
0 ratings0% found this document useful (0 votes)
264 views15 pages01 ASME Sec I
Asme sec1
Uploaded by
Jef LoganCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
0 ratings0% found this document useful (0 votes)
264 views15 pages01 ASME Sec I
Asme sec1
Uploaded by
Jef LoganCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
‘ASME RPUC-20%7
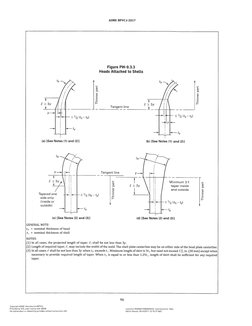
that differ in thickness by mare than one-fourth the thick
ness ofthe thinner section or by more than Yin. (3mm,
whichever isles, When a taper is required on any formed
head thicker than the shell and intended for butt-welded
attachment [see Figure PW-9.3.3, illustrations (e) and
(@)] the length of the skirt as measured from the tangent
line shall meet the requirements in Figure PW.9.33 and
the taper shall be entirely within the skirt. When the ran-
sition Is formed by removing material from the thicker
section, the minimum thickness ofthat section, after the
material is removed, shall not be less than that required
by Part PG. The centerline misaligament between shell
and head shallbe no greater than one-half the difference
botwoen the actual shell and head thickness, as illustrated
in Figure PW-9:33, illustrations (a) through (4).
PW-9.4 Prohibited Welded Joints. Corner joints as
depicted in Figure PW-9.4 are prohibited,
PW-10 HEAT TREATMENT
Vessels and vessel parts shall be preheated and post-
weld heat treated in accordance with the requirements
in PW-38 and PW-39.
PW-11 VOLUMETRIC EXAMINATION OF WELDED
BUTT JOINTS
PW-1L1 Welded butt joints requiring volumetric ex-
amination are specified in Table PW-11. Unless Table
PW-11 restricts volumetric examination to one method,
either the radiographie or the ultrasonic method may be
used. Acceptance of the weld shall he determined by the
method selected for the initial examination of the com:
pleted weld, Ifrepairs are required, the repairs shall be
examined using the same method by which the unaccep-
table Imperfections were detected. Subsequent examina-
tion of the weld following acceptance is beyond the
requirements of this Section and shall be a matter of
agreement between the Manufacturer and the User.
Experience has demonstrated that welded butt joints,
rot requiring volumetric examination hy these rules have
igiven safe and reliable service even ifthey contain imper-
fections that may be disclosed upon further examination,
Any examination and acceptance standards beyond the
requirements of this Section are beyond the scope of this
Code and shall be a matter of agreement between the
Manufacturer and the User.
PW-1L2 Definitions. For use with Table PW-11 and
elsewhere in this Section, the following definitions apply:
butt joint a joint between two members aligned approxi
mately in the same plane,
circumferential butt weld: includes circumferential
welded butt joints in drums, headers, pipes, and tubes,
and welded butt joints attaching formed heads to drums,
shells, and headers.
95
longitudinal bute weld: includes longitudinal and spiral
welded butt joints in drums, shells, headers, pipes, and
tubes; any welded butt joine within a sphere or within a
formed or fat head or tubesheet; and welded butt joints
attaching Insert-nozzles of the type shown in Figure
PW-16., illustrations (q-1) through (q+)
nondestructive examination (NDE): examination methods
used to verify the integrity of materials and welds in a
component without damaging its structure or altering
its mechanical properties. NDE may involve surface, sub-
surface, and volumetric examination,
‘NPS: nominal pipe size
volumetric NDE: a method eapable of detecting imperfec-
tions that may be located anywhere within the examined
volume. For Section I construction, volumetric NDE is lim-
ited to radiographic (RT) and ultrasonic (UT) examination
methods.
PW-1L3 For use with Table PW-11, the size and
thickness of welded butt joints is defined as the larger
and thicker of the two abutting edges after edge
preparation.
