You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Hempel Presentation - Blasting and PaintingDocument127 pagesHempel Presentation - Blasting and PaintingDhana100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sample Leak Testing Report For Ast TankDocument1 pageSample Leak Testing Report For Ast Tankchandra sonar100% (3)
- Agma 1012 F90 PDFDocument64 pagesAgma 1012 F90 PDFFARID MIFTAHUL ANWARNo ratings yet
- B600Document3 pagesB600gfgugf100% (1)
- Method Statement For Rigging System Rev-01Document13 pagesMethod Statement For Rigging System Rev-01Anwar Mohiuddin50% (2)
- 004-PA-16 Technosheet ICP2 LRDocument2 pages004-PA-16 Technosheet ICP2 LRHossam Mostafa100% (1)
- Boq - Paint CalculationDocument8 pagesBoq - Paint CalculationDiosdado Mingi Jr.No ratings yet
- 3Cr2W8V PDFDocument2 pages3Cr2W8V PDFFARID MIFTAHUL ANWARNo ratings yet
- 3Cr2W8V PDFDocument2 pages3Cr2W8V PDFFARID MIFTAHUL ANWARNo ratings yet
- Pub Handbook of Extractive Metallurgy Volume 1Document251 pagesPub Handbook of Extractive Metallurgy Volume 1FARID MIFTAHUL ANWAR100% (1)
- Srivastav A 2008Document5 pagesSrivastav A 2008FARID MIFTAHUL ANWARNo ratings yet
- Non-Oriented Electrical Steel Sheet With High Magnetic Flux Density: JNP SeriesDocument2 pagesNon-Oriented Electrical Steel Sheet With High Magnetic Flux Density: JNP SeriesFARID MIFTAHUL ANWARNo ratings yet
- History of Atomic TheoryDocument5 pagesHistory of Atomic TheoryFARID MIFTAHUL ANWARNo ratings yet
- A Study of The Microstructure of Continuously Cast Iron PDFDocument4 pagesA Study of The Microstructure of Continuously Cast Iron PDFFARID MIFTAHUL ANWARNo ratings yet
- (248 256) V10N10CTDocument9 pages(248 256) V10N10CTFARID MIFTAHUL ANWARNo ratings yet
- Fabrication - Assembly & ErectionDocument83 pagesFabrication - Assembly & ErectionRengga Andryastama100% (2)
- Sand CastingDocument19 pagesSand CastingAtul KaushikNo ratings yet
- Bohler Welding Selection GuideDocument32 pagesBohler Welding Selection GuideEh OngNo ratings yet
- Ismail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Document10 pagesIsmail 2016 IOP Conf. Ser. Mater. Sci. Eng. 114 012108Bilal KhaliqNo ratings yet
- Materials For Hydrogen CompressionDocument25 pagesMaterials For Hydrogen Compressiontopspeed1No ratings yet
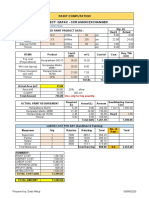
- Cost Estimation Request Man Power Support Production PackagingDocument2 pagesCost Estimation Request Man Power Support Production PackagingArif Puguh NugrohoNo ratings yet
- Challenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDocument2 pagesChallenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDebashis DashNo ratings yet
- What Is Pyrolysis Process - BiogreenDocument2 pagesWhat Is Pyrolysis Process - BiogreendenisebonemerNo ratings yet
- Tool Steel High Speed: Standard Specification ForDocument14 pagesTool Steel High Speed: Standard Specification ForJosé de Paula MoreiraNo ratings yet
- C Staehle Kalt Datenblatt EN 1511Document7 pagesC Staehle Kalt Datenblatt EN 1511pierocarnelociNo ratings yet
- Knock Out Drums and SeparatorsDocument2 pagesKnock Out Drums and SeparatorsAhmed RedaNo ratings yet
- As 2400.13-1983 Packaging Tensional StrappingDocument6 pagesAs 2400.13-1983 Packaging Tensional StrappingSAI Global - APACNo ratings yet
- SteelDocument41 pagesSteelmasoodNo ratings yet
- 12 Different Types of CNC Machine (Complete Guide) & PDFDocument16 pages12 Different Types of CNC Machine (Complete Guide) & PDFAK KHANNo ratings yet
- CNC Machines, Types, Tools, Applications and ImportanceDocument23 pagesCNC Machines, Types, Tools, Applications and Importancenovkovic1984No ratings yet
- Aluminum Brazing PresentationDocument5 pagesAluminum Brazing Presentationatul_sanghaviNo ratings yet
- Rapid CastingDocument23 pagesRapid CastingquarkenNo ratings yet
- LimeDocument3 pagesLimeAnisur Rahman LikhonNo ratings yet
- Stainless Steel Products PDFDocument72 pagesStainless Steel Products PDFlemuel bacsaNo ratings yet
- Macroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofDocument5 pagesMacroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofislamakthamNo ratings yet
- Mipro-E (Hyb)Document1 pageMipro-E (Hyb)pradeepdesaiuchNo ratings yet
- EC100 V2.0 ReleasedDocument3 pagesEC100 V2.0 Releasedzoranbt80_324037655No ratings yet
- 89 Aristorod Rev4 ER120S GDocument2 pages89 Aristorod Rev4 ER120S Grusf123No ratings yet
- HiTEC-543 PDS 2Document2 pagesHiTEC-543 PDS 2nttphuc2979No ratings yet