You might also like
- Part 185 Project Saves Time and Money For Amerada HessDocument1 pagePart 185 Project Saves Time and Money For Amerada Hessravindra_jivaniNo ratings yet
- Part 189 What Is GalvanisingDocument2 pagesPart 189 What Is Galvanisingravindra_jivaniNo ratings yet
- Part 190 Techniques To Weld Repair Hot Section Gas Turbine BladesDocument1 pagePart 190 Techniques To Weld Repair Hot Section Gas Turbine Bladesravindra_jivaniNo ratings yet
- Part 191 Material Issues and Repair of Hot Section Gas Turbine BladesDocument2 pagesPart 191 Material Issues and Repair of Hot Section Gas Turbine Bladesravindra_jivani100% (1)
- Part 187 Material Performance in Hydrogen Chloride EnvironmentsDocument2 pagesPart 187 Material Performance in Hydrogen Chloride Environmentsravindra_jivaniNo ratings yet
- PART 184 Hydrogen Embrittlement TestingDocument1 pagePART 184 Hydrogen Embrittlement Testingravindra_jivaniNo ratings yet
- Part 180 Ir and BCF Weld Differences For Thermoplastic PipingDocument1 pagePart 180 Ir and BCF Weld Differences For Thermoplastic Pipingravindra_jivaniNo ratings yet
- Part 181 What Thermoplastic Materials Can Be Hot Plate WeldedDocument1 pagePart 181 What Thermoplastic Materials Can Be Hot Plate Weldedravindra_jivaniNo ratings yet
- Part 188 What Is Explosive CladdingDocument1 pagePart 188 What Is Explosive Claddingravindra_jivaniNo ratings yet
- PART 182 What Is Polymer WeldingDocument3 pagesPART 182 What Is Polymer Weldingravindra_jivaniNo ratings yet
- Quick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsDocument2 pagesQuick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsravindra_jivaniNo ratings yet
- PART 183 What Is Orbital Welding of ThermoplasticsDocument1 pagePART 183 What Is Orbital Welding of Thermoplasticsravindra_jivaniNo ratings yet
- PART 170 How Can I Minimise Weld Splash, For Resistance Spot Weld Quality and Safety ReasonsDocument2 pagesPART 170 How Can I Minimise Weld Splash, For Resistance Spot Weld Quality and Safety Reasonsravindra_jivaniNo ratings yet
- PART 179 What Are The Typical Applications For Hot Plate WeldingDocument1 pagePART 179 What Are The Typical Applications For Hot Plate Weldingravindra_jivaniNo ratings yet
- PART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I UseDocument2 pagesPART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I Useravindra_jivaniNo ratings yet
- PART 168 How Can I Minimise Electrode Wear in Resistance Spot WeldingDocument2 pagesPART 168 How Can I Minimise Electrode Wear in Resistance Spot Weldingravindra_jivaniNo ratings yet
- PART 163 Welding Consumables - Part 2Document3 pagesPART 163 Welding Consumables - Part 2ravindra_jivaniNo ratings yet
- Part 172 Are There Any Differences Between Fracture Toughness Tests Carried Out To BS 7448 and Those Using Astm E1820Document2 pagesPart 172 Are There Any Differences Between Fracture Toughness Tests Carried Out To BS 7448 and Those Using Astm E1820ravindra_jivaniNo ratings yet
- PART 167 What Electrode Material Should I Use For Resistance Spot WeldingDocument1 pagePART 167 What Electrode Material Should I Use For Resistance Spot Weldingravindra_jivaniNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDocument2 pagesPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniNo ratings yet
- PART 162 Welding Consumables - Part 1Document3 pagesPART 162 Welding Consumables - Part 1ravindra_jivaniNo ratings yet
- PART 164 Welding Consumables - Part 4 - GAS SHIELDED CONSUMABLESDocument3 pagesPART 164 Welding Consumables - Part 4 - GAS SHIELDED CONSUMABLESravindra_jivaniNo ratings yet
- PART 164 Welding Consumables - Part 3Document6 pagesPART 164 Welding Consumables - Part 3ravindra_jivaniNo ratings yet
- PART 159 What Is Tungsten Inert Gas (TIG) WeldingDocument4 pagesPART 159 What Is Tungsten Inert Gas (TIG) Weldingravindra_jivaniNo ratings yet
- PART 161 Resistance and Mechanical JoiningDocument2 pagesPART 161 Resistance and Mechanical Joiningravindra_jivaniNo ratings yet
- PART 165 Welding Consumables - Part 5 - MIG MAG AND CORED CARBON STEEL WIRESDocument5 pagesPART 165 Welding Consumables - Part 5 - MIG MAG AND CORED CARBON STEEL WIRESravindra_jivaniNo ratings yet
