You might also like
- iQMS IT QuizzDocument2 pagesiQMS IT QuizzGopakumar K83% (6)
- Determining and Evaluating Causes of Water Leakage of Low-Sloped RoofsDocument8 pagesDetermining and Evaluating Causes of Water Leakage of Low-Sloped RoofsDanZel Dan100% (2)
- Appendix2-UAP Doc 307-Specs WrtitingDocument20 pagesAppendix2-UAP Doc 307-Specs WrtitingCamille Bernardez33% (3)
- Process Plant Design: Heinemann Chemical Engineering SeriesFrom EverandProcess Plant Design: Heinemann Chemical Engineering SeriesRating: 3.5 out of 5 stars3.5/5 (11)
- CHE Article - Best Practices - How To Prepare A Process Design BasisDocument6 pagesCHE Article - Best Practices - How To Prepare A Process Design BasismatheusdarbiNo ratings yet
- DK1860 15Document83 pagesDK1860 15Steve WanNo ratings yet
- PIP STE03360 Heat Exchanger and Horizontal Vessel FoundationDocument42 pagesPIP STE03360 Heat Exchanger and Horizontal Vessel FoundationUnwanus Sa'adahNo ratings yet
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDocument9 pagesGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary Salerno100% (1)
- VESSM001 (Specification For Small Pressure Vessel and Heat Ex Changer)Document12 pagesVESSM001 (Specification For Small Pressure Vessel and Heat Ex Changer)dwpurna100% (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Franchisee Agreement Food IndustryDocument5 pagesFranchisee Agreement Food Industryjurists.hub7535No ratings yet
- Chap 37 PDFDocument18 pagesChap 37 PDFnelson escuderoNo ratings yet
- Chapter 13 - Equipment Selection, Specification, and DesignDocument6 pagesChapter 13 - Equipment Selection, Specification, and Designkim haksong100% (1)
- Design Requires A Systematic Methodology, Planning,: TechnicalDocument8 pagesDesign Requires A Systematic Methodology, Planning,: Technicaladamaso09No ratings yet
- BTECHNOTESDocument4 pagesBTECHNOTESmacumagunNo ratings yet
- BasisofDesignGuidance Rev 11.24.15Document6 pagesBasisofDesignGuidance Rev 11.24.15Ayman SaberNo ratings yet
- EPDE - Lecture No 8Document8 pagesEPDE - Lecture No 8ZaidNo ratings yet
- Organization: Building A High-Performance Facilities EngineeringDocument6 pagesOrganization: Building A High-Performance Facilities Engineeringlhphong021191No ratings yet
- CE10 (QS) LP1 MergedDocument10 pagesCE10 (QS) LP1 Mergedrosary originalNo ratings yet
- Pip Ste 03360 Heat Exchanger and Horizontal Vessel Design GuideDocument42 pagesPip Ste 03360 Heat Exchanger and Horizontal Vessel Design GuideAymen MohammedNo ratings yet
- Project Planning: Rolta Academy: EDA Technology MumbaiDocument12 pagesProject Planning: Rolta Academy: EDA Technology MumbaiRajesh BarkurNo ratings yet
- Process Industry Practices Structural PIDocument33 pagesProcess Industry Practices Structural PIbabakfun2000No ratings yet
- Chapter 8 Construction SpecificationsDocument11 pagesChapter 8 Construction Specificationssam rayaNo ratings yet
- Basis of Design For Renovation and New ConstructionDocument3 pagesBasis of Design For Renovation and New ConstructionbmcmccoNo ratings yet
- Types of SpecificationsDocument7 pagesTypes of SpecificationsKae MoNo ratings yet
- PIP STE03360 Heat Exchanger and Horizontal Vessel Foundation Design Guide PDFDocument42 pagesPIP STE03360 Heat Exchanger and Horizontal Vessel Foundation Design Guide PDFErik PerezNo ratings yet
- E1464 PDFDocument9 pagesE1464 PDFAhmad Zubair RasulyNo ratings yet
- Robert L. SanksDocument9 pagesRobert L. SanksTahir FarooquiNo ratings yet
- PVM2100 Specifying and Purchasing ProcedureDocument11 pagesPVM2100 Specifying and Purchasing ProcedureVicente Regulez FernandezNo ratings yet
- Piping Study Material - RoltaDocument49 pagesPiping Study Material - Roltahummingbird4u92% (12)
- 22.1 Contents of The Written ReportDocument12 pages22.1 Contents of The Written ReportelizabethNo ratings yet
- Flow Sheets As Communication ToolsDocument9 pagesFlow Sheets As Communication ToolsAída MuñozNo ratings yet
- Chapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.4 Guidelines by Building TypeDocument2 pagesChapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.4 Guidelines by Building TypekapsarcNo ratings yet
- Speecification: 3 3.2. Purposes of Specifications 3.3. Types of Specifications 3.4. Specification WritingDocument30 pagesSpeecification: 3 3.2. Purposes of Specifications 3.3. Types of Specifications 3.4. Specification WritingAshenafi GobezayehuNo ratings yet
- Construction SpecificationsDocument36 pagesConstruction SpecificationsRamcy AddulamNo ratings yet
- Oilfield Materials Selection Software: What's ImportantDocument21 pagesOilfield Materials Selection Software: What's ImportantMustufa KutarwadliwalaNo ratings yet
- SHSG 052 2003 English VersionDocument13 pagesSHSG 052 2003 English VersionbqzhangNo ratings yet
- Chapter 1 - Part1Document20 pagesChapter 1 - Part1SyafiyatulMunawarahNo ratings yet
- 09 SafetyengineeringDocument67 pages09 SafetyengineeringmersiumNo ratings yet
- ASME B31.3 - 2002, First ResumeDocument34 pagesASME B31.3 - 2002, First ResumedanieldayettddNo ratings yet
- AWC NDS2015 Commentary PrintableDocument107 pagesAWC NDS2015 Commentary PrintableTerry TriestNo ratings yet
- Offshore Wind Energy Module Feedback - Group 12Document3 pagesOffshore Wind Energy Module Feedback - Group 12Hafiz AhsanNo ratings yet
- An Expert System For Casing String Design SPE 20328 1990Document8 pagesAn Expert System For Casing String Design SPE 20328 1990alizareiforoushNo ratings yet
- HVAC System Analysis & Selection (ch1)Document6 pagesHVAC System Analysis & Selection (ch1)Xando FredericoNo ratings yet
- ACI-351.2R-94 Foundations For Static EquipmentDocument30 pagesACI-351.2R-94 Foundations For Static EquipmentCaner AvciNo ratings yet
- ACI 351.2 R-94 Foundations For Static EquipmentDocument30 pagesACI 351.2 R-94 Foundations For Static EquipmentMai KawayapanikNo ratings yet
- ASHRAE CH 01 (HVAC System and Selection)Document6 pagesASHRAE CH 01 (HVAC System and Selection)RIYANTO BEBETNo ratings yet
- Timber Bridge Fabrication and ConstructionDocument28 pagesTimber Bridge Fabrication and ConstructionJuan Carlos Huisa ChuraNo ratings yet
- Vdocuments - MX - Open Drain Separator SizingDocument23 pagesVdocuments - MX - Open Drain Separator SizingOlumuyiwa FasehunNo ratings yet
- Outlining SpecificationDocument91 pagesOutlining Specificationkaixuxu2No ratings yet
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument8 pagesCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalXiao MiNo ratings yet
- Concrete Construction ArticleCoping With Formwork SpecificationsDocument5 pagesConcrete Construction ArticleCoping With Formwork SpecificationscrdavalosNo ratings yet
- Specification and EstimationDocument8 pagesSpecification and EstimationAr. Kapil100% (1)
- Mechanical and Electrical Design of Pumping Stations - 01..Document3 pagesMechanical and Electrical Design of Pumping Stations - 01..sjk_akolNo ratings yet
- 01.unit 1 - Specification & Specification WritingDocument26 pages01.unit 1 - Specification & Specification WritingDhineshNo ratings yet
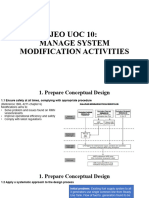
- Jeo Uoc 10-Manage System Modification ActivitiesDocument41 pagesJeo Uoc 10-Manage System Modification ActivitiesTarmizi KembaliNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- GC MS Fame 5990-9432enDocument8 pagesGC MS Fame 5990-9432enJessica FengkaiNo ratings yet
- GC MS Fame 5990-9432enDocument8 pagesGC MS Fame 5990-9432enJessica FengkaiNo ratings yet
- Sonocrystallization - The Use of Ultrasound For Improved Industrial Crystallization PDFDocument10 pagesSonocrystallization - The Use of Ultrasound For Improved Industrial Crystallization PDFJessica FengkaiNo ratings yet
- Esterification of Free Fatty Acid in Crude Palm OiDocument7 pagesEsterification of Free Fatty Acid in Crude Palm OiJessica FengkaiNo ratings yet
