You might also like
- Sample Leak Testing Report For Ast TankDocument1 pageSample Leak Testing Report For Ast TankArimoro Cyril Obuse43% (7)
- Vacuum Box Test Report of Tank T-8112 Bottom PlatesDocument8 pagesVacuum Box Test Report of Tank T-8112 Bottom PlatesShalom LivingstonNo ratings yet
- Pneumatic Test ReportDocument5 pagesPneumatic Test ReportMohd Ashraf50% (2)
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFNatarajan Raja100% (2)
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFJaco CalitzNo ratings yet
- Hydrostatic Test ReportDocument1 pageHydrostatic Test ReportMuhammadShabbirNo ratings yet
- Pneumatic (Leak) Test ReportDocument1 pagePneumatic (Leak) Test ReportAshwani Dogra70% (10)
- Sample For Painting ReportDocument1 pageSample For Painting ReportSơn Nguyễn TháiNo ratings yet
- VACCUM BOX Test ReportDocument1 pageVACCUM BOX Test ReportYu Haiyue100% (1)
- Leak Test Report: Primary Structures CorporationDocument5 pagesLeak Test Report: Primary Structures CorporationJyles SirabNo ratings yet
- Air Leak Test ReportDocument2 pagesAir Leak Test ReportvinothNo ratings yet
- Inspection Release Note for TD Power ProjectDocument1 pageInspection Release Note for TD Power ProjectKarthik S67% (3)
- Hydrostatic Pressure Test ReportDocument2 pagesHydrostatic Pressure Test Reportmaani7zero86% (7)
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFAdhi PrihastomoNo ratings yet
- Vacume Box Test ProcedureDocument5 pagesVacume Box Test ProcedureFarhan Sheikh100% (3)
- RT Report FormatDocument1 pageRT Report FormatRonanki RaviNo ratings yet
- L&T GeoStructure casing inspection planDocument2 pagesL&T GeoStructure casing inspection plansanil50% (2)
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- ACE Packaging hydrostatic test certificateDocument1 pageACE Packaging hydrostatic test certificatezineddine sofiene75% (4)
- Inspection and Test Plan - Fire Protection Works (Qcitp) : Material InspectionsDocument29 pagesInspection and Test Plan - Fire Protection Works (Qcitp) : Material InspectionsJay Chris L. Beron50% (2)
- BUTTERFLY VALVE QAPDocument15 pagesBUTTERFLY VALVE QAPAnonymous ciKyr0t100% (1)
- Vaccum Box Test Procedure For All TanksDocument6 pagesVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסNo ratings yet
- Daily Painting Inspection Report 01Document1 pageDaily Painting Inspection Report 01Oussama Ben AbbesNo ratings yet
- Vacuum Box Test PDFDocument3 pagesVacuum Box Test PDFWilson RodriguezNo ratings yet
- Hydrostatic Test Procedure Storage TankDocument15 pagesHydrostatic Test Procedure Storage TankYuwantoniAl75% (4)
- Diesel Leak TestDocument3 pagesDiesel Leak Testsbmmla67% (3)
- 3.painting InspectionDocument2 pages3.painting InspectionSRINIVASAN S M100% (1)
- Vacuum Box Test Report SummaryDocument1 pageVacuum Box Test Report SummaryJindarat KasemsooksakulNo ratings yet
- Painting Inspection ReportDocument1 pagePainting Inspection ReportAlfian Imaduddin100% (3)
- Stage Wise Inspection ReportDocument2 pagesStage Wise Inspection ReportKarthi Keyan100% (2)
- Hydrostatic Pressure Test ReportDocument2 pagesHydrostatic Pressure Test Reportmaani7zero50% (10)
- MPT Report FormatDocument1 pageMPT Report FormatRoshan ThomasNo ratings yet
- Basic Fabrication Process FlowchartDocument2 pagesBasic Fabrication Process FlowchartGodwin A.udo-akan100% (1)
- 6) Pneumatic Pressure TestDocument3 pages6) Pneumatic Pressure Testbacabacabaca100% (1)
- Surface Preparation & Painting InspectionDocument1 pageSurface Preparation & Painting InspectionJOSHUA SULLEGUE100% (1)
- Procedure For Vacuum Box TestingDocument3 pagesProcedure For Vacuum Box TestingZakirUllahNo ratings yet
- VT ReportDocument1 pageVT ReportBauyrzhanNo ratings yet
- Contractor Quality Control Plan For Storage Tank ErectionDocument2 pagesContractor Quality Control Plan For Storage Tank ErectionHamid Alilou100% (4)
- Liquid Penetrant Examination Report: PO No.&Document2 pagesLiquid Penetrant Examination Report: PO No.&Samir Chaudhary100% (2)
- Blast & Paint Inspection Report SummaryDocument1 pageBlast & Paint Inspection Report SummaryChethan100% (1)
- 5 - Tank Itp - Inspection & Test Plan For TanksDocument9 pages5 - Tank Itp - Inspection & Test Plan For Tanksmandi100% (1)
- Inspection Report TemplateDocument4 pagesInspection Report TemplateBOBNo ratings yet
- Storage Tank Hydrostatic Test Quality Control and Inspection Report FormDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report FormsugiantobarusNo ratings yet
- Hydrostatic Testing Requirements in API 650Document3 pagesHydrostatic Testing Requirements in API 650Karwan100% (6)
- Radiography Inspection NDT Sample Test Report FormatDocument2 pagesRadiography Inspection NDT Sample Test Report Formatskynyrd75100% (5)
- Check List For Installation of Local Instruments.Document1 pageCheck List For Installation of Local Instruments.Jaya SeelanNo ratings yet
- Bolt torque test report findingsDocument1 pageBolt torque test report findingsคุณพ่อน้อง บิ๊กบอส100% (2)
- Mobile Crane InspectionDocument14 pagesMobile Crane InspectionMOST PASON100% (1)
- 15 ITP Installation of Static EquipmentDocument4 pages15 ITP Installation of Static Equipmenta.hasan670No ratings yet
- Itp For InsulationDocument14 pagesItp For InsulationHytham El-NoubyNo ratings yet
- GRP Inspection Report SummaryDocument2 pagesGRP Inspection Report SummaryJoseph Perez100% (1)
- Inspection and Test Plan for Instrument Air CompressorDocument10 pagesInspection and Test Plan for Instrument Air Compressordharwin100% (1)
- Piping NDT Request Quality Control and Inspection FormDocument1 pagePiping NDT Request Quality Control and Inspection FormEdison WalitNo ratings yet
- Field Inspection Report Quality Control FormDocument1 pageField Inspection Report Quality Control FormJuli Agus100% (2)
- Tank Pressure Test FormDocument4 pagesTank Pressure Test FormsugiantobarusNo ratings yet
- Procedure D'inspectionDocument9 pagesProcedure D'inspectionsalahjallali100% (2)
- Repport UT CS - 11Document4 pagesRepport UT CS - 11daemsalNo ratings yet
- All Check ListDocument14 pagesAll Check ListTwin BullsNo ratings yet
- Tz.O.R.C R.O. Project: Liquid Penetrant Inspection Quality Control FormDocument2 pagesTz.O.R.C R.O. Project: Liquid Penetrant Inspection Quality Control Formbehzad mohammadiNo ratings yet
- Check Ceramic Tile InstallationDocument2 pagesCheck Ceramic Tile InstallationsartajNo ratings yet
- Steel RulesDocument7 pagesSteel Rules96652529No ratings yet
- Dropped Power CableDocument11 pagesDropped Power Cablechandra sonarNo ratings yet
- Crane Boom LightDocument17 pagesCrane Boom Lightchandra sonarNo ratings yet
- Workplace Discrimination, Harrasment PolicyDocument26 pagesWorkplace Discrimination, Harrasment Policychandra sonarNo ratings yet
- Nde ConcreteDocument2 pagesNde ConcreteAnthonio MJNo ratings yet
- Integrating Customers into Lean Service OperationsDocument247 pagesIntegrating Customers into Lean Service Operationschandra sonarNo ratings yet
- Chemetall Equipment ListDocument3 pagesChemetall Equipment Listchandra sonarNo ratings yet
- Adv Methods-Concrete Structures PDFDocument14 pagesAdv Methods-Concrete Structures PDFchandra sonarNo ratings yet
- Accommodation Pressure Test 1513610962Document4 pagesAccommodation Pressure Test 1513610962chandra sonarNo ratings yet
- Equipment BrochureDocument5 pagesEquipment Brochurechandra sonarNo ratings yet
- HH Temporary Refuge UnitDocument8 pagesHH Temporary Refuge Unitchandra sonarNo ratings yet
- 3001368Document3 pages3001368chandra sonarNo ratings yet
- Oto 01066Document34 pagesOto 01066Baba JohnehNo ratings yet
- A Brief Description of NDTDocument22 pagesA Brief Description of NDTranjana3006No ratings yet
- Lean Approach2Document24 pagesLean Approach2chandra sonarNo ratings yet
- MCM Catalog Rev 16Document31 pagesMCM Catalog Rev 16Enrique HortaNo ratings yet
- WELL CONTROL METHODS FOR SAFELY MANAGING KICKSDocument90 pagesWELL CONTROL METHODS FOR SAFELY MANAGING KICKSMike Ross100% (2)
- PDFDocument9 pagesPDFchandra sonarNo ratings yet
- Critical Points To RememberDocument1 pageCritical Points To Rememberchandra sonarNo ratings yet
- Choke and Kill - Land Manifold SystemsDocument4 pagesChoke and Kill - Land Manifold SystemsMehdi Hajd KacemNo ratings yet
- A0 - ITT CoverDocument1 pageA0 - ITT Coverchandra sonarNo ratings yet
- FI Pro Used DCDocument5 pagesFI Pro Used DCchandra sonarNo ratings yet
- FI Pro Used DCDocument5 pagesFI Pro Used DCchandra sonarNo ratings yet
- Critical Points To RememberDocument1 pageCritical Points To Rememberchandra sonarNo ratings yet
- B1 - Form of Agreement-Term ContractDocument3 pagesB1 - Form of Agreement-Term Contractchandra sonarNo ratings yet
- Integrating Customers into Lean Service OperationsDocument247 pagesIntegrating Customers into Lean Service Operationschandra sonarNo ratings yet
- Arranging CentralizersDocument5 pagesArranging Centralizerschandra sonarNo ratings yet
- Irish Building Regulations (B) FireDocument172 pagesIrish Building Regulations (B) FirethespecifierNo ratings yet
- Rope Access Inspection Services TenderDocument1 pageRope Access Inspection Services Tenderchandra sonarNo ratings yet
- Week-1-Lecture-1 pdf-MOM-IIDocument18 pagesWeek-1-Lecture-1 pdf-MOM-IITAIMUR NASIRNo ratings yet
- Cantilever Beam Experiment B58SBDocument9 pagesCantilever Beam Experiment B58SBSunNo ratings yet
- Sikaflex - 1aDocument4 pagesSikaflex - 1aAnaNo ratings yet
- Electricity Important QuestionsDocument37 pagesElectricity Important Questionsmvharshini2006No ratings yet
- MIT 3.071 Amorphous Materials: Juejun (JJ) HuDocument35 pagesMIT 3.071 Amorphous Materials: Juejun (JJ) HuMuhammad Bilal QadirNo ratings yet
- Turbine Guide Bearing: Robert Moses Power PlantDocument33 pagesTurbine Guide Bearing: Robert Moses Power PlantHrshiya SharmaNo ratings yet
- Fabrication of PlasticDocument1 pageFabrication of PlasticAllan SsemujjuNo ratings yet
- Correlation between viscosity and V-funnel flow timeDocument6 pagesCorrelation between viscosity and V-funnel flow timeمحمد اقبالNo ratings yet
- 6 Deviation of Actual Cycle From Ideal CycleDocument5 pages6 Deviation of Actual Cycle From Ideal CyclecaptainhassNo ratings yet
- Design of Ohe Structures and FoundationDocument34 pagesDesign of Ohe Structures and FoundationAnubhav Hem Kumar JainNo ratings yet
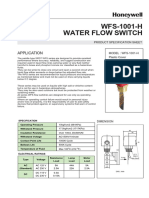
- WFS 1001 HDocument2 pagesWFS 1001 Hsaravanan100% (1)
- API 577 EXAM QUESTION For 653 ExamsDocument27 pagesAPI 577 EXAM QUESTION For 653 ExamsEjaz AsgharNo ratings yet
- Titanium AlloysDocument77 pagesTitanium AlloysvijayanmksNo ratings yet
- VSK SeparatorDocument1 pageVSK SeparatorthatmonoNo ratings yet
- Method Statement - Drainage & SewerageDocument8 pagesMethod Statement - Drainage & Seweragedanes hereNo ratings yet
- Pressure drop computation for chilled water pump sizing in RKH Project, Saudi ArabiaDocument17 pagesPressure drop computation for chilled water pump sizing in RKH Project, Saudi ArabiaabdullahNo ratings yet
- BSDM0500Document12 pagesBSDM0500federico.montesNo ratings yet
- BagusDocument39 pagesBagusMad IsNo ratings yet
- Thermal Properties of ConcreteDocument8 pagesThermal Properties of ConcreteS Praveenkumar100% (1)
- Construction Stages and Column Shortening Analysis in Tall Buildings PDFDocument49 pagesConstruction Stages and Column Shortening Analysis in Tall Buildings PDFPhu NguyenNo ratings yet
- BL Axis-P FP Catalogue 2019 06 EN PDFDocument68 pagesBL Axis-P FP Catalogue 2019 06 EN PDFZeshan HaydarNo ratings yet
- Simulate ORC Cycles in ScilabDocument14 pagesSimulate ORC Cycles in Scilabsapcuta16smenNo ratings yet
- Refrigerant Piping Rev2Document31 pagesRefrigerant Piping Rev2123john123No ratings yet
- Aci 124 - 1994Document16 pagesAci 124 - 1994Bhavanishankar ShettyNo ratings yet
- Comparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionDocument11 pagesComparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionfahadNo ratings yet
- Pottery Plaster Mould Casting Specialty PlasterDocument3 pagesPottery Plaster Mould Casting Specialty PlasteredanweisNo ratings yet
- IntroductionDocument24 pagesIntroductionDexter JasmaNo ratings yet
- Lennoxcbx32m 036 PDFDocument20 pagesLennoxcbx32m 036 PDFelmir01No ratings yet
- Mythology of GirderDocument18 pagesMythology of GirderCivil WorkNo ratings yet
- Construction inspection report for new admin buildingDocument1 pageConstruction inspection report for new admin buildingAYSON N. DELA CRUZNo ratings yet