Professional Documents
Culture Documents
Pru Report
Uploaded by
Aravind MenonOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pru Report
Uploaded by
Aravind MenonCopyright:
Available Formats
Project 2013-14
CHAPTER 1
INTRODUCTION
1.1 Company Overview
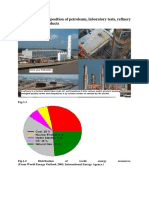
Kochi Refinery, a unit of Bharat Petroleum Corporation Limited (BPCL), embarked
on its journey in 1966 with a capacity of 50,000 barrels per day. Formerly known as
Cochin Refineries Limited and later renamed as Kochi Refineries Limited, the refinery
was originally established as a joint venture in collaboration with Phillips Petroleum
Corporation, USA. Today it is a frontline entity as a unit of the Fortune 500 Company,
BPCL.
Kochi Refinery, located at Ambalamugal near the city of Kochi in Kerala, is one of the
two Refineries of BPCL, presently having a crude oil refining capacity of 9.5 Million
Metric Tonnes per Annum (MMTPA). The product portfolio of the 190,000 barrels
per day refinery today includes petrochemical feedstock and specialty products in
addition to its range of quality fuels.
Crude oil is the major raw material to the company. The company purchases crude oil
from various parts of the world. The feed composition varies according to the
geographical location and many other parameters. Gulf countries are the main source
for the raw materials which mainly include Saudi Arabia, Kuwait and Iran.
Fuel products of this fuel-based refinery include Liquefied Petroleum Gas (LPG),
naphtha, motor spirit, kerosene, Aviation Turbine Fuel (ATF), High Speed Diesel
(HSD), fuel oils and asphalt. Specialty products for the domestic markets include
benzene, toluene, propylene, special boiling point spirit, poly-isobutene and sulphur
1.2 Propylene
Propylene is the second most important starting product in the petrochemical industry
after ethylene. It is the raw material for a wide variety of products. The dominant
outlet for propylene is polypropylene, films, packaging, caps, closures, acrylonitrile,
propylene oxide, cumene, isopropanol and acrylic acid.
Dept. Of Chemical Engg. 1 GEC Kozhikode
Project 2013-14
The largest source of petrochemical propylene is that produced as the primary
byproduct of ethylene manufacture. Ethylene plants charging liquid feedstock
typically produce about 15wt% propylene and provide almost 70 percent of the
propylene consumed by the petrochemical industry. Petroleum refining, nearly all
from fluid catalytic cracking (FCC), is by far the next largest supplier of propylene,
supplying about 30 percent of the petrochemical requirement. In the U.S., FCC
supplies about one-half of the petrochemical propylene demand.
Propylene demand has been increasing at a faster rate than that of ethylene. Since
steam crackers are limited in the amount of propylene they are able to produce,
alternate sources of propylene are becoming of increased interest, including increasing
production from FCC units.
1.3 Properties
Propylene is an unsaturated organic compound having the chemical formula C3H6. It
has one double bond and is the second simplest member of the alkene class of
hydrocarbons.
At room temperature and atmospheric pressure propylene is a gas. It is also colorless
with a weak but unpleasant smell
Propylene has a higher density and boiling point than ethylene due to its greater mass.
It has a slightly lower boiling point than propane thus more volatile.
Propylene is found in nature and is a by-product of vegetation and fermentation
processes. Propylene has been deducted in trace amounts in the lower atmosphere of
Titans (Satellite of Saturn)
1.4 Sources and Methods of production
Propylene is produced from fossil fuels petroleum natural gas, and to much lesser
extend coal. Propylene is a by-product of oil refining and natural gas processing.
During oil refining ethylene, propylene and other compounds are produced as a result
of cracking larger hydrocarbon molecules to produce hydrocarbons more in demand.
Refinery propylene arises primarily from three refinery processes: fluid catalytic
cracking, visbreaking/thermal cracking and coking. A major source of propylene is
cracking intended to produce ethylene but it is also results from refinery cracking
Dept. Of Chemical Engg. 2 GEC Kozhikode
Project 2013-14
producing other products. Propylene can be separated by fractional distillation from
hydrocarbon mixtures obtained from cracking and other refining process.
