You might also like
- H-E Parts White Paper MP1000 BoddingtonDocument3 pagesH-E Parts White Paper MP1000 BoddingtonJorge VillalobosNo ratings yet
- Mill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherDocument24 pagesMill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherFrancisco TijouxNo ratings yet
- KG Gyratory CrusherDocument5 pagesKG Gyratory CrusherJhunior Contreras NeyraNo ratings yet
- Cone Ranger: Mobile Cone Crushing UnitsDocument2 pagesCone Ranger: Mobile Cone Crushing UnitsYousef AlipourNo ratings yet
- JW Series Jaw Crushers: Terex Minerals Processing SystemsDocument16 pagesJW Series Jaw Crushers: Terex Minerals Processing SystemsKarin Anderson100% (1)
- Jaw CrusherDocument4 pagesJaw CrusherRebekah HaleNo ratings yet
- Technical Particulars Doc 2119-2120-01 PDFDocument10 pagesTechnical Particulars Doc 2119-2120-01 PDFAnonymous YwlEXh5No ratings yet
- Optimization of crushing stage using on-line speed regulation on cone crushersDocument9 pagesOptimization of crushing stage using on-line speed regulation on cone crushersRagab AbulmagdNo ratings yet
- Gyratory Mill: EccentricDocument10 pagesGyratory Mill: EccentricAbhishek Kumar100% (1)
- Diemme 2500x2500Document8 pagesDiemme 2500x2500Cristian Mena HidalgoNo ratings yet
- PEF500X750 Jaw CrusherDocument21 pagesPEF500X750 Jaw CrushersanjeevarorahsrNo ratings yet
- Sepro Equipment BrochuresDocument26 pagesSepro Equipment BrochuresIvan Zurita100% (1)
- QMS - General BrochureDocument6 pagesQMS - General BrochureArpit VermaNo ratings yet
- HEPICS Whitepaper Improved MP1000 Liner PerformanceDocument3 pagesHEPICS Whitepaper Improved MP1000 Liner PerformanceYousef AlipourNo ratings yet
- Excel Tramp Release System Upgrade For HP700 and HP800 Cone CrushersDocument2 pagesExcel Tramp Release System Upgrade For HP700 and HP800 Cone CrushersCarlos Andres Maldonado ArdilesNo ratings yet
- Jaw Crusher Sizing GuideDocument5 pagesJaw Crusher Sizing GuideTerence Jhon TabonNo ratings yet
- PresentationDocument46 pagesPresentationDanielSantosNo ratings yet
- Exciter Vibrating FeederDocument5 pagesExciter Vibrating Feedergopi_ggg20016099No ratings yet
- Systems: WashingDocument6 pagesSystems: WashingVinNo ratings yet
- Jaw Crushers and Disk Mills: FritschDocument20 pagesJaw Crushers and Disk Mills: FritschAnil Kumar KnNo ratings yet
- Flip Flow ScreenDocument6 pagesFlip Flow Screenani1985No ratings yet
- CR800 Hybrid Low ResDocument8 pagesCR800 Hybrid Low RestappannNo ratings yet
- 1238 Jaw Crusher PDFDocument12 pages1238 Jaw Crusher PDFRasoolKhadibiNo ratings yet
- Telsmith Product OverviewDocument12 pagesTelsmith Product OverviewRicardoNo ratings yet
- Large Bevel GearsDocument4 pagesLarge Bevel GearsJitu InduNo ratings yet
- Semi-Mobile Gyratory Crushing PlantsDocument23 pagesSemi-Mobile Gyratory Crushing PlantsJosé Andrés Toro BelmarNo ratings yet
- Trio Materials Washers.Document3 pagesTrio Materials Washers.SinaiNo ratings yet
- TRIO Feeders BrochureDocument8 pagesTRIO Feeders BrochureZiggy GregoryNo ratings yet
- ECT Symons 7s For SaleDocument2 pagesECT Symons 7s For SaleOrlando MelipillanNo ratings yet
- Washing and Classifying Brochure EnglishDocument24 pagesWashing and Classifying Brochure EnglishMohammed Alshami GeologistNo ratings yet
