You might also like
- Annual Product Quality Review APQR FormatDocument9 pagesAnnual Product Quality Review APQR Formatqc jawa100% (6)
- DXH Operator ManualDocument666 pagesDXH Operator ManualTrung Nguyen60% (5)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Coca ColaDocument38 pagesCoca ColaJai SinghNo ratings yet
- EASA MOE OverviewDocument198 pagesEASA MOE OverviewRicky RamirezNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugesHaleemUrRashidBangashNo ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Draft Wps Astm A 743 GR - Ca6nmDocument2 pagesDraft Wps Astm A 743 GR - Ca6nmIlham PaneNo ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Pressure Test Report Documents Loop 640/HFL-009 Test ResultsDocument1 pagePressure Test Report Documents Loop 640/HFL-009 Test ResultsKarthikNo ratings yet
- Welding Training InspectionDocument46 pagesWelding Training InspectionAdhanom G.No ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (1)
- WELDER TRAINING: CURRICULUM FOR WELDING APPRENTICESDocument34 pagesWELDER TRAINING: CURRICULUM FOR WELDING APPRENTICESManoj BallaNo ratings yet
- Resistance WeldingDocument8 pagesResistance Welding0502raviNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- DP Test Tank 1Document2 pagesDP Test Tank 1sushant sanjay jadhav0% (1)
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Fabrication & Erection StandardsDocument2 pagesFabrication & Erection StandardsSakthivel VNo ratings yet
- Basic Weld MetallurgyDocument34 pagesBasic Weld Metallurgydaha333No ratings yet
- WPS PresentationDocument27 pagesWPS PresentationSenthil Kumar50% (2)
- Positive Material IdentificationDocument2 pagesPositive Material IdentificationGovindKrishnanNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Welding Inspection Consumables PDFDocument28 pagesWelding Inspection Consumables PDFJoseph PeterNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- UT Procedure NilgiriDocument16 pagesUT Procedure Nilgiriratna bomjanNo ratings yet
- Welding Gauges PDFDocument4 pagesWelding Gauges PDFsopan kharcheNo ratings yet
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDocument2 pagesNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyNo ratings yet
- Weld Fit Up ToleranceDocument2 pagesWeld Fit Up Tolerancesatrahe100% (2)
- Drawing Design: EngineeringDocument25 pagesDrawing Design: Engineeringsukarlan98No ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Ultrasonic Testing of Ferritic Steel Welds Under 40 CharactersDocument1 pageUltrasonic Testing of Ferritic Steel Welds Under 40 Characterssdmkl85No ratings yet
- Welding NotesDocument39 pagesWelding NotesSabir JadejaNo ratings yet
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- TGN-M-04 Weld Procedure Comparison Struc SteelDocument5 pagesTGN-M-04 Weld Procedure Comparison Struc Steelmanoj983@gmail.comNo ratings yet
- Welding & Cutting ProcessDocument16 pagesWelding & Cutting ProcesscvNo ratings yet
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Bend Test Acceptance CriteriADocument1 pageBend Test Acceptance CriteriAGowrisanthosh PalikaNo ratings yet
- INS P 035, Circularity Check - Cyl.sectionsDocument10 pagesINS P 035, Circularity Check - Cyl.sectionsDeepakNo ratings yet
- WeldDocs WPSDocument2 pagesWeldDocs WPSMDSIKKU_2005No ratings yet
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFAjay Kumar Reddy KNo ratings yet
- WPS List PDFDocument2 pagesWPS List PDFNAVANEETH NAVANINo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument7 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- How To Prevent Control Welding DistortionDocument2 pagesHow To Prevent Control Welding DistortionNilesh DalviNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- 03 Welding Imperfections 29-11-03Document17 pages03 Welding Imperfections 29-11-03bizhanjNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
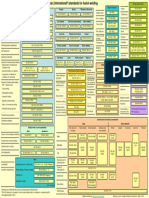
- Overview Fusion Welding Standards - UnlockedDocument1 pageOverview Fusion Welding Standards - Unlockedmanuela vilas boasNo ratings yet
- VT QB S4 Pro Wiyh KeyDocument12 pagesVT QB S4 Pro Wiyh KeykingstonNo ratings yet
- Casting Material CA15BASD PDFDocument4 pagesCasting Material CA15BASD PDFAditya GuptaNo ratings yet
- Interview QuestionsDocument13 pagesInterview QuestionsWalter RuedaNo ratings yet
- Welder Qualification Test - WQT by ITPI-IWESDocument1 pageWelder Qualification Test - WQT by ITPI-IWESsanul mulyNo ratings yet
- Limits For Imperfections ISO 5817Document2 pagesLimits For Imperfections ISO 5817tudorteuNo ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument96 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- Specifications for Tolerances for Concrete Construction and Materials and Commentary (ACI 223.1-22Document80 pagesSpecifications for Tolerances for Concrete Construction and Materials and Commentary (ACI 223.1-22KeristiyantoNo ratings yet
- Gravity Stone WallDocument3 pagesGravity Stone WallKeristiyantoNo ratings yet
- SosilaisasiDocument17 pagesSosilaisasiKeristiyantoNo ratings yet
- Fundamentals of The Design of Bamboo Structures: Citation For Published Version (APA)Document282 pagesFundamentals of The Design of Bamboo Structures: Citation For Published Version (APA)Jovita ChiaraNo ratings yet
