You might also like
- WARPDIRECT EncnDocument2 pagesWARPDIRECT EncnLinh NguyenNo ratings yet
- 21 KM FS ISODIRECT Encn 072-2Document2 pages21 KM FS ISODIRECT Encn 072-2Ridham PorwalNo ratings yet
- MEP - Focus 12 - UkDocument5 pagesMEP - Focus 12 - UkLuiz HenriqueNo ratings yet
- VMT 330Document6 pagesVMT 330Ansh Mishra100% (1)
- Superga - Yarn SingeingDocument4 pagesSuperga - Yarn Singeinglieven.verraest6369No ratings yet
- MEP - Format 14 HS - UkDocument5 pagesMEP - Format 14 HS - UkLUIZ HenriqueNo ratings yet
- Single Drum Vibratory Rollers: BW211D-40, BW211PD-40Document4 pagesSingle Drum Vibratory Rollers: BW211D-40, BW211PD-40EndraNo ratings yet
- MEP - Format 12 HS - UkDocument5 pagesMEP - Format 12 HS - UkLuiz HenriqueNo ratings yet
- BW211 40 Specs PDFDocument4 pagesBW211 40 Specs PDFarfa ujiantoNo ratings yet
- Creel Tensioning ProgramDocument2 pagesCreel Tensioning ProgramM.Sreeram SanjayNo ratings yet
- In Productivity Your Partner: Since 1883Document2 pagesIn Productivity Your Partner: Since 1883Pauk GyiiNo ratings yet
- BW211D-40 4pgDocument4 pagesBW211D-40 4pgBilal VURALNo ratings yet
- Storage Feeder: Constant Yarn Tension, Fewer Knitting FaultsDocument2 pagesStorage Feeder: Constant Yarn Tension, Fewer Knitting FaultscobaNo ratings yet
- Heavy-Duty Secondary Standard-Duty Secondary Special SecondaryDocument2 pagesHeavy-Duty Secondary Standard-Duty Secondary Special SecondaryMary Huaylla ANo ratings yet
- Dornier Air-Jet Weaving Machine For Tire CordDocument6 pagesDornier Air-Jet Weaving Machine For Tire CordkeerthigurukeerthiguruNo ratings yet
- Auto ConeDocument38 pagesAuto ConeAbdul Rafay100% (2)
- Brochure (L03-LH3) enDocument3 pagesBrochure (L03-LH3) en孙维华No ratings yet
- Heinkel Flyer Classifying Centrifuge v630 BK TiocentDocument2 pagesHeinkel Flyer Classifying Centrifuge v630 BK TiocentRaghNo ratings yet
- Impact of Piecing Index On Combed Yarn QualityDocument4 pagesImpact of Piecing Index On Combed Yarn QualityEditor IJTSRD100% (1)
- HT & SW Series Actuators: Servo WeldingDocument11 pagesHT & SW Series Actuators: Servo WeldingKristjan MohoričNo ratings yet
- Rumeca IdlerDocument20 pagesRumeca IdlerTriết Lãm NgôNo ratings yet
- Variable Speed Cog-Belt - pdf-1Document4 pagesVariable Speed Cog-Belt - pdf-1Daniel VilchesNo ratings yet
- SECTIONAL WarpingDocument23 pagesSECTIONAL Warpinggovardhan6rao100% (1)
- A1 Tirecord GB CiDocument6 pagesA1 Tirecord GB CiOUSMAN SEIDNo ratings yet
- SC470-P Four Inch STUB Cyclone 2016Document2 pagesSC470-P Four Inch STUB Cyclone 2016Tobias De Somer100% (1)
- Aeid 205 265 Atomfeld 205 265-13932991575625889Document11 pagesAeid 205 265 Atomfeld 205 265-13932991575625889nedahejran1393No ratings yet
- Mineline MSP Sell SheetDocument2 pagesMineline MSP Sell SheetMary Huaylla ANo ratings yet
- Linear Vibra-Ting Screens: The Optimum Solution For Difficult MaterialDocument7 pagesLinear Vibra-Ting Screens: The Optimum Solution For Difficult MaterialtonyNo ratings yet
- Tsubaki MCD Zip Chain Actuator 2020Document56 pagesTsubaki MCD Zip Chain Actuator 2020Ruben PauwelsNo ratings yet
- BEN-WASH EnglishDocument24 pagesBEN-WASH EnglishKhan NishaNo ratings yet
- Fully Automated Roughness Measurement On Gears - Even On The Shop FloorDocument7 pagesFully Automated Roughness Measurement On Gears - Even On The Shop FloorDaviss EdisonNo ratings yet
- PIRMH Chain Inspection PIDocument4 pagesPIRMH Chain Inspection PIRicardoNo ratings yet
- Hydralics Aeroquip - Swivle - JointsDocument20 pagesHydralics Aeroquip - Swivle - JointssunnyartboyNo ratings yet
- Ball Mill For Cement GrindingDocument5 pagesBall Mill For Cement GrindingJorge SilvaNo ratings yet
