You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Pengenalan Asas Solidworks® 2018: By: Nazri Bin MD Ali Institut Latihan Perindustrian Bukit Katil MelakaDocument18 pagesPengenalan Asas Solidworks® 2018: By: Nazri Bin MD Ali Institut Latihan Perindustrian Bukit Katil MelakaNazriNo ratings yet
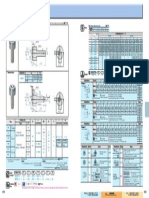
- Removable-Nozzle-Tips - 2019 - EN Mesin Injection MouldingDocument14 pagesRemovable-Nozzle-Tips - 2019 - EN Mesin Injection MouldingNazriNo ratings yet
- How To Use Hole WizardDocument4 pagesHow To Use Hole WizardNazriNo ratings yet
- Assembly Drawing ExercisesDocument57 pagesAssembly Drawing ExercisesAli HassanNo ratings yet
- Removable-Nozzle-Tips - 2019 - EN Mesin Injection MouldingDocument14 pagesRemovable-Nozzle-Tips - 2019 - EN Mesin Injection MouldingNazriNo ratings yet
- How To Use Loft: in This Tutorial You Will Create This Part Using Loft FeatureDocument5 pagesHow To Use Loft: in This Tutorial You Will Create This Part Using Loft FeatureNazriNo ratings yet
- How To Use Mirror: in This Tutorial, You Will Create This PartDocument5 pagesHow To Use Mirror: in This Tutorial, You Will Create This PartNazriNo ratings yet
- How To Creating A Basic SweepDocument2 pagesHow To Creating A Basic SweepNazriNo ratings yet
- Task 1 Tomography Industrial Medical App 19feb15Document12 pagesTask 1 Tomography Industrial Medical App 19feb15NazriNo ratings yet
- How To Change To Metric UnitsDocument1 pageHow To Change To Metric UnitsNazriNo ratings yet
- Task 1 Tomography Industrial Medical App 19feb15Document12 pagesTask 1 Tomography Industrial Medical App 19feb15NazriNo ratings yet
- How Solidworks WorksDocument7 pagesHow Solidworks WorksNazriNo ratings yet
- How To Use Hole WizardDocument4 pagesHow To Use Hole WizardNazriNo ratings yet
- How To Model Aeroplane WingsDocument5 pagesHow To Model Aeroplane WingsNazriNo ratings yet
- R Fo Pe Er Re VI Ew Fo R P Ee R R - Unknown - Electronics - UnknownDocument8 pagesR Fo Pe Er Re VI Ew Fo R P Ee R R - Unknown - Electronics - UnknownNazriNo ratings yet
- How To Creating A Basic SweepDocument2 pagesHow To Creating A Basic SweepNazriNo ratings yet
- Correction Coment PRSDocument20 pagesCorrection Coment PRSNazriNo ratings yet
- Practical Applications of Synthetic Aperture Imaging - 2010 - Arendt Et Al. - UnknownDocument10 pagesPractical Applications of Synthetic Aperture Imaging - 2010 - Arendt Et Al. - UnknownNazriNo ratings yet
- AFTERNOON, POINCIANA SessionDocument1 pageAFTERNOON, POINCIANA SessionNazriNo ratings yet
- Correction Coment PRSDocument20 pagesCorrection Coment PRSNazriNo ratings yet
- Jurnal Teknologi Full Paper A Review On Electrical Capacitance Tomograp PDFDocument7 pagesJurnal Teknologi Full Paper A Review On Electrical Capacitance Tomograp PDFNazriNo ratings yet
- Technical Specifications For Aerial BunchedDocument5 pagesTechnical Specifications For Aerial BunchedNazriNo ratings yet
- Real 3 Corrision PipeDocument8 pagesReal 3 Corrision PipeNazriNo ratings yet
- Patch Antenna Via Fused DepositionDocument4 pagesPatch Antenna Via Fused DepositionNazriNo ratings yet
- Real 2 Corrison PipeDocument2 pagesReal 2 Corrison PipeNazriNo ratings yet
- Sprue Bushing JIS B Type 635-636Document1 pageSprue Bushing JIS B Type 635-636NazriNo ratings yet
- Long-Range Guided-Wave Ultrasonics A New Age in Pipeline Inspection - 2007 - Birch, Baker - Un PDFDocument5 pagesLong-Range Guided-Wave Ultrasonics A New Age in Pipeline Inspection - 2007 - Birch, Baker - Un PDFNazriNo ratings yet