- M Olstad Award ListDocument7 pagesM Olstad Award ListJessica FengkaiNo ratings yet
- Producing Liquid Fuels From Coal PDFDocument198 pagesProducing Liquid Fuels From Coal PDFJessica FengkaiNo ratings yet
- 8-Full Paper - Challenges Facing by Women PDFDocument11 pages8-Full Paper - Challenges Facing by Women PDFnoraNo ratings yet
- Self Notes For SeDocument4 pagesSelf Notes For Se林先生No ratings yet
- Chai GaramDocument3 pagesChai Garampgdm22subhrajyotibNo ratings yet
- Obligations of Partnership and Members To Third Persons Part 3Document26 pagesObligations of Partnership and Members To Third Persons Part 3Janice Miranda JumadiaoNo ratings yet
- Towers Watson Tail Risk Management Strategies Oct2015Document14 pagesTowers Watson Tail Risk Management Strategies Oct2015Gennady NeymanNo ratings yet
- Structural Details in Concrete - M. Y. H. BangashDocument269 pagesStructural Details in Concrete - M. Y. H. BangashRodrigo Escobar VasquezNo ratings yet
- Lncomt: Dmdend Wablo Rdundo, Credk 0 Offs& of Stata and Lcr3L Itrcomr Hxa-G (Sed PawDocument7 pagesLncomt: Dmdend Wablo Rdundo, Credk 0 Offs& of Stata and Lcr3L Itrcomr Hxa-G (Sed PawIsaac GoldNo ratings yet
- Strategic Marketing Project Report On NESTLE MILKPAKDocument15 pagesStrategic Marketing Project Report On NESTLE MILKPAKSalman QureshiNo ratings yet
- University of Pangasinan v. NLRCDocument1 pageUniversity of Pangasinan v. NLRCsuis generisNo ratings yet
- Carol Willis, Form Follows FinanceDocument21 pagesCarol Willis, Form Follows FinanceAnthony Bellavista100% (2)
- 63d27c31ba70d6d722ba09f7 - Marketing Prediction 2023 by WizlyDocument12 pages63d27c31ba70d6d722ba09f7 - Marketing Prediction 2023 by WizlySonal DeshwalNo ratings yet
- Chapter 04 Consumer Buying BehaviourDocument29 pagesChapter 04 Consumer Buying BehaviourMadhushi SandupamaNo ratings yet
- Pharmaceutical Supply StrategisDocument43 pagesPharmaceutical Supply StrategisTifa IstiwaNo ratings yet
- Aston University Feature For International Partners A4 Posters x4Document4 pagesAston University Feature For International Partners A4 Posters x4meraj21No ratings yet
- 3rd S.A QuestionsDocument15 pages3rd S.A QuestionsIsaiah John Domenic M. CantaneroNo ratings yet
- Intro - S4HANA - Using - Global - Bike - Case - Study - PP - Fiori - en - v3.3 (Step 12)Document5 pagesIntro - S4HANA - Using - Global - Bike - Case - Study - PP - Fiori - en - v3.3 (Step 12)Rodrigo Alonso Rios AlcantaraNo ratings yet
- Unit 4 - Reported SpeechDocument29 pagesUnit 4 - Reported SpeechJelena KojicNo ratings yet
- Gohil DharmadeepsinhDocument79 pagesGohil DharmadeepsinhNikhil KapoorNo ratings yet
- Attitudes and Respond Toward Product PlacementDocument222 pagesAttitudes and Respond Toward Product PlacementNurul AtikaNo ratings yet
- FINAL-Annex D - SGLGB Form No. 4Document2 pagesFINAL-Annex D - SGLGB Form No. 4michael ricafortNo ratings yet
- Private Car Comprehensive Policy: Certificate of Insurance Cum Policy ScheduleDocument4 pagesPrivate Car Comprehensive Policy: Certificate of Insurance Cum Policy Scheduleaakashgupta viaanshNo ratings yet
- PTQM SybmsDocument14 pagesPTQM SybmsAryan ShettyNo ratings yet
- Module 1 Introduction To Quantitative Analysis 1Document9 pagesModule 1 Introduction To Quantitative Analysis 1Reaper XNo ratings yet
- WorkingDocument3 pagesWorkinghaseebNo ratings yet
- LVMH Rse 2022 GB PP E-Accessible 2023-11-08 17 13Document160 pagesLVMH Rse 2022 GB PP E-Accessible 2023-11-08 17 13Akmal AlfariziNo ratings yet
- The Buying CenterDocument6 pagesThe Buying CenterMoona MalikNo ratings yet
- Short Selling: "Short Selling, Strategies, Risks, and Rewards," Edited by Frank Fabozzi, Wiley Finance 2004Document34 pagesShort Selling: "Short Selling, Strategies, Risks, and Rewards," Edited by Frank Fabozzi, Wiley Finance 2004Jaja JANo ratings yet
- 1 - UNIT-1-2-globalization-international-businessDocument20 pages1 - UNIT-1-2-globalization-international-businessTejaswiniNo ratings yet