Since propylene is volatile and flammable precautions must be taken to avid fire
hazards in handling of the gas. If propylene is loaded to any equipment capable of
causing ignition, such equipment should be shut down while loading, unloading,
connecting or disconnecting. Propylene is usually stored as liquid under pressure
although it is also possible to store it safely as gas at ambient temperature in approved
containers.
There are three grades of propylene; polymer grade with a minimum purity of 99.5%;
chemical grade with a minimum purity of 93-94%; and a refinery grade with a purity
of around 70% with a minimum of 60%
1.5 Applications
The dominant outlet for propylene is polypropylene (PP), accounting for nearly two-
third of global propylene consumption. Polypropylene is, for example, needed for the
production of films, packaging, caps and closures. Propylene is also used to produce
acrylonitrile (ACN), propylene oxide (PO), a number of alcohols, cumene, isopropanol
and acrylic acid.
Propylene is used in calibration gas mixtures for petrochemical industries;
environmental emission monitoring, industrial hygiene monitors and trace the impurity
analyzers.
Dept. Of Chemical Engg. 3 GEC Kozhikode
Project 2013-14
CHAPTER 2
PROPYLENE PRODUCTION
Propylene recovery units designed to produce 95% purity chemical grade propylene from
cracked LPG. Propylene is a by-product of oil refining and natural gas processing. During
oil refining ethylene, propylene and other compounds are produced as a result of cracking
larger hydrocarbon molecules to produce hydrocarbons. Propylene can be separated by
fractional distillation from hydrocarbon mixtures.
2.1 FCC (FLUIDIZED CATALYTIC CRACKING)
Fluid catalytic cracking is one of the most important conversion processes used in
petroleum refineries. It is widely used convert the high boiling, high molecular weight
hydrocarbon fractions of petroleum crude oils to more valuable gasoline, olefinic and
other products. Cracking of petroleum hydrocarbons was originally done by thermal
cracking, which has been almost completely replaced by catalytic cracking because it
produces more gasoline with a higher octane rating. It also produces by-product gases
that are more olefinic and hence they are more valuable than those produced by
thermal cracking. The feed stock to an FCC is usually that portion of the crude oil that
has an initial boiling point of 340 degree Celsius or higher at atmospheric pressure and
an average molecular weight ranging from about 200-600 or higher this portion of
crude oils is often referred to as heavy gas oil or vacuum gas oil.
In order to maximize the amount of propylene and other light products a high severity
fluid catalytic cracking (FCC) uses traditional FCC technology under severe
conditions (higher catalyst to oil ratios, higher steam injection rates, higher
temperatures etc.).A high severity FCC unit is usually fed with gas oils (paraffin) and
residues, and produces about 20-25% propylene on feed stock together with greater
volumes of motor gasoline and distillate by-products
Olefin cracking includes a broad range of technologies that catalytically converts large
olefins molecules (C4 to C8) into most propylene and small amount of propylene.
In FCC, a feed petroleum fraction such as vacuum gas oil is contacted with particles of
hot, active catalyst at high temperatures and low pressures of about 1-5 atmospheres
Dept. Of Chemical Engg. 4 GEC Kozhikode
Project 2013-14
absolute in the absence of added hydrogen. The catalyst should be in sufficient
quantity and at a sufficient temperature to vaporize the oil feed, rise the oil feed to a
cracking temperature of about 900( this is deg F !, where from ?) .The oil and catalyst
flow together (concurrently) for a time suffient to carry out the intended conversion.
During the conversion of the heavy petroleum fraction to lighter fractions, coke is lied
down on the catalyst particles thereby deactivating them and thus coked, cooled
catalyst particles, are separated from the cracked petroleum products. The product
recovered and resolved and then cooled, coked catalyst is transported to a separate
regenerator. In the regenerator the coked catalyst is combined with oxygen containing
gas example air, where by coke is burned off the catalyst and the catalyst is then
returned to the mixture with further heavy oil feed, thus completing the cycle.
2.2 PROPYLENE RECOVERY
The LPG from the FCCU contains ethane, ethylene, propane, propylene, butane etc.