- Liner Development Process SummaryDocument3 pagesLiner Development Process SummaryJorge VillalobosNo ratings yet
- Uranium Corporation of India Limited P.O: Jaduguda Mines, Jharkhand - 832102Document4 pagesUranium Corporation of India Limited P.O: Jaduguda Mines, Jharkhand - 832102arsanioseNo ratings yet
- Cerro Verde Production Unit Expansion: Ludowici Vibrating Screens Installation Sequence Document No. SN-100462-MD18Document5 pagesCerro Verde Production Unit Expansion: Ludowici Vibrating Screens Installation Sequence Document No. SN-100462-MD18jhonNo ratings yet
- 015-80T4-FW6 - Rev 1Document1 page015-80T4-FW6 - Rev 1José Luis TolaNo ratings yet
- Screw Washer A 01Document15 pagesScrew Washer A 01joule357No ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFมนต์ชัย บุญธนลาภNo ratings yet
- Shineking Cone Crusher Manual BookDocument32 pagesShineking Cone Crusher Manual BookRiki D. PrastyoNo ratings yet
- Wet Iron Ore Crushing with Barmac VSIDocument2 pagesWet Iron Ore Crushing with Barmac VSIrajeevup2004No ratings yet
- Valu King Screen 1Document3 pagesValu King Screen 1RAUL PEREZ NEGREIROSNo ratings yet
- Materi PPT Secondary EngDocument5 pagesMateri PPT Secondary EngFanya arifantiNo ratings yet
- Nordberg 105 S N 34380Document33 pagesNordberg 105 S N 34380Gilberto Garnica MurilloNo ratings yet
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDocument1 pageFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNo ratings yet
- Gyratory CrusherDocument10 pagesGyratory CrusheradhiloveachanNo ratings yet
- Simulação Atual 1144 LHDocument1 pageSimulação Atual 1144 LHGabriel Alves - GNA CorporationNo ratings yet
- The Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereDocument1 pageThe Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereKudzie Maphy MasaireNo ratings yet
- Vibratory Feeders and Conveyors PDFDocument14 pagesVibratory Feeders and Conveyors PDFArnaldo BenitezNo ratings yet
- Espesadores Caserones, Enero 2014Document12 pagesEspesadores Caserones, Enero 2014Juan MichaudNo ratings yet
- Sandvik UH320 Specification SummaryDocument2 pagesSandvik UH320 Specification SummaryRicardo E Andrea RachelNo ratings yet
- Simu Presentacion Exam3Document1 pageSimu Presentacion Exam3Edwin Barboza DuranNo ratings yet
- Materials Handling EngineersDocument24 pagesMaterials Handling EngineersHenry SaenzNo ratings yet
- Excel Gears and Pinions For Cone CrushersDocument2 pagesExcel Gears and Pinions For Cone CrushersJohnDim100% (2)
- Improper Crusher Feeding: Jaw CrushersDocument1 pageImproper Crusher Feeding: Jaw CrushersbfygNo ratings yet
- Hofmann BrochureDocument88 pagesHofmann BrochureJorge VillalobosNo ratings yet
- Feeder Parts U2Document144 pagesFeeder Parts U2Christian Llanes-de la CruzNo ratings yet
- MANUAL DE CONO SYMONS DESDE EMCC - Archivo PDFDocument27 pagesMANUAL DE CONO SYMONS DESDE EMCC - Archivo PDFGuillermo BalarinniNo ratings yet
- Jaw Crusher Daily Inspection FormDocument6 pagesJaw Crusher Daily Inspection FormjlfyNo ratings yet
- TST JawCrusherDocument8 pagesTST JawCrusherHãy Tin Anh100% (1)
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaNo ratings yet
