesBy A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanNo ratings yet
- Concrete NotesDocument37 pagesConcrete Notesကိုနေဝင်းNo ratings yet
- Perhitungan Mektan Kelompok 1Document39 pagesPerhitungan Mektan Kelompok 1Jasinta Lizarni PutriNo ratings yet
- CE 331: Soil Mechanics Assignment No. 1: Date: 8 Aug 2012 Aug 2012Document2 pagesCE 331: Soil Mechanics Assignment No. 1: Date: 8 Aug 2012 Aug 2012Sandeep BoraNo ratings yet
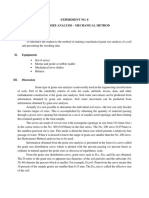
- Experiment No. 8 Grain-Size Analysis - Mechanical MethodDocument5 pagesExperiment No. 8 Grain-Size Analysis - Mechanical MethodJL TubilNo ratings yet
- Soil Ex2Document7 pagesSoil Ex2Azeezan AlessaNo ratings yet
- 24th Ra AbstractDocument9 pages24th Ra AbstractRanjan Kumar YadavNo ratings yet
- Khwopa Engineering College: Construction MaterialDocument7 pagesKhwopa Engineering College: Construction MaterialLaxmi Narayan GurungNo ratings yet
- Assignment 4 (Filtration, Disinfection & Softening) : Water Treatment (Ceng 5403)Document3 pagesAssignment 4 (Filtration, Disinfection & Softening) : Water Treatment (Ceng 5403)አድሜ ልስልሱNo ratings yet
- MM 551 Instruction Sheets FinalDocument9 pagesMM 551 Instruction Sheets FinalNaval vermaNo ratings yet
- Proyek Jembatan Perumahan Nelayan, Kappa, Aceh Timur Perhitungan Daya Dukung Dengan Menggunakan Data BH-01 Metode SPTDocument4 pagesProyek Jembatan Perumahan Nelayan, Kappa, Aceh Timur Perhitungan Daya Dukung Dengan Menggunakan Data BH-01 Metode SPTrahmadNo ratings yet
- Asignac Recursos RedDocument5 pagesAsignac Recursos RedLilian RosarioNo ratings yet
- Laporan Mingguan: NO Uraian Pekerjaan SAT Bobot Kontrak % Progres %Document4 pagesLaporan Mingguan: NO Uraian Pekerjaan SAT Bobot Kontrak % Progres %dyah ayuNo ratings yet
- Sieve Analysis-: Kabul University Engineering Faculty Civil DepartmentDocument5 pagesSieve Analysis-: Kabul University Engineering Faculty Civil DepartmentAssad YaqubiNo ratings yet
- Watershed PDFDocument41 pagesWatershed PDFCARMEN CANALNo ratings yet
- Xappx 9 - Talbots Culvert TableDocument1 pageXappx 9 - Talbots Culvert TableMichael Migwi NgigiNo ratings yet
- k7Document278 pagesk7ZatAdiktifNo ratings yet
- LCE Anggaran Tower Air DBRDocument23 pagesLCE Anggaran Tower Air DBRIvanda JulioNo ratings yet
- Product Particulars & Costing of Table Linen/ CurtainsDocument10 pagesProduct Particulars & Costing of Table Linen/ CurtainsVilas Kunhikannan KunhikannanNo ratings yet
- Table Standar Pipa.xlsxDocument12 pagesTable Standar Pipa.xlsxpanjiajinugroho23No ratings yet
- 123Document11 pages123AhmedNo ratings yet
- Grain Size DistributionDocument4 pagesGrain Size Distributionirfan bashirNo ratings yet
- Tabel Data SondirDocument9 pagesTabel Data SondirPramudyo Bayu Pamungkas, S.T.No ratings yet
- Tol Moker II Soil Investigation ReportDocument77 pagesTol Moker II Soil Investigation ReportYoga Rahmatullah MalwiNo ratings yet
- Uji SondirDocument11 pagesUji SondirHamidAffandyNo ratings yet
- Uraian Hasil: 1. Sondir: SondirDocument7 pagesUraian Hasil: 1. Sondir: SondirShofyan AliibrohimNo ratings yet
- Loc 1 - Carta BioclimáticaDocument43 pagesLoc 1 - Carta BioclimáticaEDITH OLVERANo ratings yet
- Rayak@f/5ul S-3: CPT LogDocument2 pagesRayak@f/5ul S-3: CPT Logjupz_freeNo ratings yet
- Grinzi GM1 GM2 GM3 GM4Document1 pageGrinzi GM1 GM2 GM3 GM4idaNo ratings yet
- Latihan Soal AdsorpsiDocument2 pagesLatihan Soal AdsorpsiRana FazzuraNo ratings yet
- Sondir - Uraian Hasil PraktikumDocument9 pagesSondir - Uraian Hasil PraktikumDendy Rizky PrabowoNo ratings yet
- Marshal Stability TestDocument17 pagesMarshal Stability TestNEHANo ratings yet
- Pengkajian PHBS di 35 Puskesmas di Kabupaten BanyumasDocument98 pagesPengkajian PHBS di 35 Puskesmas di Kabupaten BanyumasANDRI SYAMSI KURNIAWANNo ratings yet
- Practica 3 - Ancona, Calan, Pech, Saenz. Tun 2B MIDocument5 pagesPractica 3 - Ancona, Calan, Pech, Saenz. Tun 2B MIRandom NauticaNo ratings yet