‘The geometric unsharpness Uy is defined by the
equation
Uy = asd
distance from source of radiation to the weld
distance from the source side af the weld tothe flm
source size; the maximum projected dimension of
the radiating source (or effective focal spot) in
the plane perpendicular to the distance D from
the weld
Uy = geometric unsharpness
PW-13 HEAD-TO-FLANGE REQUIREMENTS
Dished heads, other than hemispherical, concave to
pressure to be attached by hutt welding, and flanged
heads or flanged furnace connections to be fillet welded,
shall have a length of flange not less than 1 ia, (25 mm)
for heads or furnace openings not over 24 in. (600 mm)
In external diameter and not less than 1% in. (38 mm)
for heads or furnace openings over 24 in. (600 mm) in
diameter
PW-14 OPENINGS IN OR ADJACENT TO WELDS
‘Any type of opening that meets the requirements for
compensation given in PG-32 through PG-44 may be lo
cated in a welded joint
PW-15 WELDED CONNECTIONS
PW-15.1 Nozzles, other connections, and their com-
pensation may be attached to vessels by arc or gas weld-
Ing. Sufficient weld and compensation shall be provided
ASME BPVCE-2017
figure Pw-9..3
vada Shas
a a
: :
eg Les ign)
Li Steer
idole dst Seen auel
Foote cye
cae ieee le
a heyy 1 taper inside: a
: i tious |E
termi |e | :
‘side only, e = -
cease |} LT esptyaip
rar | |
ae falta
(dibs silo ieee
ae ros
ee isa
ome
em ed sho halo ioc
Eafe eet etreerco Me Ee ER
eee maa ane a areas a ste an airs oni
x
96
ASME pvcL2017
Figure PW-9.4
Prohibited Welded Joint
‘on either side ofthe plane through the center of the open:
ing parallel to the longitudinal axis ofthe vessel, to devel
‘9p the required strength, as prescribed in PG-37, in shear
or tension, whichever Is applicable (see Figure PW-15 for
example calculations, where, if fillet weld has unequal
legs, the value of WL; or WL shall be taken as the length
of the shorter leg).
PW-15.1.1 The stress correction factors in
PW-15.2 shall apply to all welds.
PW-15.1.2 The strength of fillet welds shall be
based on one-half the area subjected to shear, computed
fon the average diameter of the weld
PW-15.1.3 The strength of groove welds shall be
based on one-half the area subjected to shear or tension,
a6 applicable, computed using the minimum weld depth
dimension in the direction under consideration,
PW-15.1.6 The strongth calculations for nozzle at-
tachment welds are not required for the weld configura:
tions shown in Figure PW-16.1, illustrations (a) through
(©), (2) (h), (0), (4-1) through (q-4). (u-1), (v-1}, (WI),
(9, and (2).
PW-15.2 Stress Values for Weld Metal. The allow-
able stress values for groave and fillet welds in percen-
tages of stress values far the vessel material are as
follows:
Ms Peveentog
‘rooveeweld tension 7485
(Groove-weld shear 0%
illeceld shear 23%
NOTE: Thee values are obtinod by combining the following factors
£87498 for combined end and side loading 80% fr shear strength,
and the applicable ointefclency factors
PW-15.3 Compensation plates and sales of nozzles
attached to the outside ofa vessel shall be provided with
atleast one telitale hole [maximum size Yin. (6 mm) pipe
tap] that may be tapped fora preliminary compressed
and soapsids test far tightness of welds that seal of the
inside ofthe vessel. These telltale hols shall e let open
whe the vessel sin service
97
PW-15.4 Figure PW-16.1 illustrates some types offi
sion welded connections which are acceptable
When end faces of nozzle or manhole necks are to re-
main unwelded in the completed vessel, these end faces
shall not be cut by shearing unless at least Yo in
(3 mm) of additional metal is remaved by any method
that will produce a smoath finish,
PW-16 MINIMUM REQUIREMENTS FOR
ATTACHMENT WELDS
PW-16.1 General. Except as permitted in PW-165,
PW-16.6, and PW-167 nozzles and other connections #0
shells, drums, and headers shall he attached by full pene-
tration welds applied from one or both sides, partial pen
tration welds applied from both sides, fillet welds
applied fram beth sides, or fillet and partial penetration
welds on opposite sides. In addition to the strength calcu
lations required in PG-37, the location and minimum size
of attachment welds for nozzles and other connections
shall conform to the requirements in this paragraph,
PW-16.2 Nomenclature. The symbols used in this
paragraph and in Figures PW-16.1 and PW-16.2 are de-
fined as follows
= thickness of vessel shell or head
not less than the smaller of ‘jg in. (6 mm) or
[Link] (inside corner welds may be further
ited by a lesser length of projection of the nozzle
wall beyond the inside face of the vessel wall)
thickness of lug, hanger, ar bracket, as shown in
Figure PW-16.2
the smaller of Yq in, (19 mm) of the thickness of
either of the weld parts joined by a fille, single
bevel, or single J-weld
thickness of nozzle wall
dimension of partial penetration attachment
welds (fillet, single bevel, or single ), measured
as shown in Figure PW-16.1,
fy + t2 2 1Yatnin measured as shown in Figure PW-16.1,
in,,both ¢y ‘and ¢, shall each be not less than the smaller
OF Ye It. (6 Mien) OF 0.7 yg
Table PW-11
Required Volumetric Examination of Welded Butt Joints
Pressure Part Service Conditions [Note (3
Subject to Furnace Radian Heat
Note Not Subject to Furnace Radiant est [Not
att Weld Type ‘Contains Seam andjer Water Contains Water Contains Steam
‘means ‘Al sves and thicknesses ‘Alsies an thickness ‘A zes ad tikes
CCreumeronsa ween» NPS 30 (ON 280) or > NPS 10 (ON 20) or > NPS 10 (DN 250) or
‘rams end shells > 1Nn (29) eek > :n- 29 mm) Sen. (29 mm hk
thick