- Vertical Shortening in ColumnsDocument38 pagesVertical Shortening in Columnsardikurniawan100% (2)
- Chute Design For Mat FoundationDocument9 pagesChute Design For Mat FoundationKeristiyantoNo ratings yet
- Embedded TC Strengthening 42nd South & North TowerDocument4 pagesEmbedded TC Strengthening 42nd South & North TowerKeristiyantoNo ratings yet
- Analysis Compresive StrengthDocument11 pagesAnalysis Compresive StrengthKeristiyantoNo ratings yet
- Indonesia One Project Technical Requirement of Safety ScreenDocument10 pagesIndonesia One Project Technical Requirement of Safety ScreenKeristiyantoNo ratings yet
- ACI 341. Seismic RetrofitDocument33 pagesACI 341. Seismic RetrofitKeristiyantoNo ratings yet
- Introduction To Computational Earthquake Engineering PDFDocument342 pagesIntroduction To Computational Earthquake Engineering PDFKeristiyanto100% (4)
- Simple ConnectionDocument28 pagesSimple ConnectionKeristiyantoNo ratings yet
- Polymer Superplasticiser With Active Clay in SandDocument1 pagePolymer Superplasticiser With Active Clay in SandKeristiyantoNo ratings yet
- ICC ES - AC133 R-Type FujiboltDocument14 pagesICC ES - AC133 R-Type FujiboltKeristiyantoNo ratings yet
- Simple ConnectionDocument28 pagesSimple ConnectionKeristiyantoNo ratings yet
- Effect of Reinforcing Bar Contamination On Steel-Concrete Bond During Concrete ConstructionDocument14 pagesEffect of Reinforcing Bar Contamination On Steel-Concrete Bond During Concrete ConstructionibrahimNo ratings yet
- Coal AshDocument23 pagesCoal AshKeristiyantoNo ratings yet
- Pull Out TestDocument7 pagesPull Out TestKeristiyantoNo ratings yet
- Method Statement Anti Termite r2 MRTDocument10 pagesMethod Statement Anti Termite r2 MRTKeristiyantoNo ratings yet
- Attachment For RFI 604 & 612Document2 pagesAttachment For RFI 604 & 612KeristiyantoNo ratings yet
- ASTM A36-A36M-03aDocument4 pagesASTM A36-A36M-03aDieguitoOmarMoralesNo ratings yet
- Aaaa AaaaDocument8 pagesAaaa AaaaKeristiyantoNo ratings yet
- Kannaki Ramamoorthy Joins Arteric As Quality Assurance ManagerDocument3 pagesKannaki Ramamoorthy Joins Arteric As Quality Assurance ManagerPR.comNo ratings yet
- SAT Sample For BoilerDocument15 pagesSAT Sample For Boilerjpmaurya77No ratings yet
- Holistic Approach To Quality Management - TQMDocument21 pagesHolistic Approach To Quality Management - TQMADEFIOYE AdeniyiNo ratings yet
- AdvancED Policies and ProceduresDocument14 pagesAdvancED Policies and ProceduresNanees OssamaNo ratings yet
- SITHIND002 Bigyan S Assessment Task 1Document19 pagesSITHIND002 Bigyan S Assessment Task 1Sagar PanchalNo ratings yet
- Logistic Measurement JournalDocument14 pagesLogistic Measurement Journalpa JamalNo ratings yet
- MRT Works General SpecificationDocument226 pagesMRT Works General Specificationwongtianhui67% (3)
- Biostadt ErpDocument14 pagesBiostadt ErpAmit GuptaNo ratings yet
- T&D M&E Framework & Tools HandbookDocument154 pagesT&D M&E Framework & Tools HandbookJoan B EvangelistaNo ratings yet
- Practical Concept of QCDocument128 pagesPractical Concept of QCCosmin NegrutNo ratings yet
- Pavement Quality Concrete (PQC)Document28 pagesPavement Quality Concrete (PQC)Sailesh Kumar100% (8)
- The 2012 Quality Management HandBookDocument21 pagesThe 2012 Quality Management HandBookFernando LopezNo ratings yet
- TPM AwarenessDocument51 pagesTPM AwarenessDeepak kumarNo ratings yet
- Contract Management PDFDocument115 pagesContract Management PDFS SITAPATINo ratings yet
- Japan's Post-War Economic Success Through Quality ManagementDocument534 pagesJapan's Post-War Economic Success Through Quality ManagementDaniel Armstrong100% (1)
- Mangesh and Mansi Quality Assurance UnitDocument27 pagesMangesh and Mansi Quality Assurance UnitSumant SainiNo ratings yet
- Evaluate The Quality Assurance (QA) Process and Review How It Was Implemented During Your Design and Development StagesDocument7 pagesEvaluate The Quality Assurance (QA) Process and Review How It Was Implemented During Your Design and Development StagesKaveesha PereraNo ratings yet
- Difference Between Quality Assurance and Quality Control (QA Vs QC)Document14 pagesDifference Between Quality Assurance and Quality Control (QA Vs QC)Bishnu S. MukherjeeNo ratings yet
- Iso 2063 2 2017 en PDFDocument11 pagesIso 2063 2 2017 en PDFCorrosion InfoNo ratings yet
- Software Testing and Quality Assurance NotesDocument23 pagesSoftware Testing and Quality Assurance NotesHarryNo ratings yet
- Bme 1 and 2Document9 pagesBme 1 and 2Unnecessary BuyingNo ratings yet
- MBA - Compulsory III &IVDocument79 pagesMBA - Compulsory III &IVaamna_shaikh01No ratings yet
- Role of Quality Assurance ManagerDocument13 pagesRole of Quality Assurance ManagergrtunaNo ratings yet
- Internship Report AsifaliDocument71 pagesInternship Report AsifaliRajaHaillianNo ratings yet
- Paper - Grooming of Malaysian Sustainable Engineering Consultancy Firms For Export of Services 20110401Document14 pagesPaper - Grooming of Malaysian Sustainable Engineering Consultancy Firms For Export of Services 20110401Jack Pan100% (1)
- Saes A 208Document14 pagesSaes A 208nadeemNo ratings yet