- Barred Tee TFA Barring Spec 33.02 Rev 4Document5 pagesBarred Tee TFA Barring Spec 33.02 Rev 4varaNo ratings yet
- Codigos y EstándaresDocument2 pagesCodigos y EstándaresJorge Prado DiazNo ratings yet
- Title Photos TuyeresDocument7 pagesTitle Photos TuyeresJorge Prado DiazNo ratings yet
- Multi-part engineering assembly dimensionsDocument2 pagesMulti-part engineering assembly dimensionsJorge Prado DiazNo ratings yet
- Eclisa 115re 4 Hole-AaDocument1 pageEclisa 115re 4 Hole-AaJorge Prado DiazNo ratings yet
- Gaoxin GAHR Type Rubber Slurry Pump PDFDocument5 pagesGaoxin GAHR Type Rubber Slurry Pump PDFLeobardo DiazNo ratings yet
- 025-R03 - A 26E001AB DetallesDocument1 page025-R03 - A 26E001AB DetallesJorge Prado DiazNo ratings yet
- PG Chapter 3Document6 pagesPG Chapter 3tonisilverNo ratings yet
- Parts List for 5 7/16Document3 pagesParts List for 5 7/16Jorge Prado DiazNo ratings yet
- 024-R05 - A 26E001AB ConjuntoDocument1 page024-R05 - A 26E001AB ConjuntoJorge Prado DiazNo ratings yet
- Modern Equipment LadlesDocument11 pagesModern Equipment LadlesJorge Prado DiazNo ratings yet
- Anillo Laberinto de Cilindro Caja 2 Danieli-Layout1Document1 pageAnillo Laberinto de Cilindro Caja 2 Danieli-Layout1Jorge Prado DiazNo ratings yet
- Wire Rope Install GuideDocument32 pagesWire Rope Install GuideSayed Kassar100% (2)
- Dwg#A-8770 Rev 18Document1 pageDwg#A-8770 Rev 18Jorge Prado DiazNo ratings yet
- DWG#FW 19Document1 pageDWG#FW 19Jorge Prado DiazNo ratings yet
- RevisionsDocument1 pageRevisionsJorge Prado DiazNo ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Mf-156/Astm A532-Llb: Rev Description Date Approved 2Document1 pageMf-156/Astm A532-Llb: Rev Description Date Approved 2Jorge Prado DiazNo ratings yet
- SMICO Shale-Shaker-Manual-COLOR PDFDocument12 pagesSMICO Shale-Shaker-Manual-COLOR PDFmojtaba_m007No ratings yet
- Hardox Uk 400Document2 pagesHardox Uk 400Jackson VuNo ratings yet
- RT 800 WP: The Proven Interchangeable Insert Drilling System With Highest Cutting Performance and Economy - Now WithDocument12 pagesRT 800 WP: The Proven Interchangeable Insert Drilling System With Highest Cutting Performance and Economy - Now WithJorge Prado DiazNo ratings yet
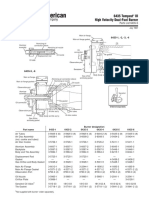
- 6435 Tempest III High Velocity Dual-Fuel Burner: Parts List 6435-5Document2 pages6435 Tempest III High Velocity Dual-Fuel Burner: Parts List 6435-5Jorge Prado DiazNo ratings yet
- Heavy Duty Apron Plate FeedersDocument4 pagesHeavy Duty Apron Plate FeedersAnonymous 8t0V9SNo ratings yet
- Operating Manual: Thule Rigtech VSM 100 Linear Motion Shale ShakerDocument84 pagesOperating Manual: Thule Rigtech VSM 100 Linear Motion Shale ShakerJorge Prado DiazNo ratings yet
- 47143A - COPLA DOBLE BRIDA DIA.85x175MM - 19751 1Document1 page47143A - COPLA DOBLE BRIDA DIA.85x175MM - 19751 1Jorge Prado DiazNo ratings yet
- Dual Bushing Track Reduces Undercarriage Costs by 46Document2 pagesDual Bushing Track Reduces Undercarriage Costs by 46Carlos Alfredo Laura100% (1)
- Grate Cooler CFGDocument3 pagesGrate Cooler CFGfetniNo ratings yet
- Riel LigeroDocument6 pagesRiel LigeroHenrry MendozaNo ratings yet
- Rotary GB enDocument307 pagesRotary GB enadelinciprianNo ratings yet
- Osborn - Apron FeederDocument8 pagesOsborn - Apron FeederAndré Luiz NogueiraNo ratings yet