- Futaba GY240Document2 pagesFutaba GY240philaskNo ratings yet
- Manual Syntax16HSDocument7 pagesManual Syntax16HStagriloNo ratings yet
- Ball Mill For Cement GrindingDocument5 pagesBall Mill For Cement GrindingNkosilozwelo Sibanda100% (1)
- ReifencordDocument2 pagesReifencordDavid Lopez OaxacaNo ratings yet
- FMC Manifolds Ball - ValveDocument4 pagesFMC Manifolds Ball - Valveklich77No ratings yet
- Brochure Orbit Valvula Vástago AscendenteDocument28 pagesBrochure Orbit Valvula Vástago AscendenteMiguel SoteloNo ratings yet
- IndexerDocument40 pagesIndexerAnonymous 9q5GEfm8INo ratings yet
- 1 Part 1 Catalogue en LocknutDocument22 pages1 Part 1 Catalogue en Locknutehtisham khanNo ratings yet
- Winding Machines: WVY 190 SPEED (Nylon)Document1 pageWinding Machines: WVY 190 SPEED (Nylon)PaulNo ratings yet
- Resilient CouplingsDocument7 pagesResilient CouplingsAriyanNo ratings yet
- Section 4: Conveyor Chain Designer GuideDocument39 pagesSection 4: Conveyor Chain Designer GuideRobin HoodNo ratings yet
- 7 StraighteningDocument5 pages7 StraighteningChirag SuleNo ratings yet
- Cad14 PDFDocument7 pagesCad14 PDFvishalNo ratings yet
- Belt Alignment ToolDocument2 pagesBelt Alignment ToolAshutosh VishwakarmaNo ratings yet
- mf7800d NDocument8 pagesmf7800d NbiplobNo ratings yet
- Textile AdviserDocument13 pagesTextile AdviserSriemanieNo ratings yet
- B W145D-3, B W145DH-3, B W145PDH-3Document4 pagesB W145D-3, B W145DH-3, B W145PDH-3Dietz LaNo ratings yet
- Circular Singeing MachineDocument4 pagesCircular Singeing Machineيحيى عياشNo ratings yet
- Kiln Services Resurfacing of Rollers and TyresDocument4 pagesKiln Services Resurfacing of Rollers and TyresAPINo ratings yet
- Gear Type Flow Meter VC Process Pump SalesDocument20 pagesGear Type Flow Meter VC Process Pump SalesMorteza ShakerienNo ratings yet
- A New High Speed Glue MachineDocument3 pagesA New High Speed Glue MachineRitesh PatelNo ratings yet
- May Zimm Whitepaper v13Document7 pagesMay Zimm Whitepaper v13Khor Tze MingNo ratings yet
- ELBE Programm E PDFDocument124 pagesELBE Programm E PDFMidhunNo ratings yet
- Profile AirJetTexturingEntangling BRCH en A00658Document4 pagesProfile AirJetTexturingEntangling BRCH en A00658sentyNo ratings yet
- Carlisle PowerWedgeCogBelt SellSheet 06071611Document2 pagesCarlisle PowerWedgeCogBelt SellSheet 06071611Fada RayNo ratings yet
- Strength of Materials: A New Unified Theory for the 21st CenturyFrom EverandStrength of Materials: A New Unified Theory for the 21st CenturyRating: 3.5 out of 5 stars3.5/5 (4)
- Spacer FabricsDocument34 pagesSpacer FabricsZuhaib AhmadNo ratings yet
- 3D Fabrics-02Document50 pages3D Fabrics-02Zuhaib AhmadNo ratings yet
- 3D Fabrics-01Document36 pages3D Fabrics-01Zuhaib AhmadNo ratings yet
- Weaving Machines (Looms)Document95 pagesWeaving Machines (Looms)Zuhaib AhmadNo ratings yet
- Basic Weaves and PropertiesDocument44 pagesBasic Weaves and PropertiesZuhaib AhmadNo ratings yet
- Leno and Seersucker Fabric WeavingDocument33 pagesLeno and Seersucker Fabric WeavingZuhaib Ahmad0% (1)
- Ashby How To Write A PaperDocument47 pagesAshby How To Write A PaperGauri RanadiveNo ratings yet
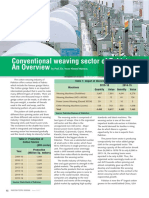
- Conventional Weaving Sector of Pakistan by Dr-NoorDocument3 pagesConventional Weaving Sector of Pakistan by Dr-NoorZuhaib AhmadNo ratings yet
- Alamo - Espiritu 1010 VF PDFDocument4 pagesAlamo - Espiritu 1010 VF PDFRolando DávilaNo ratings yet
- BRKRST 3045Document108 pagesBRKRST 3045Paul ZetoNo ratings yet
- Whitepaper TaxEngineAX2012Document244 pagesWhitepaper TaxEngineAX2012aaNo ratings yet