Distillation is performed in order to extract propylene from the mixture. But complete
isolation cannot be done in a single stage, because propane and propylene have a very
low relative volatility. Hence two distillation columns are used for the production of
chemical grade propylene.
In the first column propane and propylene are separated from the rest of the mixture.
About 30 wt% propylene enters the column and is concentrated to 80 wt%. Propylene
propane mixture collected from the top of the column is fed to the second column. A
pressure of 17 kg/cm2 is maintained.
In the second column, that is the propane – propylene splitter is used to concentrate
propylene to 96 %. This column contains large number of trays and a large reflux ratio
to increase the purity of the top product. The column operates under a pressure of 19
kg/cm2.
Dept. Of Chemical Engg. 5 GEC Kozhikode
Project 2013-14
CHAPTER 3
PROCESS FLOW DESCRIPTION
Propylene recovery units designed to produce 95% purity chemical grade propylene from
cracked LPG. This is achieved in two stages. First, by propane–butane splitter and then by a
propane–propylene splitter.
3.1 Feed Surge Drum
Cracked LPG from Fluid Catalyzed Cracking Unit (FCCU) after amine and caustic
treatment is available at the FCCU at a pressure of 11.8 kg/cm 2 and temperature of
42⁰C.Part of this LPG is fed to the feed surge drum under flow control. A shutdown
valve is provided before the flow controller and will cut down the flow to surge drum
when surge drum high level switch activates. The surge drum at 11kg/cm 2 using
control valves working in split range, on vapour to fuel gas line and the vapour line
from C3-C4 splitter reflux drum. When the pressure in the surge drum increases, the
control valve on the fuel gas line opens to release vapors to the fuel gas circuit thereby
lowering the pressure and maintaining the set pressure. However when pressure in the
surge drum decreases the control valve on the vapour line from C3-C4 splitter reflux
drum opens to maintain the set pressure.
Feed LPG from the surge drum is pumped through the feed pumps to C 3-C4 splitter
column under flow control. Flow controller is provided on the column feed line. Flow
controller is cascaded with level controller of the feed surge drum. A low level switch
is also provided which will stop feed pumps when activates. Feed to the column gets
preheated in the feed/bottom exchanger by exchanging heat with the column bottoms
3.2 C3-C4 Splitter Section
The C3-C4 splitter has fifty six (56) single pass high capacity trays. It is an existing
column. Existing conventional valve trays are replaced with high capacity valve trays.
Tray numbering is from bottom to top. Feed to column can be routed to 22nd , 24th,or
26th depending on feed quality.
Dept. Of Chemical Engg. 6 GEC Kozhikode
Project 2013-14
Column top pressure is maintained at 17 kg/cm2 using control valves, working in split
range, one on line to C3-C4 splitter reflux drum and another on vapors to fuel gas line.
When the pressure in the column increases the control valve on the line from
condenser to reflux drum opens thereby lowering the level in overhead condenser
which will give more condensing area and hence pressure is decreased. If the pressure
is further increasing, control valve on fuel gas line opens to release vapors to fuel gas
circuit thereby lowering the pressure. A vapors balancing line from reflux drum to
overhead condenser inlet will route uncondensed vapors again to the condenser.
Column bottom temperature is controlled by controlling flow of LP steam entering
into the column reboiler, column bottom temperature can be cascaded to steam flow.
Condensate level in the reboiler is controlled by maintaining level in condensate top
.Condensate from reboiler is routed to existing condensate drum and is discharged to
condensate system under control level
The column bottoms at 106 degree Celsius after exchanging feed in the feed/bottom
exchanger is finally cooled in C4 cooler and sent to LPG storage. A provision is made
so that part of bottom product can be routed to the existing LEFPU1 under flow
control to produce feed stock for PIB(Poly isobutene) .Balance product is directly
routed to existing of site facility(butane storage) under column level control existing.
Column temperature maintained at 450C and vapour from column top are condensated
in C3-C4 splitter condenser by cooling water and routed to the C3-C4 reflux from
.Reflux is pumped back to the column under flow control and overhead product
pumped to C3-C3* double bond splitter column under reflux drum level control.
Column set of pumps are used for reflux as well as product transfer..
