You might also like
- Is.10748.2004 0 PDFDocument13 pagesIs.10748.2004 0 PDFPinku100% (3)
- Sample Not Drawn byDocument3 pagesSample Not Drawn bykarthikNo ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- Is 7310-1Document23 pagesIs 7310-1rajeshNo ratings yet
- Steel Joists - MST PDFDocument7 pagesSteel Joists - MST PDFwafikmh4No ratings yet
- Is 1573 - Zinc Plating On Iron & Steel PDFDocument21 pagesIs 1573 - Zinc Plating On Iron & Steel PDFSandeep MatetiNo ratings yet
- Geomet 321Document2 pagesGeomet 321Satnam Rachna FastenersNo ratings yet
- Preparing For Successful Design TransferDocument7 pagesPreparing For Successful Design TransferRahul Dhingra100% (1)
- Is 7307Document22 pagesIs 7307ponmanikandan1100% (1)
- The Method of Covering MEP Scope in An Estimating CourseDocument10 pagesThe Method of Covering MEP Scope in An Estimating CourseOsama.ShawkyNo ratings yet
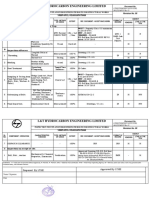
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Is 4218 4 2001Document9 pagesIs 4218 4 2001Milan PitrodaNo ratings yet
- IOGP-JIP33 Standardizing Procurement SpecificationsDocument79 pagesIOGP-JIP33 Standardizing Procurement SpecificationsAbdul R. MustaphaNo ratings yet
- Manual of Procedures On Procurement of Goods and ServicesDocument138 pagesManual of Procedures On Procurement of Goods and Servicesjejemonch100% (1)
- As 3675-2002Document41 pagesAs 3675-2002Gaurav Agarwal100% (1)
- A Training Presentation On The N7Document69 pagesA Training Presentation On The N7Nguyen Anh TuanNo ratings yet
- Is 4711-2008 - Method For Sampling of PipesDocument6 pagesIs 4711-2008 - Method For Sampling of Pipeshhr2412No ratings yet
- Steel Tubes For Structural Purposes Conforming To IS 1161 - 1998Document2 pagesSteel Tubes For Structural Purposes Conforming To IS 1161 - 1998Ayush TariyalNo ratings yet
- Is 3443 Crane RailsDocument18 pagesIs 3443 Crane RailsramyaNo ratings yet
- Design of Anchor BoltDocument16 pagesDesign of Anchor BoltLaxmikant ChauhanNo ratings yet
- Irs S 76-89 PDFDocument34 pagesIrs S 76-89 PDFGaurav Agarwal0% (1)
- Irs S 76-89 PDFDocument34 pagesIrs S 76-89 PDFGaurav Agarwal0% (1)
- Is 1586 2 2012 PDFDocument25 pagesIs 1586 2 2012 PDFsingaravelan narayanasamyNo ratings yet
- QC 080000-2005 (2nd Ed) IECQ-HSPMDocument16 pagesQC 080000-2005 (2nd Ed) IECQ-HSPMISO VintecomNo ratings yet
- Saep 1152Document12 pagesSaep 1152Shazab Nawaz0% (1)
- DCA Vantage Host Computer Communications Link - Rev E DXDCM 09008b838060219b-1438219148413Document48 pagesDCA Vantage Host Computer Communications Link - Rev E DXDCM 09008b838060219b-1438219148413Олександр100% (1)
- Astm E-543-09 QaDocument11 pagesAstm E-543-09 QampusNo ratings yet
- Is 11513 1999Document11 pagesIs 11513 1999kishor150688No ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Australian/New Zealand StandardDocument7 pagesAustralian/New Zealand StandardGaurav AgarwalNo ratings yet
- Annexure B - PSC4 Professional Services Contract DataDocument49 pagesAnnexure B - PSC4 Professional Services Contract DataYaser WahibNo ratings yet
- F (D) Stud Welding WPS FormDocument1 pageF (D) Stud Welding WPS FormmivasaNo ratings yet
- Engineering ProductivityDocument15 pagesEngineering ProductivityGeetha_jagadish30No ratings yet
- 3.1 Factory Acceptance TestingDocument6 pages3.1 Factory Acceptance TestingJean-Pierre AwuNo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- 08 MDCC GIC Pressure GaugesDocument1 page08 MDCC GIC Pressure GaugesGarimaSinghNo ratings yet
- Enterprise Asset Management PDFDocument4 pagesEnterprise Asset Management PDFTaher LokhandwalaNo ratings yet
- Development of Corrosion Management For New ProjectsDocument30 pagesDevelopment of Corrosion Management For New ProjectsĐiệnBiênNhâm100% (1)
- 2062Document17 pages2062hswed91100% (1)
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- How To Read STD IS 2062 (2011)Document17 pagesHow To Read STD IS 2062 (2011)AkshayNo ratings yet
- IS 4923 Chemical CompositionDocument1 pageIS 4923 Chemical CompositionTulasidas MalajiNo ratings yet
- Is 1852Document28 pagesIs 1852kbasawaNo ratings yet
- Is - 2062Document10 pagesIs - 2062Jagjeet SinghNo ratings yet
- 1012835-NEROMASTIC 400 (I) Component (B)Document4 pages1012835-NEROMASTIC 400 (I) Component (B)Srikanth GantaNo ratings yet
- Is 1608-1995Document24 pagesIs 1608-1995Rakesh Srivastava100% (2)
- IS 5517 - 1993-Hardening & Tempering GradesDocument15 pagesIS 5517 - 1993-Hardening & Tempering GradesMohanrajMJ100% (1)
- Is 15961 - 2012Document12 pagesIs 15961 - 2012riverwilliamsNo ratings yet
- C K201 PDFDocument21 pagesC K201 PDFManoj KumarNo ratings yet
- (First Revision) : Indian StandardDocument8 pages(First Revision) : Indian StandardBhanu Pratap ChoudhuryNo ratings yet
