You might also like
- En 14700 2005Document14 pagesEn 14700 2005Adil Malkic75% (4)
- ASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDocument14 pagesASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricSinan Chen100% (1)
- Akzo Nobel Bitumen Emulsion ManualDocument41 pagesAkzo Nobel Bitumen Emulsion Manualsukhmani jutla100% (1)
- Guide Narrow-Gap Handbook EN LR PDFDocument56 pagesGuide Narrow-Gap Handbook EN LR PDFRavishankar100% (1)
- Metal Inert Gas Welding (GMAW)Document13 pagesMetal Inert Gas Welding (GMAW)S GoudaNo ratings yet
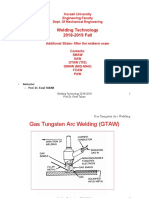
- Welding Technology GTAW GMAW FCAW PAW Nov 2020Document87 pagesWelding Technology GTAW GMAW FCAW PAW Nov 2020ENZO PEREZNo ratings yet
- Research - Cee52 - EsperidaDocument46 pagesResearch - Cee52 - EsperidaAnonymous wPHl2TBINDNo ratings yet
- Welding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CDocument4 pagesWelding Process: Name: Date: March 11, 2022 Yr./Section: 2BSABE-CClifford HermoNo ratings yet
- Guide To Mig WeldingDocument40 pagesGuide To Mig WeldingMarija IvanovskaNo ratings yet
- Narrow - Gap - TIG - 2P R0 2018 11 19Document2 pagesNarrow - Gap - TIG - 2P R0 2018 11 19gikkederkiNo ratings yet
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- A New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsDocument14 pagesA New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsTibor KeményNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- Welding Report Sem3Document11 pagesWelding Report Sem3hakimNo ratings yet
- Ijirt157448 PaperDocument6 pagesIjirt157448 PaperesteveranchezcabahugjrNo ratings yet
- Anshu WeldingDocument46 pagesAnshu WeldingAnshu SourabhNo ratings yet
- Anshu Welding PDFDocument45 pagesAnshu Welding PDFAnshu SourabhNo ratings yet
- Huong Dan Han TigDocument40 pagesHuong Dan Han Tiglyphungco100% (1)
- Vijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066Document9 pagesVijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066tesfaye gurmesaNo ratings yet
- ESL Welder BroucherDocument1 pageESL Welder BroucheresltrichyseoNo ratings yet
- Mig and Tig Welding: Group 1 - Ilmu Bahan Dan Pengerjaan LogamDocument11 pagesMig and Tig Welding: Group 1 - Ilmu Bahan Dan Pengerjaan LogamNicholas AnthonyNo ratings yet
- Svetsaren Vol 58 One + One Is More Than TwoDocument4 pagesSvetsaren Vol 58 One + One Is More Than TwolvcuichanghuaNo ratings yet
- 9 III March 2021Document7 pages9 III March 2021IJRASETPublicationsNo ratings yet
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- 2015 Effect-of-activating-fluxes-on-weld-bead-morphology-of-P9 - Journal-of-MaDocument10 pages2015 Effect-of-activating-fluxes-on-weld-bead-morphology-of-P9 - Journal-of-MabhaskarNo ratings yet
- Ijett V50P205Document8 pagesIjett V50P205Ronald AranhaNo ratings yet
- Ijett V50P205 PDFDocument8 pagesIjett V50P205 PDFbeto bNo ratings yet
- A Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewDocument13 pagesA Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewankNo ratings yet
- Plasma Arc WeldingDocument2 pagesPlasma Arc WeldingSaiful AmreeNo ratings yet
- HLAWDocument26 pagesHLAWFebu LuthfianiNo ratings yet
- Introduction of Welding & NDT For Oil & Gas Offshore Infrastructure and Its Career ProspectsDocument25 pagesIntroduction of Welding & NDT For Oil & Gas Offshore Infrastructure and Its Career ProspectsAgung SatyaNo ratings yet
- E Weldone Nov 2017Document7 pagesE Weldone Nov 2017chinmayNo ratings yet