CGreumretial wasn» NPS4 (DN 100) or > NPS 10 (ON 260) o > NDS 16 (DN 400) or
‘ines tes, on > Yes (14 mn) tik > e- (28 mm) Sin (43 mm hick
headers thick
‘GENERAL NOTES:
[@) Unless exerted by this table, all ongitudinal and circumferential weldad but Joints are to be volumetrically examined
‘hroughost ther entre length
(6) Volumetrie exarinaton i required when either the size or wall tknes ints exceeded (ie, the dlameter and thickness
liieatons apply independent)
(2. Raiographe examination shall be performed in accordance with P51,
{} Ultrasonic examination shall be carved out in accordance with PW-52,
(6) Personne performing the volumetric examination requtved by this table shall be quolifed and certifi in accordance with
Pwst,
(© Whon any combination of radicgraphi parameters produces a geometric unsharpness exceeding 0.07 in. (1.8 mm) then UT
shall be weed
(e)_ Where the thickness i Below Jin (13 mm) then RT shall be use
(0) Both RT and UT examination are requires for weld in fritc materiale using the electslag process. a grain refining (aus
tenlzng) heat treatment i se the UT examination shall be perform after the est tentment fs completed an austen
Ing heat treatment isnot used, the UT examination shall be done afer an intermediate postweld heat treatment er after the
‘nal poste heat treatment is completed,
(0) Both RT and UT examination are required for welds in any material using the inertia or continuous dive fiction welding
process
0) Foretecarc bolersvolumetee examination ¢ not reguired when the maximum allowable working pressure i £100 psig (700
Pa) and the shell LD. iss 16 i. (40 mm) (Gee PEB-).
(0) For fret boilers, volumetric examination ie not required for
(2), longiudinalweided bt joint in armaces made with the ation oiler metal provided a hend testo sample ofthe
‘weld jin foreach section ofthe furnace meets the requirements of PW-S3
(2). ircumferentia welded butt jolts in furaces (se PFT-14)
(3) bute weld and corner cits meeting the requirements of PET-22.1 through PET-21.3 for waterlegs, furnaces, and
fireboxes
(0). Fer miniature boilers, wohumetrc examination i not required (sce PMD),
(7m) Volumetric examination Is not required for te langiudinl weld in ERW procuct that comply with an acceptable material
specification when used for construction within the linitations of P6-95,
(a) For watertobebotlers, volumetric examination snot required for butt welds and corner joint meeting the requirements of|
PWT-12 and PFT-2,
Notes
(1) Service conditions and pressure part contents areas determined bythe designer.
(2) A eld will mothe considered subject to radiant hes from the furnace when in a portion ofa pressure part that hes five or mare
rows af tubes between it and the rma,
98
ASME BPVCI.2017
ofthe affected area, and an engineering evaluation for dls-
position shall be performed by the Manufacturer respon:
sible for certifying the boller uni.
PW-44.8.4 Other elements that may be considered
for inclusions in the production examination progeam in
elude the following
(a) validation of chemical composition of the clad, par
ticularly chromium
0) documentation of dimensional characteristics of the
completed component
(@) records of clad areas for each weld consumable
used
(a) bardness testing
(©) examining the clad surface with copper sulfate to
identify bare areas
@) macroscopic and microscopic metallographic
sampling
PW-44.9 Defects confined tothe clad, revealed by the
‘examinations in PW-4.8 or found otherwise, that da not
fencroach on the minimum clad thickness or the minimum
total wall thickness shall be removed locally by mechan-
ical means and the area smoothly blended to the adjacent
contour. Defects that encroach on the minimum clad
thickness or the minimum total wall thickness shall be
‘weld repaired in accordance with the applicable portions
of PW-41. All repaired areas shall subsequently be exam
ined to the requirements of PW-84.8 and subparagraphs
and shown to conform to the acceptance standards in
A270,
INSPECTION AND TESTS
PW-46 GENERAL
PW-46.1 ‘The rules in the following paragraphs apply
specifically to the inspection and testing of power boilers
and power boiler parts that are fabricated by welding and
shall be used in conjunction with the general require
‘ments for inspection and tests in Part PG as well as the
specific requirements for inspection and tests in the ap:
plicable Parts of this Section that pertain to the type of
boiler under consideration,
PW-46.2 Inspection During Fabrication. The Manu-
facturer shall submit the vessel or other pressure part
{or inspection at such stages ofthe work as may be desig
nated by the Inspector
PW-47 CHECK OF WELDING PROCEDURE
PW-47.1 [tis the duty of the Inspector to assure him
self that the welding procedures employed in construc
tion have been qualified under the provisions of Section
IX. The Manufacturer shall submit evidence to the Inspec
tor that those requirements have been met
PW-47.2 ‘The Inspector has the right at any time to
call for and witness the test welding and testing although
itis not mandatory that he witness the test welding and
the testing unless he so desires
PW-48 CHECK OF WELDER AND WELDING
OPERATOR PERFORMANCE
QUALIFICATIONS
PW-48.1 Itisthe duty of the Inspector to assure him:
self thatall welding is done by welders or welding opera:
tors qualified under the provisions of Section IX. The
‘Manufacturer shall make available to the Inspector a cer:
tified copy of the record of performance qualification
tests of each welder and welding operator as evidence
that these requirements have been met.