- 3 SandDocument33 pages3 SandMd Rakibul HasanNo ratings yet
- UNIVERSITAS NEGERI GORONTALO SOIL LAB REPORTDocument23 pagesUNIVERSITAS NEGERI GORONTALO SOIL LAB REPORTEko PrasetiyoNo ratings yet
- Particle Size Analysis: Sieve Analysis of SoilDocument8 pagesParticle Size Analysis: Sieve Analysis of Soilhey cuteNo ratings yet
- Alat Tes Sondir dan FungsinyaDocument9 pagesAlat Tes Sondir dan FungsinyaRifka AmaliaNo ratings yet
- SoilData - Group5Document8 pagesSoilData - Group5PUTRA MAHENDRA KUSUMA AJINo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Water Retention and Drainage in Bonsai Soil: by Brian Heltsley, Ithaca, NYDocument9 pagesWater Retention and Drainage in Bonsai Soil: by Brian Heltsley, Ithaca, NYD. D. WoodworkingNo ratings yet
- Estimate - Concrete - PPTX Filename - UTF-8''Estimate ConcreteDocument92 pagesEstimate - Concrete - PPTX Filename - UTF-8''Estimate Concreteallen 5222No ratings yet
- Anexo A3 DataDocument27 pagesAnexo A3 DataDavid DonosoNo ratings yet
- SAWS-EnG-0631 Fine Materials For Pipe EmbedmentDocument27 pagesSAWS-EnG-0631 Fine Materials For Pipe Embedmentpirke2412No ratings yet
- Megaflo Installation Guidelines m144!09!15Document4 pagesMegaflo Installation Guidelines m144!09!15budhikhaNo ratings yet
- Is 1642Document20 pagesIs 1642JGD123No ratings yet
- 20141203043222547e9256a0bc6Document17 pages20141203043222547e9256a0bc6Dielon PatikNo ratings yet
- Estimate-Csg For Slab and Walls Per Square MetersDocument2 pagesEstimate-Csg For Slab and Walls Per Square MetersRoland CepedaNo ratings yet
- Plumbing and Fire Fighting Sample BoqDocument30 pagesPlumbing and Fire Fighting Sample BoqNon Etabas GadnatamNo ratings yet
- Assessment of Mangrove Species and Its Relation To Soil Substrates in Malapatan, Sarangani Province, PhilippinesDocument8 pagesAssessment of Mangrove Species and Its Relation To Soil Substrates in Malapatan, Sarangani Province, PhilippinesInternational Network For Natural SciencesNo ratings yet
- Concrete Estimation GuideDocument31 pagesConcrete Estimation GuideErile SergioNo ratings yet
- How To Check Quality of Sand On Site - CivilreadDocument9 pagesHow To Check Quality of Sand On Site - CivilreadbilalNo ratings yet
- AggregatesDocument74 pagesAggregatesSolomon Alangs100% (3)
- Sand ContentDocument1 pageSand ContentOkhiku JosephNo ratings yet
- Pile Load TestDocument90 pagesPile Load Testgopinerd100% (2)
- Modelling and Simulation of Explosions in Soil Interacting With Deformable StructuresDocument2 pagesModelling and Simulation of Explosions in Soil Interacting With Deformable StructuresradhakrishnanNo ratings yet
- Partial Replacement of River Sand With Quarry Rock DustDocument8 pagesPartial Replacement of River Sand With Quarry Rock DustDharma banothuNo ratings yet
- detailed-project-report_csebDocument23 pagesdetailed-project-report_csebdrlikhithrajNo ratings yet
- CPWD Analysis of Rates 2012Document3,100 pagesCPWD Analysis of Rates 2012bd_gupta_3100% (1)
- AgricultureDocument47 pagesAgriculturecaneNo ratings yet
- Drilling ToolsDocument88 pagesDrilling ToolsSanja RadovicNo ratings yet
- Soil and Its Origin SoilDocument10 pagesSoil and Its Origin SoilFrancis Jem ReyesNo ratings yet
- A guide to core logging for rock engineeringDocument23 pagesA guide to core logging for rock engineeringAliAl-naqaNo ratings yet
- Sikafloor - 325: 2-Part PUR Resin Self Smoothing Screed and Seal CoatDocument6 pagesSikafloor - 325: 2-Part PUR Resin Self Smoothing Screed and Seal Coatthe pilotNo ratings yet
- Use of Marginal Materials in Road WorksDocument4 pagesUse of Marginal Materials in Road WorksESSENCE - International Journal for Environmental Rehabilitation and ConservaionNo ratings yet
- # # # # # # Figures BidderDocument22 pages# # # # # # Figures BiddersivagaaneshNo ratings yet
- Silica Profile: Uses, Production and Exploration in NBDocument8 pagesSilica Profile: Uses, Production and Exploration in NBVellia AzoraNo ratings yet