Flow controller on the reflux is also cascaded with column 46 th tray temperature. Level
controller of C3-C4 reflux drum is cascaded with flow control on overhead product to
C3-C3* splitter column. A provision head been given to route over head propylene rich
LPG to LEHE header using old control valve.
A reflux ratio of around 3 - 3.6 maintained in the column to achieve product purity of
78.7% propylene. Reflux drum has a boot for separating water from carbon.
Continuous water purging from boot is not necessary but accumulated water if any,
will be drained off to OWS (overhead water storage)
Dept. Of Chemical Engg. 7 GEC Kozhikode
Project 2013-14
3.3 C3-C3’’ SPLITTER
C3-C3” splitter has 98 2-pass valve tray (PIBU) area. Column is developed with
convectional valve trays. Turn down of this column is will be around 40% of capacity
Tray numbering is from bottom to top
Overhead product of C3-C4 column is pumped into C3-C3* splitter. Under flow
controller is cascaded with level controller of C3-C3* splitter reflux drum. Feed to
column routed to 32nd tray. A few feed nozzles 48th and 64th tray are also provided
(quality). C3-C3* column bottom temperature is controlled by controlling the LP steam
entering to column reboiler. Condensate level in the reboiler is controlling by maintain
level in the condensate pot. Thus condensate collection drum and the flushed vapor
are condensed by means of LP condensate flash condenser .The condensate from
condensate collection drum is routed to the deaerator by means of condensate transfer
pumps under level control. The column bottom at 58 degree Celsius are cooled in C 3-
C3* bottom cooler and routed to LPG pool as lean LPG along with the lean LPG from
C3-C3* column under level control.
Column top temperature is maintained at 47.7 degree Celsius and vapour from column
top are condensed in C3-C3* splitter condenser by cooling water and routed to C3-C3*
splitter reflux drum. Column top pressure maintained at 19kg/cm2 using control valves
working in split range, one online to C3-C3* splitter reflux drum and another on top to
fuel gas line. When the pressuring column increase the control valve in the line from
condenser to the reflux drum opens there by lowering level in overhead condenser
which will give more condensing area and hence pressure decreases if pressure is
further increase after wild opening then control valve on fuel gas line opens to release
vapors to fuel gas circuit there by lowering the pressure. A vapor balancing line from
reflux drum to overhead condenser inlet will root uncondensed vapor again to
condenser.
Reflux is pumped back to the column through propylene reflux drum under flow
control. Controller indicates total flow act as minimum flow controller. A reflux ratio
of 14-15 is maintained in the column to achieve 95% propylene as overhead product.
Product is cooled at 40 degree Celsius in product cooler and routed to chemical
treatment. Product purity is maintained by an online propylene analyser.
Dept. Of Chemical Engg. 8 GEC Kozhikode
Project 2013-14
3.4 PROPYLENE STORAGE
Treated propylene is routed to mounted bullet storage in and this flow is controlled by
flow controller there are two identical mounted bullets. Mounded bullets provide
intrinsically passive and safe environment and eradicates the possibility of boiling
liquid expanding vapor explosion (BLEEVE) though handling LPG possesses various
challenges, due to its inherent dangerous properties, modern state of art safety features
is taken into consideration while designing the facilities using various international
codes. Mounded vessels can be used for storage of various gases such as LPG
Mounded vessels, Propylene mounded bullets. The capacity of these tanks range from
50m3 to 5000m3.
3.5 CENTRALISED QUALITY CONTROL LAB
For any product to be sold in a market, it should satisfy some specifications. Kochi
refinery manufactures a number of products. It is therefore essential to have
independent unit for monitoring the product quality via a number of tests.
In case of propylene and LPG, gas chromatography is the major qualitative test
performed. In case of propylene no other test is used as gas chromatography shows the
composition of the mixture tested. For other products such as gasoline, kerosene,
diesel etc tests such as flash and fire point, viscosity, freezing point, octane or cetane
number, pour point etc are performed.
3.6 UTILITIES
The utility plant under consists of Demineralised Water Treatment (DM Plant),effluent
treatment Plant(ETP), Flare Stack, plant air and instrument air.