- ASTM C806-12 Restrained Expansion of Expansive Cement MortarDocument4 pagesASTM C806-12 Restrained Expansion of Expansive Cement MortarAlonso SojoNo ratings yet
- Ose 12 Twin Ose Boxer OkDocument2 pagesOse 12 Twin Ose Boxer OkOrlando Rojas PintoNo ratings yet
- Implementing Control Flow in An SSIS PackageDocument35 pagesImplementing Control Flow in An SSIS PackageRichie PooNo ratings yet
- Ict As Medium Advocacy and Developmental CommunicationDocument27 pagesIct As Medium Advocacy and Developmental CommunicationJjfreak ReedsNo ratings yet
- Cs 1Document132 pagesCs 1Nafisa AhmadNo ratings yet
- Nex TracDocument2 pagesNex TracZouhair WahbiNo ratings yet
- SRT AI Community Platform - Hyperwallet PaymentsDocument6 pagesSRT AI Community Platform - Hyperwallet PaymentsNilesh MishraNo ratings yet
- Executive PG Programme in Data ScienceDocument33 pagesExecutive PG Programme in Data ScienceSarat SahooNo ratings yet
- How To Organize Your Work Home and Life2 PDFDocument73 pagesHow To Organize Your Work Home and Life2 PDFAnonymous Dr2nIMW9wNo ratings yet
- Sharp J. Exam Ref AI-900 Microsoft Azure AI Fundamentals 2022 PDFDocument366 pagesSharp J. Exam Ref AI-900 Microsoft Azure AI Fundamentals 2022 PDFKoos SerfonteinNo ratings yet
- Miniature Advanced Communication Engine (Mini-Ace) and Mini-Ace PlusDocument13 pagesMiniature Advanced Communication Engine (Mini-Ace) and Mini-Ace Plusgotcha75No ratings yet
- Chapter 1-Introduction: Online Shopping (Sometimes Known As E-Tail From "Electronic Retail" or E-Shopping) Is A FormDocument32 pagesChapter 1-Introduction: Online Shopping (Sometimes Known As E-Tail From "Electronic Retail" or E-Shopping) Is A FormdevilsharmaNo ratings yet
- Part A: ListeningDocument7 pagesPart A: ListeningTrần HuyềnNo ratings yet
- Solar System CGRDocument8 pagesSolar System CGRjunaid100% (2)
- SHEHERAZADE - 1001 Stories For Adult LearningDocument4 pagesSHEHERAZADE - 1001 Stories For Adult LearningAntonella MariniNo ratings yet
- ECO2201 - Slides - 0.1 Class IntroductionDocument22 pagesECO2201 - Slides - 0.1 Class Introductionjokerightwegmail.com joke1233No ratings yet
- TYBCA Cyber Security Notes 1Document99 pagesTYBCA Cyber Security Notes 1pradneshshinde29No ratings yet
- Evolving Business Models of Online Food Delivery Industry in Indian ContextDocument8 pagesEvolving Business Models of Online Food Delivery Industry in Indian ContextDeepak TyagiNo ratings yet
- Bharat Petroleum: Star PEB India Private LimitedDocument10 pagesBharat Petroleum: Star PEB India Private LimitedParvinder Kaur100% (1)
- DBM 622 RESEARCH METHODS WBA - AprilDocument2 pagesDBM 622 RESEARCH METHODS WBA - AprilJames BoruNo ratings yet
- Advance Mathematical Physics Lab Students Name: NARESH KUMAWAT (1907061) RAJAT KUMAR (1907062) ANIL KUMAR (1907060)Document4 pagesAdvance Mathematical Physics Lab Students Name: NARESH KUMAWAT (1907061) RAJAT KUMAR (1907062) ANIL KUMAR (1907060)Shashank KNo ratings yet
- Anypoint Platform Development: Fundamentals (Mule 4) Setup RequirementsDocument3 pagesAnypoint Platform Development: Fundamentals (Mule 4) Setup RequirementsKakz KarthikNo ratings yet
- Aplikasi Alat Ukur Indeks Massa Tubuh Untuk Evaluasi Gizi Balita Berbasis AndroidDocument5 pagesAplikasi Alat Ukur Indeks Massa Tubuh Untuk Evaluasi Gizi Balita Berbasis Androidsri lestariNo ratings yet
- WinFACT 96 - ELWE-Lehrsysteme GMBHDocument8 pagesWinFACT 96 - ELWE-Lehrsysteme GMBHLuis Diego Saravia ChoqueNo ratings yet
- Example of Array List Using Object Stud With Data Type StudentDocument3 pagesExample of Array List Using Object Stud With Data Type StudentNurul AinniNo ratings yet
- Learning Remediation-Q3Document11 pagesLearning Remediation-Q3Donna AbenojaNo ratings yet