You might also like
- Ebw LBWDocument58 pagesEbw LBWAnish AmanNo ratings yet
- Electron Beam Welding: Submitted byDocument13 pagesElectron Beam Welding: Submitted byTanmay WalkeNo ratings yet
- BTM4723 Adv Welding Process Fusion WeldingDocument26 pagesBTM4723 Adv Welding Process Fusion WeldingMas Ayu HassanNo ratings yet
- Advanced Machining Processes and NanofabricationDocument27 pagesAdvanced Machining Processes and NanofabricationShirish PathakNo ratings yet
- Advanced WeldingDocument42 pagesAdvanced WeldingMebrahtom LuelNo ratings yet
- Production Technology: Electron Beam MachiningDocument14 pagesProduction Technology: Electron Beam MachiningFuxNo ratings yet
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 pagesAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNo ratings yet
- Manufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaDocument21 pagesManufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- PC-ME701 Class2 15092021 EBMDocument23 pagesPC-ME701 Class2 15092021 EBMDeepak KumarNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- NTMP - EbmDocument20 pagesNTMP - EbmShuvroneil Sinha RoyNo ratings yet
- Proc.-6 Advanced Welding ProcessesDocument28 pagesProc.-6 Advanced Welding ProcessesRaghu vamshiNo ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- EBMDocument6 pagesEBManeesh19inNo ratings yet
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- Electron Beam WeldingDocument25 pagesElectron Beam Weldingகார்த்திகேயன் ராஜன்No ratings yet
- Electron Beam WeldingDocument20 pagesElectron Beam WeldingkumarNo ratings yet
- Electron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiDocument11 pagesElectron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiLeonard PawanNo ratings yet
- Electron Beam WeldingDocument10 pagesElectron Beam WeldingStefanie WilsonNo ratings yet
- ELECTRON BEAM MACHINING PrashanthDocument20 pagesELECTRON BEAM MACHINING PrashanthSurender NarmetaNo ratings yet
- A.K.das - Resistance WeldingDocument26 pagesA.K.das - Resistance WeldingAsad Bin Ala QatariNo ratings yet
- Electron Beam Welding-Manu AssignmentDocument5 pagesElectron Beam Welding-Manu Assignmentbaiti_atiqahNo ratings yet
- Working Principle: Laser Beam WeldingDocument14 pagesWorking Principle: Laser Beam WeldingAkash KumarNo ratings yet
- Proc.-06 Advanced Welding ProcessesDocument28 pagesProc.-06 Advanced Welding ProcessesK JeevanNo ratings yet
- Impulse Forming by Vaporizing Foil ActuatorDocument35 pagesImpulse Forming by Vaporizing Foil ActuatorAnjithNo ratings yet
- Electron Beam WeldingDocument19 pagesElectron Beam WeldingRajan BhadoriyaNo ratings yet
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- Chapter 26Document13 pagesChapter 26april heramizNo ratings yet
- Chapter 9 - Electron Beam WeldingDocument14 pagesChapter 9 - Electron Beam WeldingrafikdmeNo ratings yet
- Welding RecordDocument12 pagesWelding Recordsravskv19No ratings yet
- Resistance WeldingDocument22 pagesResistance WeldingGarden005No ratings yet
- Lec 13 Unit 3 Arc Welding - HAFDocument23 pagesLec 13 Unit 3 Arc Welding - HAFZakyNo ratings yet
- Percusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainDocument5 pagesPercusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainElumalai PcNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- Narrow Gap FcawDocument33 pagesNarrow Gap FcawNitin Bajpai100% (1)