3.6.1 Demineralised Water Plant
The process water goes to activated Carbon Filter for the removal of Chlorine and
then to Strong Acid Cation (SAC), Strong Basic Anion (SBA) and Mixed Bed (MB)
Units of the Cation (Calcium, Magnesium, Sodium, etc) and anions (Sulphates,
Chlorides, Silica, etc). Demineralised water from MB outlet is used in boiler etc.
Dept. Of Chemical Engg. 9 GEC Kozhikode
Project 2013-14
3.6.2 Effluent Treatment Plant
The effluents from PRU, Tank Farm, other plants and boiler are stored in Raw
Effluent and Equalisation Tank (REET), Mixing Tank and treated in the plant using
Primary, Secondary treatment and activated sludge process so that the ETP effluent
meets Kerala State Pollution Control Board (KSPCB) norms. Then only the effluent is
stored in fire ponds.
3.6.3 Flare Stack
From the vents of vessels, columns, pressure safety valve outlets, etc, hydrocarbon
vapors/ liquid enters knock out pot at flare stack bottom. Hydrocarbon liquid collected
at knock out bottom is drained to flare pit. Flare pit material is pumped either to heavy
aromatic tank or Drag benzene tank depending upon its analysis. Hydrocarbon vapors
from knock out pot goes upto Flare stack top which is 70 m high from ground level.
Three pilot burners are continuously burning using LPG at Flare stack top.
Hydrocarbon vapors from knock out pot is burnt using the above mentioned pilot
flame.
3.7 PROCESS CONTROL AND INSTRUMENTATION
The entire plant is controlled automatically through electronic process control system
from a central control centre. Since the plant involves handling hazardous chemicals,
many safety trip system and online analyzers are employed for preventing hazardous
operations or run away conditions in the process.
3.8 SAFETY
Kochi Refinery is conscious regarding the need for safety. Safety wears are not only
issued to the workers, also the personnel entering the plant area. A well documented
work and safety permit system to undertake maintenance job in the plants have been
introduced.
The major hazard that is likely to be encountered is fire. The company has a fire and
safety department. Fire ponds are also maintained. Each individual in the refinery is
given training on fire fighting. Mock drills are conducted regularly.
Dept. Of Chemical Engg. 10 GEC Kozhikode
Project 2013-14
The use of safety shoes, helmet, ear plug as well as gloves are compulsory for those
who are entering the plant. Personnels are equipped with devices such as toxic gas
detectors in the concerned area. For example, the operators in Sulphur Recovery Unit
are provided with H2S detectors since they are capable of causing fatality.
Dept. Of Chemical Engg. 11 GEC Kozhikode
Project 2013-14
CHAPTER 4
PROCESS FLOW DIAGRAM
Dept. Of Chemical Engg. 12 GEC Kozhikode
Project 2013-14
CHAPTER 5
MATERIAL BALANCE FOR THE DESIGN OF PROPYLENE COLUMN
Feed composition - 80% Propylene
20% Propane
Distillate composition - 95 % Propylene
5 % Propane
Residue composition - 20% Propylene
80% Propane
Molecular weight of Propane = 44
Molecular weight of Propylene = 42
Mole fraction of propylene in feed,
80
42
Xf =
( 8042 )+( 2044 )
= .807
Mole fraction of propylene in distillate,
95
42
XD =
( 9542 )+( 445 )
= .952
Mole fraction of propylene in residue,
Dept. Of Chemical Engg. 13 GEC Kozhikode
Project 2013-14
20
42
Xw =
( 2042 )+( 8044 )
= 0.207
Average molecular weight of feed = (0.807×42+ 0.193×44)
= 42.4 kg/kmol
Feed rate = 8000 kg/hr
= 188.679 kmol/ hr
F - Molar rate of feed, kmol/hr
D - Molar rate of distillate, kmol/hr
W - Molar rate of residue, kmol/hr
Overall balance
F = D+W
F = 188.679 kmol/hr
Component balance
F × Xf = D × XD + W× Xw
D = 152.019 kmol/hr
W = F–D
= 36.697 kmol/hr
Dept. Of Chemical Engg. 14 GEC Kozhikode
Project 2013-14
Average molecular weight of distillate = (0.952×42+0.048×44)
= 42.1 kg/kmol
Average molecular weight of residue = (0.207×42+0.793×44)
= 43.6 kg/kmol
Mass flow rate of feed = 8000 kg/hr
Mass flow rate of distillate = 152.019 × 42.1
= 6400 kg/hr
Mass flow rate of residue = 36.697× 43.6
= 1600 kg/hr
Dept. Of Chemical Engg. 15 GEC Kozhikode
Project 2013-14
CHAPTER 6
DESIGN OF PROPYLENE- PROPANE SPLITTER
6.1 INTRODUCTION
Propylene – propane splitter contains 98 valve trays. The top pressure of column is
maintained around 19 kg/cm2 through the pressure controller by controlling the flow of
low pressure steam entering into the column reboiler. Condensate level in the reboiler is
controlling by maintain level in the condensate pot. Over pressure in the column drum is
released into the fuel gas header by a pressure control valve. Column bottom temperature
is to be maintained at 580C. A reflux ratio of 14 -15 is maintained in the column to
achieve 95% of propylene overhead product. Column top temperature is maintained at
470C. Product is cooled at 40 degree Celsius in product cooler and routed to chemical
treatment. Product purity is maintained by a online propylene analyzer.