- Hardox Uk 400Document2 pagesHardox Uk 400Jackson VuNo ratings yet
- Eng 8 LP4Document3 pagesEng 8 LP4Fe JanduganNo ratings yet
- MSC - Nastran 2014 Linear Static Analysis User's Guide PDFDocument762 pagesMSC - Nastran 2014 Linear Static Analysis User's Guide PDFFeiNo ratings yet
- Physical-Science11 Q1 MODULE-1 08082020Document27 pagesPhysical-Science11 Q1 MODULE-1 08082020Cristilyn Briones67% (3)
- Advanced Software Upgrade GuideDocument5 pagesAdvanced Software Upgrade GuideMiguel RibeiroNo ratings yet
- Prof. Hanumant Pawar: GeomorphologyDocument15 pagesProf. Hanumant Pawar: GeomorphologySHAIK CHAND PASHANo ratings yet
- ST 30 PDFDocument2 pagesST 30 PDFafiffathin_akramNo ratings yet
- Domestic Water-Supply - TheoryDocument19 pagesDomestic Water-Supply - Theoryyarzar17No ratings yet
- TUDelft Clay Suction PDFDocument8 pagesTUDelft Clay Suction PDFDing LiuNo ratings yet
- Technical Card: Information OnlyDocument1 pageTechnical Card: Information OnlyBhuvnesh VermaNo ratings yet
- Class Note 2 - Rain GaugesDocument6 pagesClass Note 2 - Rain GaugesPrakash PatelNo ratings yet
- Monopolistic screening in the labor marketDocument6 pagesMonopolistic screening in the labor marketKand HroppaNo ratings yet
- Employees Management On Sport DevelopmenDocument7 pagesEmployees Management On Sport DevelopmenBeky AbrahamNo ratings yet
- Srikanth Aadhar Iti CollegeDocument1 pageSrikanth Aadhar Iti CollegeSlns AcptNo ratings yet
- CLASS 10 CH-1 ECO DEVELOPMENT Question AnswersDocument8 pagesCLASS 10 CH-1 ECO DEVELOPMENT Question AnswersDoonites DelhiNo ratings yet
- Role of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveDocument40 pagesRole of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveshekhardfcNo ratings yet
- Test Bank For The Human Body in Health and Disease 7th Edition by PattonDocument11 pagesTest Bank For The Human Body in Health and Disease 7th Edition by PattonLaurence Pence100% (23)
- El 5036 V2 PDFDocument86 pagesEl 5036 V2 PDFCriss TNo ratings yet
- UKPSC JE Civil 2024 Exam (Technical) - ScheduleDocument4 pagesUKPSC JE Civil 2024 Exam (Technical) - ScheduleIES-GATEWizNo ratings yet
- Automating The Procure To Pay ProcessDocument47 pagesAutomating The Procure To Pay Processfloatingbrain88% (8)
- OSHCo Study I MalaysiaDocument7 pagesOSHCo Study I MalaysiafairusNo ratings yet
- David Kassan DemoDocument3 pagesDavid Kassan DemokingkincoolNo ratings yet
- HPS Virtualization WhitepaperDocument11 pagesHPS Virtualization WhitepaperHamdan SidekNo ratings yet
- Anis MahmudahDocument14 pagesAnis MahmudahAlim ZainulNo ratings yet
- Revison 5 - Adverbs of TimeDocument50 pagesRevison 5 - Adverbs of Timeluis fernandoNo ratings yet
- Buck 1948Document9 pagesBuck 1948Carlos Mora100% (1)
- Dominos Winning StrategiesDocument185 pagesDominos Winning StrategiesY Ammar IsmailNo ratings yet
- 2.5 PsedoCodeErrorsDocument35 pages2.5 PsedoCodeErrorsAli RazaNo ratings yet
- шпоры стилDocument19 pagesшпоры стилYuliia VasylchenkoNo ratings yet
- 65-1501 Victor Reguladores FlujometrosDocument7 pages65-1501 Victor Reguladores FlujometroscarlosNo ratings yet
- SMD - Metal-Sheet Decking DesignDocument10 pagesSMD - Metal-Sheet Decking DesignAchilles YipNo ratings yet