PW-48.2 The Inspector has the right at any time to
call for and witness the test welding and testing although
it is not mandatory that he witness the test welding and
the testing unless he so desires.
PW-49 CHECK OF HEAT TREATMENT PRACTICE
‘The Inspector shall satisfy himself that all heat treating
operations required by the Code have heen correctly
performed,
PW-50 QUALIFICATION OF NONDESTRUCTIVE
EXAMINATION PERSONNEL
PW-50.1 ‘The Manufacturer shall be responsible for
assuring that nondestructive examination (NDE) person-
nol have been qualified and certified in accordance with
their employer's written practice prior to perforining or
evaluating radiographic or ultrasonic examinations re-
quired by this Section, SNT-TC-14** or CP-189 shall be
used as a guideline for employers to establish their writ-
ten practice. If the techniqutes of computed radiography
(CR), digital radiography (DR), phased array ultrasonic
testing (PAUT), or ultrasonic time-of-flight diffraction
(TOFD) are used, the training, experience, and examina-
ton requirements in Section V, Article 1, Mandatory
Append I shal also be Incluced im the employer's wr
ten practice for each technique as applicable, National or
International Central Certification Programs may be used
to fulfill the examination and demonstration require-
ments of the employer's written practice, Provisions for
training, experience, qualification, and certification of
[NDE personnel shall be described in the Manufacturer's
quality control system (see PG-105.4).
PW-50.2 _ NDE personnel shall be qualified by exam
nation, Qualification of NDE Level Ill personnel certified
prior to the 2004 Edition of Section | may be based on de
monstrated ability, achievement, education, and expert
tence. Such qualification shall he specifically addressed
im the written practice. If the NDE Level Ill personnel
are certified in either the RT or UT methods and uses
the techniques of computed radiography (CR), digital
radiography (DR), phased array ultrasonic testing
28
ar,
ASME BPVC-2017
(PAUT), oF ultrasonic time-of-fight diffraction (TOFD),
then prior to their next recertification period, the require-
ments in Section V, Article 1, Mandatory Appendix Il for
Level Il personnel shall also be met. When NDE person-
nel have heen certified in accordance with a written prac-
tice based on an edition of SNT-TC-1A or CP-189 earlier
‘than that referenced in A-360, their certification shall
be valid until their next scheduled recertification,
PW-50.3 Recertification shall he in accordance with
the employer's written practice based on the edition of
SNT-TC-1A or CP-189 referenced in 4-360. Recertification
may be based on evidence of continued satisfactory per-
formance or by reexamination(s) deemed necessary by
‘the emplayer- In addition, fthe techniques of computed
radiography (CR), digital radiography (DR), phased array
ultrasonic testing (PAUT), or ultrasonic time-of-flight dif-
fraction (TOFD) are used, the training, experience, and ex
amination requirements in Section V, Article 1,
Mandatory Appendix I! shall he met by NDE personnel
prior to recertification
PW-51 RADIOGRAPHIC EXAMINATION
PW-511 When the radiographic examination method
is used for a weld requiring volumetric examination by
PW-11, the weld shall he examined throughout its entire
length by the X-ray or gamma-ray method in accordance
with Section V, Article 2. The requirements of 1-274 are to
be used as a guide but not forthe rejection of radiographs
unless the geometrical unsharpness exceeds 0.07 in.