- Fabrication & Erection StandardsDocument2 pagesFabrication & Erection StandardsSakthivel VNo ratings yet
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument3 pagesAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationRaghav TiwaryNo ratings yet
- IS Code 1731-1971Document2 pagesIS Code 1731-1971kaustavNo ratings yet
- Is 209 - 1992 Zinc Ingot - SpecificationDocument5 pagesIs 209 - 1992 Zinc Ingot - SpecificationRam NiwasNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- LRPC StrandDocument3 pagesLRPC Strandanon_655956777100% (1)
- TDCDocument6 pagesTDCalex hutaurukNo ratings yet
- Disclosure To Promote The Right To InformationDocument27 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Astm 143Document3 pagesAstm 143JH_ProjectNo ratings yet
- Is 1730-1989 PDFDocument9 pagesIs 1730-1989 PDFJawa MechanikkNo ratings yet
- Lab Asst AdmitDocument2 pagesLab Asst AdmitTathagata DasNo ratings yet
- Steel Pipe Is 1161Document5 pagesSteel Pipe Is 1161Shuvro ChakravortyNo ratings yet
- As 4699-2000 Zinc and Zinc Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectDocument6 pagesAs 4699-2000 Zinc and Zinc Alloys - Determination of Impurities and Alloying Elements - Atomic Emission SpectSAI Global - APACNo ratings yet
- Factory Original MTCDocument1 pageFactory Original MTCSamir AjiNo ratings yet
- Metal Forgings Private Limited: (AN I.S.O. 9001-2008 COMPANY)Document3 pagesMetal Forgings Private Limited: (AN I.S.O. 9001-2008 COMPANY)rohitNo ratings yet
- PQP - Kilaraipur PDFDocument53 pagesPQP - Kilaraipur PDFVijendra SharmaNo ratings yet
- Is 513 Amendment-1Document2 pagesIs 513 Amendment-1sanjeev00747488No ratings yet
- Carbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface SheetDocument7 pagesCarbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface Sheetraghav248No ratings yet
- Copper Rods - Is4171Document10 pagesCopper Rods - Is4171Rajasekaran MuruganNo ratings yet
- (First Revision) : Indian StandardDocument29 pages(First Revision) : Indian StandardClevelandNo ratings yet
- SP14Document13 pagesSP14Sumit Thakur100% (1)
- 3074 PDFDocument18 pages3074 PDFsunil srivastavaNo ratings yet
- Is 407 - Brass TubesDocument12 pagesIs 407 - Brass TubesMuthu KumaranNo ratings yet
- ISO 9001 Seven QM PrinciplesDocument25 pagesISO 9001 Seven QM Principlesvenkata krishna reddy MorthlaNo ratings yet
- SteelDocument11 pagesSteelMayur KhalatkarNo ratings yet
- Scanning Tunneling MicroscopyFrom EverandScanning Tunneling MicroscopyJoseph A. StroscioNo ratings yet
- Why Impulse TestDocument2 pagesWhy Impulse TestGaurav AgarwalNo ratings yet
- LFE Mr. Negi Conductor Presentation - CEA - 4th Dec-14-RevisedDocument20 pagesLFE Mr. Negi Conductor Presentation - CEA - 4th Dec-14-RevisedGaurav AgarwalNo ratings yet
- DIS 5.5 Pressure TestingDocument48 pagesDIS 5.5 Pressure TestingAhmed RedaNo ratings yet
- Across Wind Response - Aerodynamic, Gust, Matlab, All Useful Terms PDFDocument8 pagesAcross Wind Response - Aerodynamic, Gust, Matlab, All Useful Terms PDFKhushroo LankerNo ratings yet
- SDD Planning Data Submission Specifications - v1 14Document29 pagesSDD Planning Data Submission Specifications - v1 14Digital MapperNo ratings yet
- Government Tenders and Procurement LawDocument44 pagesGovernment Tenders and Procurement LawFawaz AljedaniNo ratings yet
- Chap. II) (Appendix 2.13Document23 pagesChap. II) (Appendix 2.13Harish Kumar MahavarNo ratings yet
- PT Astm e 1417-12Document11 pagesPT Astm e 1417-12Carlos AcostaNo ratings yet
- HSE-P-12 Approval of Plant Modification Issue 2.1Document11 pagesHSE-P-12 Approval of Plant Modification Issue 2.1eng20072007No ratings yet
- Process Industry Practices Coatings: PIP CTSE2001 External Coating Systems Data Sheet Inorganic ZincDocument4 pagesProcess Industry Practices Coatings: PIP CTSE2001 External Coating Systems Data Sheet Inorganic ZincRichard TorrivillaNo ratings yet
- Corrigendum and Revised Price BidDocument58 pagesCorrigendum and Revised Price BidPiyush MahanaNo ratings yet
- ToSend 01-1Document3 pagesToSend 01-1Brahim Ben SaadaNo ratings yet
- Paper 6: Management Information System Module 24: System Requirements SpecificationsDocument16 pagesPaper 6: Management Information System Module 24: System Requirements SpecificationskundankumarsharmaNo ratings yet
- Cad ChangesDocument52 pagesCad Changescancer24No ratings yet
- VPL Savaria Multilift Planning Guide ResidentialDocument42 pagesVPL Savaria Multilift Planning Guide ResidentialMagtanggol RelucioNo ratings yet
- Spec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDocument28 pagesSpec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDarshan PanchalNo ratings yet
- Brake Catalogue 2 PDFDocument5 pagesBrake Catalogue 2 PDFRitesh AnandNo ratings yet