- Manufacturing With A Focus On Small Modular Light Water Reactor DesignsDocument31 pagesManufacturing With A Focus On Small Modular Light Water Reactor DesignsAníbal DI LUCHNo ratings yet
- Admp 6th SemDocument262 pagesAdmp 6th SemmishtisonuNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- RememberDocument10 pagesRememberPrakash AndeNo ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Chapter 27 Advanced Machining Processes1Document37 pagesChapter 27 Advanced Machining Processes1vaniNo ratings yet
- Electron Beam MachiningDocument17 pagesElectron Beam Machiningnashk18No ratings yet
- EDM, LBM and ECMDocument30 pagesEDM, LBM and ECMSparsh KatiyarNo ratings yet
- Unconventional Machining ProcessesDocument29 pagesUnconventional Machining Processesavutu_kunduruNo ratings yet
- ECmDocument32 pagesECmAmit BedareNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocument8 pagesHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNo ratings yet
- Module-1: Electric Welding byDocument17 pagesModule-1: Electric Welding byveena bhatNo ratings yet
- Electrochemical Machining: Dr. P KuppanDocument35 pagesElectrochemical Machining: Dr. P KuppanMandar ChikateNo ratings yet
- Development of A New Optical Monitoring System ForDocument7 pagesDevelopment of A New Optical Monitoring System ForNia KurniaNo ratings yet
- Electron Beam MachiningDocument33 pagesElectron Beam MachiningMr PotatoNo ratings yet
- Intro PS NTMP-mergedDocument87 pagesIntro PS NTMP-mergedijagraviNo ratings yet
- HERFDocument16 pagesHERFYateesh GuptaNo ratings yet
- Ele Ctric Dis Cha Rge Ma ChiningDocument48 pagesEle Ctric Dis Cha Rge Ma ChiningfarizanNo ratings yet
- Electron BeamDocument5 pagesElectron Beamrangaraobdl30198No ratings yet
- Capacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsFrom EverandCapacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsRating: 5 out of 5 stars5/5 (1)
- DrillingDocument27 pagesDrillingbathinsreenivasNo ratings yet
- Unit-1 Introduction Management ScienceDocument96 pagesUnit-1 Introduction Management SciencebathinsreenivasNo ratings yet
- (L. S. Srinath) Advanced Mechanics of Solids 3Document521 pages(L. S. Srinath) Advanced Mechanics of Solids 3Chitrang Bohra92% (26)
- Introduction - JRPLDocument1 pageIntroduction - JRPLbathinsreenivasNo ratings yet
- 2006 Int Ansys Conf 43Document9 pages2006 Int Ansys Conf 43bathinsreenivasNo ratings yet
- "Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnDocument1 page"Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnbathinsreenivasNo ratings yet
- Civil Engineering - For WebDocument28 pagesCivil Engineering - For WebbathinsreenivasNo ratings yet
- Interferometry PresentationDocument26 pagesInterferometry PresentationbathinsreenivasNo ratings yet
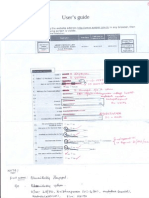
- User's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisibleDocument3 pagesUser's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisiblebathinsreenivasNo ratings yet
- Variable Shunt ReactorsDocument8 pagesVariable Shunt ReactorsAdeniji OlusegunNo ratings yet
- Code Error RolandDocument8 pagesCode Error Rolandantonio_brasileiro_1No ratings yet
- TM 11-6625-3135-24P - AN - USM-488 - Oscilloscope - 1985Document62 pagesTM 11-6625-3135-24P - AN - USM-488 - Oscilloscope - 1985Wurzel1946No ratings yet
- Excitation SystemsDocument15 pagesExcitation SystemsSahiti DarikaNo ratings yet
- IRC5Document526 pagesIRC5TomasNo ratings yet
- Common Laboratory Equipment in Instrumentation and ControlDocument3 pagesCommon Laboratory Equipment in Instrumentation and Controllancelot labajoNo ratings yet
- 1580-2001 Marine Cable PDFDocument79 pages1580-2001 Marine Cable PDFAmitabhaNo ratings yet
- RME Main Reviewer, Part 10Document3 pagesRME Main Reviewer, Part 10JohntreeNo ratings yet
- 9.1 Microwave Heating (2017)Document53 pages9.1 Microwave Heating (2017)Muhamad Ilfan AlwirudinNo ratings yet
- EURO II DP Switchgear CatalogueDocument128 pagesEURO II DP Switchgear CatalogueAbhyuday GhoshNo ratings yet
- PROFIBUS Cable: Data Sheet 10/63-6.47-EN Rev. DDocument8 pagesPROFIBUS Cable: Data Sheet 10/63-6.47-EN Rev. Dsina20795No ratings yet
- UNIT 3: Transistor Sizing in CMOS: Aims and ObjectivesDocument12 pagesUNIT 3: Transistor Sizing in CMOS: Aims and ObjectivesGirish Kv50% (2)
- Technical Description 115 KV Submarine Cables (240mm2 and 400mm2) Rev. 4-Jun-10Document36 pagesTechnical Description 115 KV Submarine Cables (240mm2 and 400mm2) Rev. 4-Jun-10Bhuvanes Waran100% (1)
- Bipolar Junction Transistors (BJTS) : S. Hashim BukhariDocument55 pagesBipolar Junction Transistors (BJTS) : S. Hashim BukharinasiruddinNo ratings yet
- Ford H476 9L Cargo Wiring DiagramsDocument19 pagesFord H476 9L Cargo Wiring DiagramsRómulo Simón Lizarraga León100% (1)
- LS Electric Soft Starter Catalog en 20210512Document28 pagesLS Electric Soft Starter Catalog en 20210512Mohamed MagdyNo ratings yet
- Lenovo Yoga 500-14IBD LT41 Wistron 14217-1 PDFDocument102 pagesLenovo Yoga 500-14IBD LT41 Wistron 14217-1 PDFwankwankwankwankNo ratings yet
- Electronic Device Lab 1 Diode CharacteristicsDocument9 pagesElectronic Device Lab 1 Diode CharacteristicsVy NguyễnNo ratings yet
- PFC Detuned Filter Component Selection TableDocument3 pagesPFC Detuned Filter Component Selection TableAhmedNo ratings yet
- Toshiba s11 Instruction ManualDocument86 pagesToshiba s11 Instruction Manualsofiyan hadyNo ratings yet
- Nernst EquationDocument7 pagesNernst Equationantony2288No ratings yet
- Understanding The Fundamentals of Earthquake Signal Sensing NetworksDocument72 pagesUnderstanding The Fundamentals of Earthquake Signal Sensing NetworkstorinomgNo ratings yet
- 8 - Automatic Sun Tracking System PDFDocument5 pages8 - Automatic Sun Tracking System PDFEngr Muhammad TayyabNo ratings yet
- Harman-Kardon Avr156-230 Avr158-230 Av Receiver PDFDocument139 pagesHarman-Kardon Avr156-230 Avr158-230 Av Receiver PDFcommunication wavesNo ratings yet
- Explosionproof Lighting & Power Distribution PanelboardsDocument6 pagesExplosionproof Lighting & Power Distribution PanelboardsJorge Luis Galezo MuñozNo ratings yet
- TLL150 Liquid Level Sensor Cut-to-Length and Calibrate: Technical DataDocument1 pageTLL150 Liquid Level Sensor Cut-to-Length and Calibrate: Technical DataDave PotterNo ratings yet
- Paper 4: Power Quality Issues in HospitalsDocument6 pagesPaper 4: Power Quality Issues in HospitalsMAT JIBRUD100% (1)
- To UPS Configurations: Rotary UPS and GensetsDocument17 pagesTo UPS Configurations: Rotary UPS and GensetsDwi PutrantoNo ratings yet
- Apxv9err18 C A20 PDFDocument1 pageApxv9err18 C A20 PDFGuillermoNo ratings yet
- Photoconductive Cell: VT900 SeriesDocument1 pagePhotoconductive Cell: VT900 Seriesyunkino polertivNo ratings yet