(1.8 mm)
PW-51.2 A single-weldod circumferential butt joint
‘with backing strip may be radiographed without remav-
ing the backing strip, provided it is not to be removed
subsequently and provided the image ofthe backing strip
‘does not interfere withthe interpretation of the resultant
radiographs,
PW-51.3 Indications shown on the radiographs of
‘welds and characterized as imperfections are unaccepta-
ble under the following conditions, and shall be repaired
as provided in PW-40 and the repair radiographed to
PW-5I:
PW-513.1 Any indication characterized as a crack,
br zone of incomplete fusion or penetration
PW-51.3.2 Any other elongated indication on the
radiograph that has a length greater than
(6) Yai. (6 mm) for ¢ up 10% in. (19 mm)
(0) it for ¢ from Yq in. (19 mmm) to 2% in. (57 mm)
(0% in. (19 mm) for t over 244 in. (57 mm)
where ¢ is the thickness of the weld
PW-5L3.3 Any group of aligned indications that
have an ageregate length greater than ¢ in a length of
12¢, except when the distance between the successive i-
perfections exceeds 62. where L is the length of the long:
fest imperfection in the group,
130
PwW513.4
shown in 4-250,
Rounded indications in excess of those
PW-51.4 A complete set of radiographs for each job
shall be retained by the Manufacturer and kept on file
for a period of at least 5 years. Radiographs may be re:
tained as film, digital images, or files. If film radiographs
are digitized, the digitization shall be in accordance with
Section V, Article 2, Mandatory Appendix i,
PW-52_ ULTRASONIC EXAMINATION
PW-52.1 When the ultrasonic examination method is
uused for a weld requiring volumetric examination by
PW-11, the weld shall be examined throughout its entire
length using the techniques and standards for ultrasonic
examination as defined in Section V, Article 4, Mandatory
Appendix Vil, Ultrasonic Examination Requirements for a
Workmanship Based Acceptance Criteria. As an alterna
tive, Nonmandatory Appendix E may be used for the ul-
trasonic examination of welds requiring volumetric
examination by PW-L1
PW-52.2 The Manufacturer's report, as required by
Section V, Article 4, 7-490, shall be retained by the Man-
tfacturer for a minimum of § yr
PW-52.3 Acceptance-Rejection Standards. Imper-
fections that cause an indication to exceed the evaluation
levels speeified in Section V shall be investigated to the
extent that the ultrasonic examination personnel can de
termine their shape, Identity, and location, and evaluate
them in terms of PW-52.3.1 and PW-52.3.2,
PW-52.3.1 Cracks, lack of fusion, or incomplete
penetration are unacceptable regardless of length,
PW-523.2 Other imperfections are unacceptable if
‘the indication exceeds the reference level and their length
exceeds the fallowing:
(0) in. (6 mm) for € up to Yin, (19 mm)
(0) ‘pe for ¢ from %q in. (19 mm) to 2% in, (57 mm)
(0% in. (19 mm) for t over 2% in. (57 mm)
‘where ¢is the thickness ofthe weld being examined. Ifthe
weld joins two members having different thicknesses at
the weld, ¢ Is the thinner of these two thicknesses.
PW-53 TEST PLATES
PW-53.1 Vessel Test Plates. Cylindrical pressure
parts such as drums and shells and all noncylindrical
pressure parts that are subject to internal pressure and
are fabricated by fusion welding, shall meet the test re
quirements in PW-53.2 through PW-53.9, The following,
are exempt from these requirements:
(a) cylindrical pipe, tubes, and headers subject to inter
nal pressure
(b) all eylindrical pressure parts cons
materials
( all antachment welds
ucted of P-No, 1
ay
a7)
ASME BPVC1-2017
A-100.4.4 _P-No. 5A, Group No. 1 and P-No. $8,
Group No. 1. 40°F (205°C) for material that has either
a specified minimum tensile strength in excess of
60,000 psi (410 MPa) or has both a specified minimum
chromium content above 6.0% and a thickness at the joint
in excess of Yq in. (13 mm); 300°F (150°C) for all ather
materials inthis grouping
A-10¢
(205°C,
5 P-No. 6, Group No. 1, 2, 3. 400°F
1-10.46 P-No. 7, Group No. 2, 2. None.
A-100.4.7P-No. 8, Group No. 1, 2. None.
A-100.4.10 P-No. 10A, Group No. 1. 175°F (80°C).
A-100.4.11 P-No, 101, Group No. 1. 300°F (150°C)
with interpass maintained between 350°F and 40°F
(175°C and 230°C),
A-100.4.12 _P-No. 15E, Group No. 1, 400°F (205°C)
for material that has elther a specified minimum tensile
strength in excess of 60,000 psi (410 MPa) or has bath
a specified minimum chromium content above 6.0% and
a thickness at the joint in excess of a in. (13 mm);
'300°F (150°C) for all other materials in this grouping.
‘A-101 HEATING AND COOLING RATES FOR
POSTWELD HEAT TREATMENT
AAAOLI Heating and evoling rates for weldments and
materials should be established by the Manufacturer.
‘These rates should be sulficient to avoid inducing distor~
tion, residual stresses, cracking, and other detrimental ef
fects into the weldment during postweld heat treatment.
Heating and cooling rates should be established based, in
part, upon successful past practice for specific materials
and thicknesses, by using other Codes and Standards as
a gulde, or by engineering analysis.
A-101.2 For thicknesses of 2 in. or greater, the fllow-
ing rates of heating and cooling should be applied; how:
ever, these rates should not be applied to P-No. 7 and
[Link]. 101 welded base materials:
(a) Above 800°F (425°C), the heating rate should not
exceed 600°F//hr (335°C/h) divided by the thickness in
inches, but in no case should it be more than 600°F/hr
(338°C/h),
(b) Above 800*F (425°C), the cooling rate should not
exceed 600°F/r (335°C/h) divided by the thickness in
inches, but in no case should it be more than 600°F /hr
(335°C/h),
() The rates of heating and cooling need not be less
than 100°F hr (S5°C/b)
From 800*F (425°C) or below, the pressure part should
be cooled in stil air.
