You might also like
- Advanced WeldingDocument42 pagesAdvanced WeldingMebrahtom LuelNo ratings yet
- Lec 13 Unit 3 Arc Welding - HAFDocument23 pagesLec 13 Unit 3 Arc Welding - HAFZakyNo ratings yet
- BMP (Class 14 - Class-17) WeldingDocument24 pagesBMP (Class 14 - Class-17) WeldingAsesh PramanikNo ratings yet
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 pagesL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651No ratings yet
- Overview of Advanced Welding ProcessesDocument55 pagesOverview of Advanced Welding ProcessesSaravanan RajendranNo ratings yet
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarNo ratings yet
- Working Principle: Laser Beam WeldingDocument14 pagesWorking Principle: Laser Beam WeldingAkash KumarNo ratings yet
- SmawDocument19 pagesSmawmissunique52No ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- Welding Technology HomeworkDocument4 pagesWelding Technology HomeworkDara IsmailNo ratings yet
- AM and AutomationDocument68 pagesAM and AutomationwinnieNo ratings yet
- Arc WeldingDocument43 pagesArc WeldingHitarth ChudasamaNo ratings yet
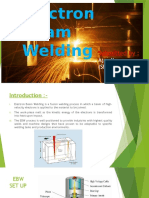
- Electron Beam Welding: Submitted byDocument13 pagesElectron Beam Welding: Submitted byTanmay WalkeNo ratings yet
- Submerged Arc WeldingDocument5 pagesSubmerged Arc Weldingmanikandan.vNo ratings yet
- WeldingDocument28 pagesWeldingGowtham KumarNo ratings yet
- Online GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Document53 pagesOnline GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Md. Zishanur RahmanNo ratings yet
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 pagesAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Arc Welding Refers To A Group Of: SolderingDocument12 pagesArc Welding Refers To A Group Of: SolderingBhushan VermaNo ratings yet
- Module-1: Electric Welding byDocument17 pagesModule-1: Electric Welding byveena bhatNo ratings yet
- Welding - Joining ProcessDocument22 pagesWelding - Joining Processnafiz 3265No ratings yet
- Welding Technology InspectionDocument32 pagesWelding Technology InspectionChaitanya Sai T100% (1)
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Welding PPMTDocument20 pagesWelding PPMTRadha BagriNo ratings yet
- Welding Processes PDFDocument44 pagesWelding Processes PDFHusain AliNo ratings yet
- Manufacturing Technology-I: Joining ProcessDocument43 pagesManufacturing Technology-I: Joining ProcessheartyseeNo ratings yet
- Arc N Gas ReportDocument25 pagesArc N Gas ReportAnahAlhabshiNo ratings yet
- Manufacture Engineering II AssignmetDocument7 pagesManufacture Engineering II AssignmetwanabultiNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- Tig Mig PlasmaDocument29 pagesTig Mig PlasmaManojKumarNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- Submerged Arc Strip CladdingDocument28 pagesSubmerged Arc Strip CladdingPradeep LakumNo ratings yet
- BMP (Class 11-Class 12) WeldingDocument26 pagesBMP (Class 11-Class 12) WeldingAsesh PramanikNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pages11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekNo ratings yet
- Submergedarcwelding ForDocument23 pagesSubmergedarcwelding ForDany aprianNo ratings yet
- The Manual Metal Arc ProcessDocument2 pagesThe Manual Metal Arc Processdinar tunjungNo ratings yet
- Electron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiDocument11 pagesElectron Beam Welding: Author's: A. Leonard Pawan, A. Antony Ajay, K. Manjunath, S .Yuvaraj PandiLeonard PawanNo ratings yet
- GHJDocument163 pagesGHJAbdul Gafoor ShaikhNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- E - Weldone Letter Opt A14Document1 pageE - Weldone Letter Opt A14VikasShelkeNo ratings yet
- Flux Cored Arc Welding SimaDocument75 pagesFlux Cored Arc Welding Simaabdi retaNo ratings yet
- Non-Traditional MachiningDocument24 pagesNon-Traditional MachiningNikhil PrasannaNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- 7 WeldDocument16 pages7 WeldgereNo ratings yet
- Stud WeldingDocument10 pagesStud WeldingjesoneliteNo ratings yet
- Matsw301 - SmawDocument46 pagesMatsw301 - Smawjiyob25709No ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- Me2026 Unconventional Machining Process 43Document7 pagesMe2026 Unconventional Machining Process 43CHARANNo ratings yet
- Welding ProcessesDocument51 pagesWelding ProcessesAtul100% (4)
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Advanced Welding TechniquesDocument5 pagesAdvanced Welding Techniquesharsha vardhanNo ratings yet
