0% found this document useful (0 votes)
5K views5 pagesVMC Slot Programing
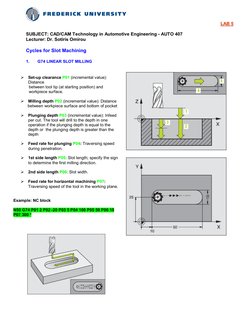
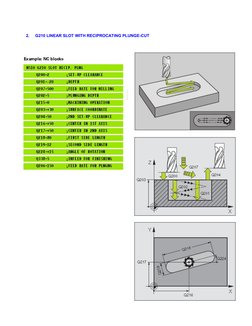
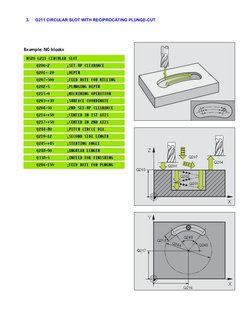
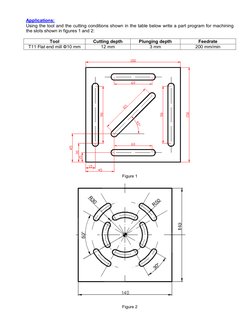
The document discusses different canned cycles for slot milling in CAD/CAM, including linear slot milling using G74 and linear and circular slot milling with reciprocating plunge cuts using G210 and G211. It provides examples of the parameters used for the G74 cycle and assigns a lab to have students write a CNC program to machine linear and circular slots on a part using the appropriate canned cycles and simulation software.
Uploaded by
Mechanical FactsCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
5K views5 pagesVMC Slot Programing
The document discusses different canned cycles for slot milling in CAD/CAM, including linear slot milling using G74 and linear and circular slot milling with reciprocating plunge cuts using G210 and G211. It provides examples of the parameters used for the G74 cycle and assigns a lab to have students write a CNC program to machine linear and circular slots on a part using the appropriate canned cycles and simulation software.
Uploaded by
Mechanical FactsCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd