You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Avocados in Love PatternDocument10 pagesAvocados in Love PatternTu Anh Nguyen100% (2)
- 2022 04 01 Vogue SingaporeDocument174 pages2022 04 01 Vogue SingaporeKo KoNo ratings yet
- Kids Box New Generation 3 Pupils BookDocument97 pagesKids Box New Generation 3 Pupils BookMicaela Corado Dedo100% (5)
- MFM 23 - Impact of Inflaction and GDP On Stock Market Returns in IndiaDocument28 pagesMFM 23 - Impact of Inflaction and GDP On Stock Market Returns in IndiaCyril Chettiar0% (1)
- A Study On Financial Performance Analysis With Reference To TNSC Bank Chennai Ijariie10138Document7 pagesA Study On Financial Performance Analysis With Reference To TNSC Bank Chennai Ijariie10138Jeevitha MuruganNo ratings yet
- ExperimentDocument8 pagesExperimentAlex YoungNo ratings yet
- LampiranDocument26 pagesLampiranSekar BeningNo ratings yet
- CRANE MERCHANDISING SYSTEMS (AKA DIXIE-NARCO) DN-501E LandscapeDocument33 pagesCRANE MERCHANDISING SYSTEMS (AKA DIXIE-NARCO) DN-501E LandscapeAnderson MachadoNo ratings yet
- Ice-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdDocument4 pagesIce-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdalphatoolsNo ratings yet
- K2042 ManualDocument20 pagesK2042 ManualAthanasios S. ArampatzisNo ratings yet
- 963-020 24 AWG Quadrax Cable, FEP Jacket Tensolite NF24Q100Document1 page963-020 24 AWG Quadrax Cable, FEP Jacket Tensolite NF24Q100hipolitofrederic0311No ratings yet
- Manual Call Points: GeneralDocument2 pagesManual Call Points: GeneralAnugerahmaulidinNo ratings yet
- 2a. CS602 Microprocessor and Microcontroller - SoftwareDocument44 pages2a. CS602 Microprocessor and Microcontroller - SoftwareRehan NightNo ratings yet
- TMF814 Network SimulatorDocument496 pagesTMF814 Network SimulatorNguyen Anh DucNo ratings yet
- English Lesson Plan - Week 3Document11 pagesEnglish Lesson Plan - Week 3Chender DadangNo ratings yet
- Biomedical Engineering Jobs in Gulf CountriesDocument2 pagesBiomedical Engineering Jobs in Gulf CountriesramandolaiNo ratings yet
- IXL - Fifth Grade Language Arts PracticeDocument3 pagesIXL - Fifth Grade Language Arts PracticeJanderson Barroso0% (1)
- Group One: David, Hegel, Carlos, Jay, Jenni, Yvette, GingerDocument40 pagesGroup One: David, Hegel, Carlos, Jay, Jenni, Yvette, GingerFederico FioriNo ratings yet
- The Design of DDS ADPLL Using ARM Micro ControllerDocument15 pagesThe Design of DDS ADPLL Using ARM Micro ControllerIJRASETPublicationsNo ratings yet
- Chapter-Ii Project Description 2.1 Type of ProjectDocument20 pagesChapter-Ii Project Description 2.1 Type of ProjectOMSAINATH MPONLINENo ratings yet
- Neil Armstrong BiographyDocument4 pagesNeil Armstrong Biographyapi-232002863No ratings yet
- Biodiversity in Sulawesi IslandDocument9 pagesBiodiversity in Sulawesi IslandNfdhNo ratings yet
- Phantom Testing - Mammography (Revised 12-12-19) - Accreditation SupportDocument6 pagesPhantom Testing - Mammography (Revised 12-12-19) - Accreditation SupportMohammad Ahmad AyasrahNo ratings yet
- List of Top Paid Keywords On Google AdsenseDocument4 pagesList of Top Paid Keywords On Google AdsenseRobert DurăNo ratings yet
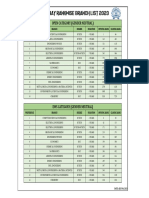
- Iit Bombay Rankwise Branch List 2023Document1 pageIit Bombay Rankwise Branch List 2023Ratan ChoudharyNo ratings yet
- Comscore Digital Travel Landscape in APAC 2019 WhitepaperDocument11 pagesComscore Digital Travel Landscape in APAC 2019 WhitepaperTung NgoNo ratings yet
- New Types, Halogen-Free, Eco-Safe, Inexpensive Fire-Extinguishing and Fire-Protective MaterialsDocument5 pagesNew Types, Halogen-Free, Eco-Safe, Inexpensive Fire-Extinguishing and Fire-Protective MaterialsNikhil RajanNo ratings yet
- Literature Review Benefits Outdoor PlayDocument7 pagesLiterature Review Benefits Outdoor Playfvg6kcwy100% (1)
- 2 EEE - EPM412 Load CCs 2Document30 pages2 EEE - EPM412 Load CCs 2Mohamed CHINANo ratings yet
- Fortified TeaDocument12 pagesFortified TeaRahul TripathiNo ratings yet