- PART 160 What Is Plasma Arc WeldingDocument1 pagePART 160 What Is Plasma Arc Weldingravindra_jivaniNo ratings yet
- Narrow Gap Welding GuideDocument1 pageNarrow Gap Welding Guideravindra_jivaniNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
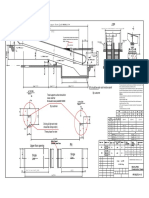
- 191114-Drawing VR1000-0 5-10-R4000 Sanur Building PDFDocument1 page191114-Drawing VR1000-0 5-10-R4000 Sanur Building PDFDaveNo ratings yet
- Highway 2ndDocument4 pagesHighway 2ndVeronica SandersNo ratings yet
- Bulwark Profile 23rd DecDocument138 pagesBulwark Profile 23rd DecMohanakrishnan SNo ratings yet
- Beam DesignDocument3 pagesBeam DesignDeepak SahNo ratings yet
- IET Lecture LV Wiring Design September 14Document36 pagesIET Lecture LV Wiring Design September 14HP LooiNo ratings yet
- Bv421 Pressure Reducing ValveDocument4 pagesBv421 Pressure Reducing ValveFAIYAZ AHMEDNo ratings yet
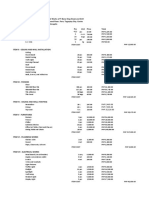
- Interior Fitting Out Works Bill of MaterialsDocument15 pagesInterior Fitting Out Works Bill of MaterialsAnn MoralesNo ratings yet
- Arch Bridge Code-ACS-8 PDFDocument8 pagesArch Bridge Code-ACS-8 PDFshobhit mohtaNo ratings yet
- NTP 20Document1 pageNTP 20RBV DESIGN & BUILD SERVICESNo ratings yet
- g3 Food Preparation Prevention Contamination 1st Edition Amendment2Document22 pagesg3 Food Preparation Prevention Contamination 1st Edition Amendment2Sam LeungNo ratings yet
- UPVC Panel Door Brochure1Document40 pagesUPVC Panel Door Brochure1Focus WindowsNo ratings yet
- TOP/05 is flexible friction material for brake padsDocument1 pageTOP/05 is flexible friction material for brake padsMarcos LópezNo ratings yet
- Replace Parallel Flow Condenser When Compressor FailsDocument2 pagesReplace Parallel Flow Condenser When Compressor FailsJorge MatteyNo ratings yet
- Supply-Air Temperature Sensor InstallationDocument2 pagesSupply-Air Temperature Sensor InstallationRyn El FaustoNo ratings yet
- UAE Fire Code - BMS RoomDocument1 pageUAE Fire Code - BMS RoomAkhil VijaiNo ratings yet
- Blind Rivet Nuts IP68Document8 pagesBlind Rivet Nuts IP68Tareq JildehNo ratings yet
- View ContentDocument10 pagesView ContentKing1971No ratings yet
- Elevette Design-Guide-1000Document26 pagesElevette Design-Guide-1000Agnelo FernandesNo ratings yet
- Self Healing Asphalt Pavement Btech Seminar ReportDocument29 pagesSelf Healing Asphalt Pavement Btech Seminar ReportKAVYA SHANU K50% (2)
- 30-6.1 Marine Foundation Retrofit For The Richmond San Rafael BridgeDocument7 pages30-6.1 Marine Foundation Retrofit For The Richmond San Rafael Bridgefabio romeroNo ratings yet
- To Study The Partial Replacement of Cement by GGBS & RHA and Natural Sand by Quarry Sand in ConcreteDocument9 pagesTo Study The Partial Replacement of Cement by GGBS & RHA and Natural Sand by Quarry Sand in Concreteபுருஷோத்தமன் சரவணன்No ratings yet
- 12 09 SdsteelDocument3 pages12 09 SdsteelBogdan BuzaianuNo ratings yet
- Thermal Engineering - K. K. Ramalingam PDFDocument107 pagesThermal Engineering - K. K. Ramalingam PDFsatya100% (1)
- Design of Beam For Bearing - NSCP 2015Document6 pagesDesign of Beam For Bearing - NSCP 2015Vincent LagmanNo ratings yet
- DP27, DP27E, DP27G, DP27GY, DP27R & DP27Y Pilot Operated Pressure Reducing Valves With SG Iron BodiesDocument14 pagesDP27, DP27E, DP27G, DP27GY, DP27R & DP27Y Pilot Operated Pressure Reducing Valves With SG Iron BodiesPocola AdrianNo ratings yet
- Wire rope chart - 6x37 & 6x19, IWRC, EIPS rope specificationsDocument5 pagesWire rope chart - 6x37 & 6x19, IWRC, EIPS rope specificationsTarek HareedyNo ratings yet
- Astm 1403Document4 pagesAstm 1403Marco OrdoñezNo ratings yet
- Safety Is Our First Priority: Safety Components For Fall ProtectionDocument124 pagesSafety Is Our First Priority: Safety Components For Fall Protectioningeniera electricaNo ratings yet
- Installation Instructions DLAN 200 AVpro DINrail ComDocument2 pagesInstallation Instructions DLAN 200 AVpro DINrail Comfrox123No ratings yet
- Examination of Models and Discussion of Results: 1. Heat Flow AnalysisDocument48 pagesExamination of Models and Discussion of Results: 1. Heat Flow Analysisgalio28No ratings yet