- Hybrid Welding ProcessesDocument4 pagesHybrid Welding ProcessesKaushik SenguptaNo ratings yet
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocument8 pagesEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobNo ratings yet
- Welder HandbookDocument7 pagesWelder Handbooksandeepkumar63No ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- 14250A ch9 PDFDocument147 pages14250A ch9 PDFAyush VermaNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- Taguchi MethodDocument6 pagesTaguchi Methodpankajdeekshith1No ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Document9 pagesGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioNo ratings yet
- Saldanha 2018 IOP Conf. Ser. Mater. Sci. Eng. 346 012038Document9 pagesSaldanha 2018 IOP Conf. Ser. Mater. Sci. Eng. 346 012038Lionel LapuzNo ratings yet
- Viransh Geneous KapteniDocument3 pagesViransh Geneous KapteniESTONE CHIMALIRONo ratings yet
- Welding 3Document26 pagesWelding 3Mostafa MosƐadNo ratings yet
- Progress in MIG/MAG-Welding With The Help of Modern Multi-Process Welding Power SourcesDocument9 pagesProgress in MIG/MAG-Welding With The Help of Modern Multi-Process Welding Power SourcesbryłaNo ratings yet
- Welding Parameters For Inconel 625 Overlay On Carbon Steel Using GMAWDocument6 pagesWelding Parameters For Inconel 625 Overlay On Carbon Steel Using GMAWSyarief Nahdi100% (1)
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- OSD Welding ProcedureDocument6 pagesOSD Welding ProcedureVijayakumar Chandran100% (1)
- Investigation of Post-Weld Heat Treatment T6 and WDocument9 pagesInvestigation of Post-Weld Heat Treatment T6 and WNikhil KanojiNo ratings yet
- Narrow Gap Gas Metal Arc (GMA) Welding Technologies: AbstractDocument7 pagesNarrow Gap Gas Metal Arc (GMA) Welding Technologies: Abstracttiepnh.ameccNo ratings yet
- Numerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyDocument7 pagesNumerical Analysis On The Effect of Welding Parameters in TIG Welding For INCONEL 625 AlloyErin BarryNo ratings yet
- CastingDocument3 pagesCastingBogdan PopescuNo ratings yet
- Porosity OccursDocument5 pagesPorosity Occurstesfaye gurmesaNo ratings yet
- TemJournalFebruary2016 76 79Document4 pagesTemJournalFebruary2016 76 79bkprodhNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocument5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuNo ratings yet
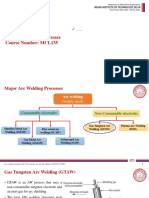
- MCL-135-Welding and Allied Processes - Class 11-15Document58 pagesMCL-135-Welding and Allied Processes - Class 11-15mHmNo ratings yet
- Gas Tungsten Arc Welding: TopicsDocument147 pagesGas Tungsten Arc Welding: Topicsjcarlos7411No ratings yet
- FabCO 811N1 PDFDocument2 pagesFabCO 811N1 PDFAlejandroAcuñaMaureiraNo ratings yet
- Enhancing The GTAW ProcessDocument2 pagesEnhancing The GTAW ProcessSaid DedicNo ratings yet
- Techalloy 276 ERNiCrMo-4Document2 pagesTechalloy 276 ERNiCrMo-4wiNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Dimenzije MDFDocument1 pageDimenzije MDFAdil MalkicNo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Raspored Seizmičkih SilaDocument2 pagesRaspored Seizmičkih SilaAdil MalkicNo ratings yet
- Thermodynamics and Strength of MaterialsDocument34 pagesThermodynamics and Strength of MaterialsMonMatthewDelaCruzNo ratings yet
- International Toy Safety Guidelines (Form English) - UlDocument2 pagesInternational Toy Safety Guidelines (Form English) - UlHariharan RajaramanNo ratings yet