6.2 NUMBER OF TRAYS USING McCABE-THIELE METHOD
T-x-y data of propane - propylene mixture
Temp
46.5 47 48 49 50 51 52 53 54 54.95
(0C)
X 1 0939 0.812 0.688 0.566 0.447 0.330 0.215 0.103 0
0.369 0.246 0
Y 1 0.949 0.838 0.724 0.608 0.490 0.120
Table 6.1: T-x-y data of propane – propylene mixture
Dept. Of Chemical Engg. 16 GEC Kozhikode
Project 2013-14
Figure 7.1: T-x-y Diagram for Propane – Propylene
Feed temperature = 48 0C
Feed is saturated liquid
q = 1
Slope of q line = ∞
y- intercept of enriching line = xd/(R+1)
= 0.95/(5.28+1)
= 0.15
Dept. Of Chemical Engg. 17 GEC Kozhikode
Project 2013-14
Figure 7.2: McCabe- Thiele method for theoretical trays
Dept. Of Chemical Engg. 18 GEC Kozhikode
Project 2013-14
To find the number of theoretical trays, x-y diagram is plotted and q line is drawn with a
slope of infinite from (xf,yf). Enriching line is drawn by joining (xd,yd) and the y-intercept.
Stripping line is drawn through the intersection of q line and enriching line. Now total
number of theoretical trays is found out by constructing triangles.
Number of triangles = 57
We are using a total condenser
Total number of theoretical trays = 57-1
= 56
Feed tray location = 31st from bottom
6.3 COLUMN DIAMETER CALCULATIONS
Flow rates in the enriching section,
L = RD
= 5.28 × 152.019
= 802.66 kmol/hr
G = (R+1) D
= 954.679 kmol/hr
Flow rates in the stripping section,
L’ = L+qF
= 802.66 + (1) × 188.679
= 991.339 kmol/hr
G’ = G-(1-q) F
Dept. Of Chemical Engg. 19 GEC Kozhikode
Project 2013-14
= 954.679 - (1- 1) × 188.679
= 954.679 kmol/hr
Top
L (kmol/hr) = 802.66
G (kmol/hr) = 954.679
Average molecular wt (kg/kmol)
L = 0.952 × 42 + 0.048 × 44 = 42.1
G = 0.952 × 42 + 0.048 × 44 = 42.1
L (kg/hr) = 33792 kg/hr
G (kg/hr) = 40192 kg/hr
Bottom
L’ (kmol/hr) = 991.339
G’ (kmol/hr) = 954.679
Average molecular wt (kg/kmol)
L = 0.207 × 42 + 0.793 × 44 = 43.6
G = 0.207 × 42+ 0.793 × 44 = 43.6
L’ (kg/hr) = 43222.41 kg/hr
G’ (kg/hr) = 41624.02 kg/hr
To calculate gas density assuming ideal gas mixture
PM
G = RT
P = pressure
M = molecular wt.