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedDocument19 pagesSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারNo ratings yet
- Experiment 1Document16 pagesExperiment 1samayNo ratings yet
- Narrow Gap Submerged Arc WeldingDocument7 pagesNarrow Gap Submerged Arc Weldingajithkumar mNo ratings yet
- Arc Welding Processes w3Document73 pagesArc Welding Processes w3snananrNo ratings yet
- Chemical Energetics Chemistry AS/A LevelDocument4 pagesChemical Energetics Chemistry AS/A Levelyep okNo ratings yet
- Gas Turbine Report RotorDocument10 pagesGas Turbine Report RotorThanapaet RittirutNo ratings yet
- Engine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Document19 pagesEngine - Repair - 1999-2000 Engine - Repair - AAA, AFP VR6Dany Pistiner100% (3)
- OLSRDocument6 pagesOLSRHanna RizqisdelightsNo ratings yet
- M M P P: Chapter 5 Solutions Problem 5.1Document21 pagesM M P P: Chapter 5 Solutions Problem 5.1Mansi ShahNo ratings yet
- Radio 2219 PDFDocument2 pagesRadio 2219 PDFdsfasdf dfg100% (1)
- 2022 - Science - Chem - Y4 - Curriculum Map - StudentsDocument29 pages2022 - Science - Chem - Y4 - Curriculum Map - StudentsSANJAY SHIVANINo ratings yet
- Tips For Predicting Speed With Propexpert: A Hydrocomp Technical ReportDocument2 pagesTips For Predicting Speed With Propexpert: A Hydrocomp Technical ReporthaujesNo ratings yet
- Dimensions of Spades (Paddle Blank) and Ring Spacers (Paddle Spacer) ASME B16.48 For Installation Between ASME B16Document7 pagesDimensions of Spades (Paddle Blank) and Ring Spacers (Paddle Spacer) ASME B16.48 For Installation Between ASME B16FalahInginBalapanNo ratings yet
- Simatic: STEP 7 Professional 2010 SR4 Engineering Software For SIMATIC S7 / M7 / C7Document16 pagesSimatic: STEP 7 Professional 2010 SR4 Engineering Software For SIMATIC S7 / M7 / C7Noureddine ElaatmaniNo ratings yet
- Chemistry Textbook 10 - 12 PDFDocument86 pagesChemistry Textbook 10 - 12 PDFMusanta Simmon SimzNo ratings yet
- Cap DependentDocument6 pagesCap DependentKAIST이박터No ratings yet
- Mathematics: Quarter 3 - Week 8 - Module 8 Solving Word Problems Involving Measurement of Surface AreaDocument12 pagesMathematics: Quarter 3 - Week 8 - Module 8 Solving Word Problems Involving Measurement of Surface AreaJonathan Mercado0% (1)
- ISO 2859-1 1999 Cor 1 2001 (E)Document1 pageISO 2859-1 1999 Cor 1 2001 (E)Hodjat Alah BagheriNo ratings yet
- FRCcalc - Software For Design of Fiber Reinforced Concrete ElementsDocument10 pagesFRCcalc - Software For Design of Fiber Reinforced Concrete ElementsDan MaceNo ratings yet
- Angelidesetal. 2023 Amethodologyforpredictingfar FieldblastloadingonstructuresDocument23 pagesAngelidesetal. 2023 Amethodologyforpredictingfar FieldblastloadingonstructuresrakoNo ratings yet
- P139 EN M R-53-B 315 654 Volume 1Document1,166 pagesP139 EN M R-53-B 315 654 Volume 1Khánh Vũ HoàngNo ratings yet
- Building A Regulated 5V DC Power SupplyDocument3 pagesBuilding A Regulated 5V DC Power SupplyPrasanna Man RajbanshiNo ratings yet
- O Level Physics NotesDocument6 pagesO Level Physics NotesHamza Kahemela83% (6)
- Sudan University of Science and Technology College of Graduate Studies Department of Electrical EngineeringDocument85 pagesSudan University of Science and Technology College of Graduate Studies Department of Electrical EngineeringAbdel-Rahman Saifedin Arandas100% (1)
- Nverse Gas ChromatographyDocument5 pagesNverse Gas ChromatographySenthil KumarNo ratings yet
- Salad: Is A Combination of Vegetables, Fruits, and Other Ingredients Served With A DressingDocument61 pagesSalad: Is A Combination of Vegetables, Fruits, and Other Ingredients Served With A DressingMiki Chan100% (2)
- Prossesor Intel I3 6100 Box (3.7 GHZ, C6MB, Skylake Series) Rp. 1.540.000Document8 pagesProssesor Intel I3 6100 Box (3.7 GHZ, C6MB, Skylake Series) Rp. 1.540.000Yusron MuttaqinNo ratings yet
- Nursing Informatics Prelim C1-C2Document11 pagesNursing Informatics Prelim C1-C2BSN2-F MASINING NA PAGPAPAHAYAGNo ratings yet
- Statement of The The Problem Mapua University Building ComplexDocument3 pagesStatement of The The Problem Mapua University Building ComplexJoshua Phillip Austero FederisNo ratings yet
- Bài tập ATHADocument2 pagesBài tập ATHALang Tuấn NguyênNo ratings yet
- Hyster H1.50XM (D001) Parts ManualDocument404 pagesHyster H1.50XM (D001) Parts ManualПетр75% (4)
- Us8801359 PDFDocument49 pagesUs8801359 PDFfermeskopNo ratings yet
- Recnik 3 I 4Document880 pagesRecnik 3 I 4Mihajlo BrezancicNo ratings yet
- Sociology Theory Methods by Fulcher Chapter 2Document54 pagesSociology Theory Methods by Fulcher Chapter 2ricardomfaNo ratings yet