- Probing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR TechniquesDocument12 pagesProbing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR Techniquesdeni.sttnNo ratings yet
- Specifications of Nitofill EPLV PDFDocument2 pagesSpecifications of Nitofill EPLV PDFTrung Nguyen ThanhNo ratings yet
- API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Document5 pagesAPI Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Luis Ernesto Marin JaimesNo ratings yet
- B - SC - Chemistry (I To VI Semesters) W - e - F - 2014-15 in Phased MannerDocument30 pagesB - SC - Chemistry (I To VI Semesters) W - e - F - 2014-15 in Phased MannerNatish JaglanNo ratings yet
- IG2 Thermal Physics Practice TestDocument5 pagesIG2 Thermal Physics Practice TestrehanNo ratings yet
- TE Connectivity Raychem S01 03 R DatasheetDocument7 pagesTE Connectivity Raychem S01 03 R DatasheetРоман ДяченкоNo ratings yet
- Yuli v. Nazarov, Jeroen Danon-Advanced Quantum Mechanics A Practical Guide-Cambridge University Press (2013)Document370 pagesYuli v. Nazarov, Jeroen Danon-Advanced Quantum Mechanics A Practical Guide-Cambridge University Press (2013)Juan Diego Cutipa Loayza100% (1)
- Smart Choices Grades 7-8Document15 pagesSmart Choices Grades 7-8Tan TaylorNo ratings yet
- Catalyst Role in Chemical Vapor DepositionDocument14 pagesCatalyst Role in Chemical Vapor DepositionHaroon Ur RashidNo ratings yet
- Basic Principles of Tube Line FabricationDocument69 pagesBasic Principles of Tube Line Fabricationshan4600No ratings yet
- Ba 10aDocument4 pagesBa 10aFrancis LoboNo ratings yet
- Chemseal - KRS PDFDocument2 pagesChemseal - KRS PDFICPL-RWPNo ratings yet
- Water Related ProblemsDocument4 pagesWater Related ProblemsAdibNo ratings yet
- 32 Vaporization TNDocument4 pages32 Vaporization TNAjeng FadillahNo ratings yet
- Chapter 4 Major Reaction WDocument102 pagesChapter 4 Major Reaction Wsinte beyuNo ratings yet
- USP 191 Identification Tests-General - Chemical Equations - by - Jude Daval-SantosDocument17 pagesUSP 191 Identification Tests-General - Chemical Equations - by - Jude Daval-Santosjude_daval_santos100% (5)
- Solutions Acids and Bases Test ReviewDocument2 pagesSolutions Acids and Bases Test Reviewapi-305204604No ratings yet
- Chapter 2Document5 pagesChapter 2AubreyNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V9Document1 pageAspen Exchanger Design and Rating Shell & Tube V9MAYANK AGRAWALNo ratings yet
- The Inhibitive Effect of Ficus Thonningii Leaves Extract in 1m HCL Solution As Corrosion Inhibitors On Mild SteelDocument8 pagesThe Inhibitive Effect of Ficus Thonningii Leaves Extract in 1m HCL Solution As Corrosion Inhibitors On Mild SteelInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Draw Management: Executive SummaryDocument13 pagesDraw Management: Executive SummaryJose HernandezNo ratings yet
- Chapter 21 22 - Chemical Reactions Balancing Chemical EquationsDocument34 pagesChapter 21 22 - Chemical Reactions Balancing Chemical EquationsAlwielland BelloNo ratings yet
- Polysep ManualDocument12 pagesPolysep ManualBrian KomivesNo ratings yet
- High Impact Polystyrene: Product InformationDocument1 pageHigh Impact Polystyrene: Product InformationOswald SolorzanoNo ratings yet
- Completion Practices in Deep Sour Tuscaloosa Wells: SPE, Amoco Production CoDocument10 pagesCompletion Practices in Deep Sour Tuscaloosa Wells: SPE, Amoco Production CoAnonymous VNu3ODGavNo ratings yet