You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Notification 107 2019 PDFDocument1 pageNotification 107 2019 PDFAkshay VNo ratings yet
- PowerHT Installation PDFDocument2 pagesPowerHT Installation PDFAkshay VNo ratings yet
- Forever HampiDocument4 pagesForever HampiAkshay VNo ratings yet
- 3175Document4 pages3175Akshay VNo ratings yet
- Non Conventional Machining.Document40 pagesNon Conventional Machining.paul gichukiNo ratings yet
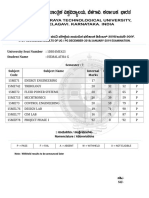
- University Seat Number: 1DB16ME425 Student Name: Hemalatha G Semester: 7 Subject Code Subject Name Internal Marks External Marks Total ResultDocument2 pagesUniversity Seat Number: 1DB16ME425 Student Name: Hemalatha G Semester: 7 Subject Code Subject Name Internal Marks External Marks Total Resultmohan SRNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Especificações SS CHS6 5Document2 pagesEspecificações SS CHS6 5kirlaniano@gmail.comNo ratings yet
- Chemical ReactionsDocument190 pagesChemical ReactionsAlbert Jade Pontimayor Legaria100% (1)
- Paper 1 With Solution ChemistryDocument18 pagesPaper 1 With Solution ChemistryFaiz AhmadNo ratings yet
- Environmental AspectsDocument31 pagesEnvironmental AspectsNachar A N100% (4)
- Active Recall Biology Revision Unit 1Document15 pagesActive Recall Biology Revision Unit 1Fatima AtharNo ratings yet
- AlfaRex - TM20Document2 pagesAlfaRex - TM20Ridwan PramudyaNo ratings yet
- Optimal Tech Coating News Vol 20Document2 pagesOptimal Tech Coating News Vol 20Javeria Ahmed100% (1)
- PerstorpDocument8 pagesPerstorpSundarNo ratings yet
- ASTM D974 14 (For Acid and Base Number by Color-Indicator Titration)Document7 pagesASTM D974 14 (For Acid and Base Number by Color-Indicator Titration)Fabian Ricardo100% (1)
- r05311802 Mechanical MetallurgyDocument8 pagesr05311802 Mechanical MetallurgySrinivasa Rao GNo ratings yet
- b11327 1 PDFDocument18 pagesb11327 1 PDFGerehNo ratings yet
- Heteropolysaccharides Lecture For 1st Yr MBBS by DR Waseem KausarDocument20 pagesHeteropolysaccharides Lecture For 1st Yr MBBS by DR Waseem KausarIMDCBiochem67% (6)
- Endotoxin Limits For Parenteral Drug Products: by Mick DawsonDocument7 pagesEndotoxin Limits For Parenteral Drug Products: by Mick DawsonEduardo LozanoNo ratings yet
- Felix Termodinamica Quimica ch05Document83 pagesFelix Termodinamica Quimica ch05Amilcar Pereira CardosoNo ratings yet
- 30-1 Clutch Mechanism ServiceDocument22 pages30-1 Clutch Mechanism Servicemefisto06cNo ratings yet
- Chapter 19 NMRDocument126 pagesChapter 19 NMRMuchammad RofiiNo ratings yet
- The Ship/Shore Safety Check-List: Al Shaheen TerminalDocument6 pagesThe Ship/Shore Safety Check-List: Al Shaheen TerminalSunil TauroNo ratings yet
- Hospira VincristineDocument9 pagesHospira VincristineIvenks EeNo ratings yet
- SUINCO - Extramould Product SheetDocument1 pageSUINCO - Extramould Product SheetamunibfNo ratings yet
- Guide No01 GRLs7th Issue Oct21Document13 pagesGuide No01 GRLs7th Issue Oct21hüseyinNo ratings yet
- 3 Solution ConcentrationsDocument30 pages3 Solution ConcentrationsB R YNo ratings yet
- Ok 68.55Document1 pageOk 68.55Sadashiva sahooNo ratings yet
- Manufacturing Process and Metrology PDFDocument6 pagesManufacturing Process and Metrology PDFप्रबुद्ध खिलाड़ीNo ratings yet
- Ballast Tank DescalingDocument4 pagesBallast Tank DescalingArchie Smiley100% (1)
- Standard Specification 3-26-4 Vessel Internals Low Chrome and Stainless SteelDocument2 pagesStandard Specification 3-26-4 Vessel Internals Low Chrome and Stainless SteelSenthil KumarNo ratings yet
- Spur 1050MMDocument9 pagesSpur 1050MMsriatul2006No ratings yet
- Class 1CJ1S01 (Pip PN01CJ1S01 - 2007)Document4 pagesClass 1CJ1S01 (Pip PN01CJ1S01 - 2007)Zvonko BešlićNo ratings yet
- Leak Test Procedure of BoilerDocument3 pagesLeak Test Procedure of BoilerDavid Hoffman100% (3)
- Chemical Protective ClothingDocument8 pagesChemical Protective Clothingguest81No ratings yet