264
ROUNDED INDICATION CHARTS
A-250 ACCEPTANCE STANDARD FOR
RADIOGRAPHICALLY DETERMINED
ROUNDED INDICATIONS IN WELDS
A-250.1 Applicability of These Standards. These
standards are applicable to ferritic, austenitic, and non
Ferrous materials,
42502 Terminology.
A-250.2.1 Rounded Indications. Indications with a
maximum length of three times the width or less on the
radiograph are defined as rounded indications. These
dications may be circular elliptical, conical, or regular in
shape and may have tals. When evaluating the size of an
indication, the tail shall be included. The indication may
be from any imperfection in the weld, such as porosity,
slag, or tungsten
A-250.2.2 Aligned Indications. A sequence of four
‘or more rounded indications shall be considered to be
aligned when they touch a line parallel to the length of
the weld drawn through the center of the twa outer
rounded indications.
A-250.2.3 Thickness t. ¢ is the thickness of the
weld, excluding any allowable reinforcement. For a butt
weld joining two parts having different thicknesses at
the weld, ris the thinner ofthese two thicknesses. IF fall
penetration weld includes a fillet weld, the thickness of
the fillet weld throat shall be included in ¢
‘A-2503 Acceptance Criteria
A-250.3.1 Image Density. Density within the i
age of the indication may vary and is not a criterion for
acceptance or rejection.
A-250.3.2 Relevant Indications (See Table
£-250.3.2for Examples) Ony those rounded indications
which exceed the following dimensions shall be eons
fred relevant:
(6) ot for ¢ tess han My in, (3 mm)
(6) “fea in. (0.4 mm) for ¢ Ye in. to Ys in. (6 mm),
inchusive
“o “Yao in. (0.8 mm) for ¢ Yin. (6 mm) to 2 in. (50 mm),
(6) froin (16 mm) for € greater than 2 in, (50 mm)
4-2503.3__ Maximum Size of Rounded Indication
(See Table A-250.32 for Examples). The maximum per-
missible size of any indication shall be Yt, oF Yaa It
(4 min), whichever is smaller: except that an isolated in
dication separated from an adjacent indication by 1 in.
(25mm) or more may be Yt, or 4 in. (6 m7), whichever
isless. Fre greater than 2 in. (50 mm) the maximum per-
imssible size ofan slated indication shal be Increased to
Yin. (10 mm)
A-250.3.4 Aligned Rounded Indications. Aligned
rounded indications are acceptable when the summation
of the diameters ofthe indications is es than ¢ na length
ASME BPVCL-2017
of 12¢ (see Figure A-250.3.4-1). The length of groups of
aligned rounded indications and the spacing between
the groups shall meet the requirements of Figure
A-2503.4-2,
A-250.3.5 Spacing. The distance between adjacent
rounded indications is not a factor in determining accep-
tance or rejection, except as required for isolated i
tons or groups of aligned indications,
A-250.3.6 Rounded Indication Charts. The
rounded indications characterized as imperfections shall
not exceed that shown in the charts.
‘The charts in Figures A-250,3.6-1 through A-25033.6-6
illustrate various types of assorted, randomly dispersed,
and clustered rounded indications for different weld
thicknesses greater than Yin (3 mm). These charts re-
present the maximum acceptable concentration limits
{for rounded indications.
‘The chart for each thickness range represents full-scale
6 in, (150 mm) radiographs, and shall not be enlarged or
reduced, The distributions shown are not necessarily the
patterns that may appear on the radiograph, but are ty
cal of the concentration and size of indications permitted.
A-250.3.7 Weld Thickness t Less Than % in.
(3mm). For ¢ less than Yin. (3 mm), the maximum num
ber of rounded indications shall not exceed 12 in a 6 i.
(150 mm) length of weld, A proportionally fewer number
of indications shall be permitted in welds less than 6 in.