- Olga RadiologyDocument38 pagesOlga RadiologyNazriNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mechanical Properties and Translucency of A Multi-Layered Zirconia WithDocument9 pagesMechanical Properties and Translucency of A Multi-Layered Zirconia WithAlberto Luis Martinez VicenteNo ratings yet
- CSWIP 3.1 Multiple Choice-5Document32 pagesCSWIP 3.1 Multiple Choice-5randhir kumar jhaNo ratings yet
- Orifice SizingDocument2 pagesOrifice SizingAvinav Kumar100% (1)
- Chemistry Lab Safety ActivityDocument3 pagesChemistry Lab Safety Activityapi-293292389No ratings yet
- Model Non-Uniform Temp Distribution with Beam Section TempDocument7 pagesModel Non-Uniform Temp Distribution with Beam Section TempAbderrahmane SaidNo ratings yet
- Fundamentals of Heating and Cooling Loads I-PDocument314 pagesFundamentals of Heating and Cooling Loads I-PMahmoud Gwaily96% (27)
- E747 97 Wire IQI PDFDocument14 pagesE747 97 Wire IQI PDFAmith100% (1)
- ACI 318M-19 Exposure CategoriesDocument9 pagesACI 318M-19 Exposure CategoriesMohammed AminNo ratings yet
- Test Bank For Biochemistry A Short Course 2nd Edition John L Tymoczko DownloadDocument36 pagesTest Bank For Biochemistry A Short Course 2nd Edition John L Tymoczko Downloadcorduroy.rugousf1xrwe100% (43)
- Ae 205 Case Study of Pampanga RiverDocument18 pagesAe 205 Case Study of Pampanga RiverNrkNo ratings yet
- STEM Gen Chem 1 Q1 M2Document20 pagesSTEM Gen Chem 1 Q1 M2Roland AgraNo ratings yet
- Magnetic Properties and BH Curve OverviewDocument5 pagesMagnetic Properties and BH Curve Overviewbenitogaldos19gmail.comNo ratings yet
- Ronafix polymer admixture for thin section mortarsDocument4 pagesRonafix polymer admixture for thin section mortarschong pak limNo ratings yet
- Bond Energy: Name - Chem Worksheet 16-2 H F F F HDocument1 pageBond Energy: Name - Chem Worksheet 16-2 H F F F HCHRISTOPHER NSENGIYUMVANo ratings yet
- Chem Sem 1 Q &A PDFDocument9 pagesChem Sem 1 Q &A PDFevacuate clashNo ratings yet
- Che Practice Questions: CPQ Set 1Document5 pagesChe Practice Questions: CPQ Set 1Jerome Javier0% (1)
- Plenty of Room - Nnano.2009.356Document1 pagePlenty of Room - Nnano.2009.356Mario PgNo ratings yet
- Carrier-assisted surfactin production optimizationDocument7 pagesCarrier-assisted surfactin production optimizationIngeniería QuímicaNo ratings yet
- Jasco FP-8050Document28 pagesJasco FP-8050Alina CarolinaNo ratings yet
- American Material SpecificationsDocument1 pageAmerican Material Specificationsrajdeep_saha_1No ratings yet
- RapidDocument6 pagesRapidDewi SusantiNo ratings yet
- 26 - Improved Forged Crankshaft Performance Utilizing Deep RollingDocument23 pages26 - Improved Forged Crankshaft Performance Utilizing Deep RollingandypressNo ratings yet
- MC-250 Physical SpecificationsDocument2 pagesMC-250 Physical SpecificationsTally AnuNo ratings yet
- 02 Carrier Transport PhenomenaDocument28 pages02 Carrier Transport PhenomenaVikas PsNo ratings yet
- Bacillus Cereus Agar ISO Test (MYPDocument2 pagesBacillus Cereus Agar ISO Test (MYPLong ManNo ratings yet
- Tolerable Settlement of BuildingsDocument1 pageTolerable Settlement of BuildingsamokhtaNo ratings yet
- Experiment No-3 To Study Biogas PlantDocument4 pagesExperiment No-3 To Study Biogas PlantANUP KUMARNo ratings yet
- Cement manufacturing processDocument6 pagesCement manufacturing processSourav hazraNo ratings yet
- FireDocument101 pagesFiregyanendraNo ratings yet
- 0.5 Pretest Day2Document15 pages0.5 Pretest Day2Janica Palangeo100% (1)