You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 4.3 Reaction Rates and Reversible ReactionsDocument18 pages4.3 Reaction Rates and Reversible ReactionsVictor VC100% (6)
- The Number of Geometrical Isomers ForDocument3 pagesThe Number of Geometrical Isomers ForGajendran PandiNo ratings yet
- N10120045 - Putri Aswariyah Ramli - Laporan Praktikum Penilaian Status GiziDocument5 pagesN10120045 - Putri Aswariyah Ramli - Laporan Praktikum Penilaian Status GiziPutri Aswariyah RamliNo ratings yet
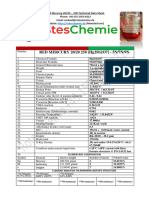
- Red Mercury 2020 Technical Data SheetDocument2 pagesRed Mercury 2020 Technical Data SheetThe UniversNo ratings yet
- 1-Poll ChemistryDocument3 pages1-Poll Chemistryamanrana98128No ratings yet
- Chemistry of Salt, Acid, Base and Metal: ChemicalDocument6 pagesChemistry of Salt, Acid, Base and Metal: ChemicalrezadNo ratings yet
- What Is A Metal?Document46 pagesWhat Is A Metal?Akweri OyunguNo ratings yet
- 12 - WBM Contamination & Treatment BMS 2013Document87 pages12 - WBM Contamination & Treatment BMS 2013Slim.BNo ratings yet
- Empirical and Molecular FormulaDocument2 pagesEmpirical and Molecular FormulaHanum100% (1)
- Chemistry Question Bank 1 - FinalDocument27 pagesChemistry Question Bank 1 - FinalKim LeeNo ratings yet
- Using Solubility Rules To Predict Precipitates in ReactionDocument3 pagesUsing Solubility Rules To Predict Precipitates in ReactionRaiel AlvaroNo ratings yet
- Acta Ciencia Indica First0001Document6 pagesActa Ciencia Indica First000195 vkjNo ratings yet
- PDF SPM Chemistry Form 4 Notes DLDocument10 pagesPDF SPM Chemistry Form 4 Notes DLJames SimNo ratings yet
- Nickel and Nickel AlloysDocument0 pagesNickel and Nickel Alloysidien100% (1)
- Protons, Neutrons, and Electrons Practice WorksheetDocument3 pagesProtons, Neutrons, and Electrons Practice WorksheetMelerose Dela SernaNo ratings yet
- Lakhmir Singh Solutions For Class 9 Chemistry Chapter 4Document56 pagesLakhmir Singh Solutions For Class 9 Chemistry Chapter 4Premshankar RajbharNo ratings yet
- ASSIGNMENT NotesDocument10 pagesASSIGNMENT Notesnm.ananya2008No ratings yet
- Ion Test PDFDocument11 pagesIon Test PDFAnderson XiaoNo ratings yet
- Chapter 9 Manufactured Substances in IndustryDocument10 pagesChapter 9 Manufactured Substances in IndustryEric ChewNo ratings yet
- Infrared Studies On Synthetic Oxygen Carriers - K. Ueno and A. E. Martell PDFDocument6 pagesInfrared Studies On Synthetic Oxygen Carriers - K. Ueno and A. E. Martell PDFrennan_ps499No ratings yet
- PST-05 SolutionDocument16 pagesPST-05 Solutionritpal365No ratings yet
- 9701 s07 QP 2Document15 pages9701 s07 QP 2G M Ali KawsarNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/63Document12 pagesCambridge IGCSE: CHEMISTRY 0620/63afyNo ratings yet
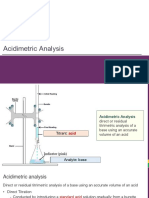
- Acidimetric AnalysisDocument31 pagesAcidimetric AnalysisFedelyn Mae AcaylarNo ratings yet
- DLL SCIENCE 9 Dec 9-13Document49 pagesDLL SCIENCE 9 Dec 9-13Raiza Lainah MianoNo ratings yet
- Fertilizer WorksheetDocument4 pagesFertilizer WorksheetJohn Rey LayderosNo ratings yet
- 316 LVMDocument1 page316 LVMMetehan AgacaNo ratings yet
- Atomic StructureDocument31 pagesAtomic StructureudaysrinivasNo ratings yet
- Comparitive Study of Commercial AntacidsDocument30 pagesComparitive Study of Commercial AntacidsPranjali Prashant DurgeNo ratings yet
- Redox ReactionsDocument44 pagesRedox ReactionsAnanthakrishnan Tinneveli VNo ratings yet