You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- MIG Flux-Cored Welding CalculatorDocument1 pageMIG Flux-Cored Welding CalculatorDen Yogi Hardiyanto100% (1)
- A Complete HandBook For Metal Die CastingDocument37 pagesA Complete HandBook For Metal Die CastingSuhas KrishnaNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- How To Calculate Wind Loads On Roof Mounted Solar Panels - Draft2Document4 pagesHow To Calculate Wind Loads On Roof Mounted Solar Panels - Draft2wellslhNo ratings yet
- 2012-11-43 Anti-Surge Valves For Dynamic CompressorsDocument5 pages2012-11-43 Anti-Surge Valves For Dynamic Compressorssourcemenu100% (2)
- Hydraulic Schematic PDFDocument2 pagesHydraulic Schematic PDFAtaa AssaadNo ratings yet
- Lesson Exemplar On Physical Changes of Solid, Liquid and GasDocument3 pagesLesson Exemplar On Physical Changes of Solid, Liquid and GasJimielle Shane Simon100% (1)
- CH 12Document29 pagesCH 12Aljebre MohmedNo ratings yet
- Astm G170 PDFDocument17 pagesAstm G170 PDFVictor NietoNo ratings yet
- Interactive Multimedia in Education and TrainingDocument432 pagesInteractive Multimedia in Education and TrainingMarcelaRodriguezGarzon100% (2)
- International Journal of Educational Development: Su Jung Choi, Jin Chul Jeong, Seoung Nam KimDocument10 pagesInternational Journal of Educational Development: Su Jung Choi, Jin Chul Jeong, Seoung Nam KimDen Yogi HardiyantoNo ratings yet
- Hosts UmbrellaDocument1 pageHosts UmbrellaFabsor SoralNo ratings yet
- Housing FrameDocument4 pagesHousing FrameDen Yogi HardiyantoNo ratings yet
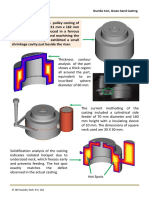
- Pulley DIDocument4 pagesPulley DIDen Yogi HardiyantoNo ratings yet
- CHAPTER 2 Press WorkingDocument29 pagesCHAPTER 2 Press WorkingDen Yogi HardiyantoNo ratings yet
- Bill of MaterialDocument1 pageBill of MaterialDen Yogi HardiyantoNo ratings yet
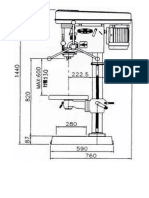
- DrillDocument1 pageDrillDen Yogi HardiyantoNo ratings yet
- Steam SafetyDocument2 pagesSteam SafetyHendra RiyadiNo ratings yet
- Exp - S1B - Vapor in Air DiffusionDocument11 pagesExp - S1B - Vapor in Air DiffusionAnuj SrivastavaNo ratings yet
- 65631102162011KCB 2cy YcbDocument10 pages65631102162011KCB 2cy YcbGBHJRNo ratings yet
- sodoUSSCS METHODDocument25 pagessodoUSSCS METHODAbiued EjigueNo ratings yet
- MODULE II (A)Document65 pagesMODULE II (A)Nazeema TTNo ratings yet
- Removal of Moisture From Systems by Vacuum PumpDocument4 pagesRemoval of Moisture From Systems by Vacuum PumpSaravana KarthikeyanNo ratings yet
- Sludge Treatment of WaterDocument11 pagesSludge Treatment of WaterWinsam Amiel Cejudo100% (1)
- Rainwater HarvestingDocument8 pagesRainwater HarvestingjasonwongqooyNo ratings yet
- Viscosity: Karzan Mohamad Salih Petroleum LabDocument7 pagesViscosity: Karzan Mohamad Salih Petroleum LabSafwan BakrmanyNo ratings yet
- Phase Transformations: SolidificationDocument8 pagesPhase Transformations: SolidificationRunkitoNo ratings yet
- Mechanical MeasurementsDocument47 pagesMechanical MeasurementscaptainhassNo ratings yet
- Particulate Control-2 Fabric Filters Particulate Scrubbers: Prof. Dr. Dentel Notes and Prof. Dr. Chang-Yu WuDocument53 pagesParticulate Control-2 Fabric Filters Particulate Scrubbers: Prof. Dr. Dentel Notes and Prof. Dr. Chang-Yu WuTushar KadgaleNo ratings yet
- Proses Wsa 1Document19 pagesProses Wsa 1Lily DianaNo ratings yet
- Cryocomp Cryo Vents and HeatersDocument2 pagesCryocomp Cryo Vents and HeatersSurya VamsiNo ratings yet
- Rotating: EquipmentDocument36 pagesRotating: EquipmentBureau VeritasNo ratings yet
- Compare WFE TFE Dan Vacuum - OKDocument5 pagesCompare WFE TFE Dan Vacuum - OKimronmasfruriNo ratings yet
- Vlave StandardDocument7 pagesVlave StandardWedar KaribetNo ratings yet
- Pollution ControlDocument48 pagesPollution ControlAndreas NeshNo ratings yet
- Piping 30000Document14 pagesPiping 30000Prasanta Kumar BeheraNo ratings yet
- 900 Production Separators: Chevron Corporation 900-1 March 1990Document46 pages900 Production Separators: Chevron Corporation 900-1 March 1990farshad100% (1)
- Fermentation Technology Study NotesDocument25 pagesFermentation Technology Study NotesNuramirah JazimaNo ratings yet
- Hydrology and Water Resources Management: Noor M Khan 2021Document39 pagesHydrology and Water Resources Management: Noor M Khan 2021EPICgh BEASTghnNo ratings yet
- TitilayoAkinseye - 2021 - Gas AbsorptionDocument24 pagesTitilayoAkinseye - 2021 - Gas AbsorptionYousef SailiniNo ratings yet
- Water Resource Assessment For The Zambezi River BasinDocument8 pagesWater Resource Assessment For The Zambezi River BasinMr stupidNo ratings yet