(250 mm) in length,
A-250.3.8 Clustered indications. The iustrations
for clustered indications show up to four times as many
indications in a local area, as that shown in the illustra-
tions for random indications, The length of an acceptable
luster shall not exceed the lesser of 1 in, (25 min) ar 2
Where more than one cluster is present, the sum of the
lengths ofthe clusters shall not exceed 1 in. (25 mm) in
26 In, (150 mm) length of wold
Table A-250.3.2
‘Maximum Permissible Size of Rounded
Indication
(Examples Only)
US Gastomary Units
‘Thelness tin, Random nated
es than he “he
% cost amie
he naz ‘nse
x nea foes
he 0078 oxo
% 097 os
he 108 ease
x oxas 0368
‘hs naz 88
0156 aie
She 0156 0230
3 to2 in, aise 1250
Over? ose 0375
Maximum Size of Acceptable Maximum
Rounded indication, mm Size of
Indication,
‘Thickness [Link] Random __Ieolated tom
ase han 3 ae he “ht
5 19 160 38
6 160 zat 038
5 198 zee 078
0 231 aaa 078
au ar aot 078
B ne az 078
o 261 aa 078
16 395 535 079
w 396 sae 078
194950 nc 396 638, ore
over 0 396 983 160
ASME HPVEL.2017
EL 0 aa] © BEE Ha] a FBT OF 790 WHS LON WARNED
by
=
suope>ipul papunoy paubyry
Tere ose-v ainbia
266
; Sy dno ayo wr -BLON WAND
> waa) ew) we BLO
‘pevenjene (une
U0} (uu 5)
a1 oun 517 910408 16 (uu 61)
1 | 5 He
suoy2>1pu papunoy paubjny yo sdnosg
TreosT-y aunbLy
267
ASME BPVC.-2017
a7 Figure A-250.3.6-1
Charts for t % in. (3 mm) to % in. (6 mm), Incl
ae Pa aaee eaves -
. : : °
(@} Random Rounded Indications (tote |3))
Fotis amma] [etm 25mm}
(rotted ination Noe te\ouster
nares
(1) Typical concentration and size permed in any 6 in (150 mm) length of weld
(2) Maximum size per Table A.25033.2.
Figure A-250.3.6-2
Charts for t Over Yq in. (6 mm) to % in. (10 mm), Inclusive
Terre : Sean
: es: oe: ‘ eens
BR dcr Aeesiet) . e °
e
Fete. asm] fet. 26 mmo]
(6) Isoated indication [Note (2) (e) Cluster
(2) Typ eonceneation and sve permite in any 6 in (250 mm) length of weld
(2) Minimum size per Table A-250:32
268
ASME BPVCA-2017
Figure A-250.3.6-3,
Charts for t Over % in. (10 mm) to % in. (19 mm), Inclusive
fe ate e
(: cee e
(2c.
fetin 25mm] fern asm]
ores
(2) Types concentection and sine permitted in any 6 in (150 mam) Int of wel
(2) Minium size per Table A2503.2
Figure A-250.3.6-4
Charts for ¢ Over % in. (19 mm) to 2 in, (50 mm), Inclusive
O oof,
Jetin25mm—] — fetin. 25mm]
ores:
[1) Typical concentration and size permitted in any 6 in (150 mm) length of weld
[2) Minimum sire per Table 4250.32,
269
igure A-250.3.6:
(100 mm), Inclusive
CCharts for t Over 2 in, (50 mm) to 4
+e ee
.@ ete
° : :
ra
{a} Random Rounded Indeations [Note |1))
1 i
cgi ve
e . z
. o ae
Fina mma] Ft ae mm
0) oat Indeaton Note) (orcuster
ores
(2) Types concentration and size permitted in any 6 in. (350 mm) length of wel
(2) Minimum sie per Table A2503.2
ASME BPUCI-2017
Figure A-250.3.6-6
Charts for t Over 4 in. (100 mm)
Foimaoom—] Feinasnm]
(etd neaton Net (o-cster
(1) Typ concentration and size permitted in any 6 in. (150 mem) length of weld
(2) Minioum size per Table 425032
an
ASME BPVCH-2017
METHODS FOR MAGNETIC PARTICLE
EXAMINATION (MT)
A260
A-260.1 Scope. This Appendix provides for prove-
dures that shall be followed whenever magnetic particle
examination is required by PG-63. The detailed examina
‘ton method of Section V, Article 7 shall be used with the
acceptance erteria specified in this Appendix. Magnetic
particle examination shall be performed in accordance
with a writen procedure, demonstrated to the satisfac
tion of the Inspectar, and certified by the Manufacturer
to be in accordance with the requirement of Section V,
Subsection A, Article 1, T-150(a) or T-150(),
4-260.2 Certification of Personnel. The Manufac
turer shall certify that each magnetic particle examiner
meets the following requirements:
(a) The examiner has vison, with correction if neces
sary, to enable him to read a Jaeger Type No. 2 Standard
Chart ata distance of nat less than 12 n. (300 ram) and is
‘capable of distinguishing and differentiating contrast be-
tween colors used. These capabilities shall be checked
anally.
(b) The examiner is competent inthe techniques ofthe
magnetic particle examination method for which he is
certified, including making the examination and inter
preting and evaluating the results, except that where
‘the examination method consists of more than one apera
tion, he may be certified as being qualified only for one or
more ofthese operations.
‘A-260.3 Evaluation of Indications. Indications will
be revealed by retention of magnetic particles. All uch in
dications are not necessarily imperfections, however,
since excessive surface roughness, magnetic permeability
variations (such as at the edge of heat-affected zones),
ete, may produce similar indications.
‘An indication ofan imperfeetion may be larger than the
Imperfection that causes it; however, the sizeof the indi
cation is the basis for acceptance evaluation. Only indica
tions that have any dimension greater than "yg in
(15 mm) shall be considered relevant
(a) linear indication is one having a length greater
than three times the width,
(6) A rounded indication is one of circular or elliptical
shape with a length equal to oF less than three times its
width
(c) Any questionable or doubtful indications shall be
reexamined to determine whether or not they are
relevant.
4-260.4 Acceptance Standards. All surfaces to he
examined shall be free of
(a) relevant linear indications
(b}relevant rounded indications greater than %e in
(6 mm)
(6) four oF more relevant rounded indications ina line
separated by "hy in. (15 mn) of less, edge to edge
2m
METHODS FOR LIQUID PENETRANT
EXAMINATION (PT)
NOTE: Satisfactory application of this method of examination re
‘ules special sil inthe techniques involved! and in Interpreting
the resule The requiremente specified herein presume application
by suitably experienced personnel
A-270
A-270.1 Scope. This Appendix provides for proce:
dures that shall be followed whenever liquid penetrant
examination is required by PG-93, The detailed examina
tion method of Section V, Article 6 shall be used with the
acceptance criteria specified in this Appendix. Liquid pen
etrant examination shal be performed in accordance with
a written procedure, demonstrated to the satisfaction of
the Inspector, and certified by the Manufacturer to be in
accordance withthe requirement of Section V, Subsection
A, Artile 4, T-150(a} or -150(b),
A-270.2 Certification of Personnel. Tine Manufse:
turer shall certify that each liquid penetrant examiner
‘meets the following requirements:
(a) The examiner has vision, with correction if neces-
sary, to enable him to read a Jaeger Type No. 2 Standard
Chart at a distance of not less than 12 in, (300 mm) and is
capable of distinguishing and differentiating contrast be-
tween colors used. These capabilities shall he checked
annually.
(b) The examiner is competent in the techniques of the
Liquid penetrant examination method for which he is cer-
ted, including making the examination and interpreting
and evaluating the results, except that where the exam
nation method consists of more than one operation, he
may be certified as being qualified only for one or more
of these operations.
-270.3_ Evaluation of indications. An indication of
an imperfection may be larger than the imperfection that
causes it; however, the size of the indication is the basis
for acceptance evaluation. Only indications that have
any dimension greater than "yg in. (1.8 mm) shall be con
sidered relevant.
(a} 4 linear indication is one having a length greater
than three times the width
(b} A rounded indication is one of circular or elliptical
shape with a length equal to or less than three times its
width
(] Any questionable or doubtful indications shall be
reexamined to determine whether or not they are
relevant,
A-270.4 Acceptance Standards. ll surfaces to be ex
amined shall be free of
(q) relevant linear indications
(b) relevant rounded indications greater than in
(mm)
(¢) four or more relevant rounded indications in line
separated by ‘hg in. (1.5 mm) or less, edge to edge









You might also like
- PW-11 Volumetric Examination of Welded Butt JointsNo ratings yetPW-11 Volumetric Examination of Welded Butt Joints1 page
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)No ratings yetFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)1 page
- Anexo ASME BPVC Sec VIII UW12 Eficiencia de JuntaNo ratings yetAnexo ASME BPVC Sec VIII UW12 Eficiencia de Junta10 pages
- ASTM A 422 64 R85 Butt Welds in Still Tubes For Refinery ServiceNo ratings yetASTM A 422 64 R85 Butt Welds in Still Tubes For Refinery Service2 pages
- TVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed WeldsNo ratings yetTVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed Welds10 pages
- Páginas DesdeAWS D1.1-D1.1M-2015 - Structural Welding Code-SteelNo ratings yetPáginas DesdeAWS D1.1-D1.1M-2015 - Structural Welding Code-Steel1 page
- Welding Procedure & Quality Control GuideNo ratings yetWelding Procedure & Quality Control Guide17 pages
- ASME UW-33 Welding Requirements OverviewNo ratings yetASME UW-33 Welding Requirements Overview18 pages
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure Vessel100% (1)SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure Vessel15 pages
- Visual Inspection Acceptance Criteria (See: Prohibition33% (3)Visual Inspection Acceptance Criteria (See: Prohibition1 page
- ASME BPVC 2019 Section VIII Div. 1 RT-UTNo ratings yetASME BPVC 2019 Section VIII Div. 1 RT-UT3 pages
- Weld Defect Guidelines for Pressure VesselsNo ratings yetWeld Defect Guidelines for Pressure Vessels6 pages
- Nondestructive Testing Materials & ProcessesNo ratings yetNondestructive Testing Materials & Processes1 page



























