R = gas constant
T = temperature
Dept. Of Chemical Engg. 20 GEC Kozhikode
Project 2013-14
For enriching section (Top)
Temperature = 321 0C
For stripping section (Bottom)
Temperature = 332 0C
Density of propylene = 542.3 kg/m3
Density of propane = 518.026 kg/m3
Top section
PM
ρG =
RT
= 1863263.5× 42.1/ (8.314 × 103× 321)
= 29.39 kg/m3
ρL = 542.3 × 0.95 + 518.026 × 0.05
= 541.13 kg/m3
Bottom section
ρG’ = 1863263.5 ×43.6/ (8.314×103×332)
= 30.36 kg/m3
ρL’ = 542.3 × 0.2 + 518.026 × 0..8
= 523.05 kg/m3
Consider the section having highest gas flow rate.
Here it is top section.
Dept. Of Chemical Engg. 21 GEC Kozhikode
Project 2013-14
L = 43222.405 kg/hr
G = 41624.019 kg/hr
Assume tray spacing (ts) = 450 mm
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-37, Eqn.14-89
0.5
L ρG
Flow parameter, FLG = ( )
G ρL
43222.405 30.36 0.5
= ( )
41624.019 523.05
= 0.25
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-38, fig. 14-31
Figure 7.3: Fair’s entrainment flooding correlation for columns with cross flow trays
Csbf = 0.06
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-37,
Eqn. 14-91
Dept. Of Chemical Engg. 22 GEC Kozhikode
Project 2013-14
0.5
σ 0.2 ρ L− ρG
Unf = Csbf × ( ) ( )
20 ρG
σ = 4 dynes/cm
4 0.2 523.05−30.36 0.5
Unf = 0.06 × ( ) ( )
20 30.36
Unf = 0.175 m/s
Now assume 60% of the flood limit.
Actual superficial velocity, Un = 0.6× Unf
= 0.6× 0.175
= 0.105 m/s
Net area, An = G/ (ρG× Un)
= 41624.019/ (30.36× 3600× 0.105)
= 3.627 m2
Net area depends upon weir length (LW)
Let D be the column diameter.
Assume
LW = 0.7D
Area = 0.5 × angle in radian × radius2
ɵ = Sin-1 (LW/D)
π D
Area of sector = ɵ× ( ) × ( )2
180 2
Area of triangle = 0.5 × 0.5 × LW× (D2- LW2)0.5
Down comer area,
Dept. Of Chemical Engg. 23 GEC Kozhikode
Project 2013-14
Lw π D
Ad = (Sin -1( )( ) ( )2) - ( 0.5×0.5× LW× (D2- LW2)0.5)
D 180 2
= 0.069D2
Total cross sectional area,
AC = (πD2)/4
Net area, An = Ac-Ad
= ((π/4)-0.069) D2
= 0.716D2
Net area = 3.627 m2
0.717 D2 = 3.627 m2
D = 2.249 m
Ac = (π/4) × 2.2492
= 3.97 m2
Ad = 0.069× 2.2492
= 0.349 m2
Bubbling area, Ab = AC-2Ad
= 3.97-2×.349
= 3.273 m2
Weir length (LW) = 0.7× 2.249
= 1.574 m
Assume weir height, (hw) = 50 mm
Dept. Of Chemical Engg. 24 GEC Kozhikode
Project 2013-14
Here valve trays are used, assume a segmented downcomer rather than circular down
comer.
Assume 15% of active area is the flow area of valve
Flow area, Ap = 0.15Ab
= .49 m2
Assume
Valve diameter, dh = 38.1 mm
Area of one hole = (π/4) dh2
= (π/4) × (38.1× 10-3)2
= 0.00114m2
Number of holes, Np = Ap/Area of one hole
= 0.49/0.00114
= 430
Assume pitch, Pt = 2.5dh
= 2.5× 38.1× 10-3
= 0.09525 m
Assume
Tray thickness = 2.64 mm
0.5 holes occupies one triangle area
Assume equilateral triangular pitch
Triangular area occupied by all holes = (30.5/4) × Pt2× 2× Np
= (30.5/4) × 0.095252× 2× 430
Dept. Of Chemical Engg. 25 GEC Kozhikode
Project 2013-14
= 2.45 m2
Bubbling area Area occupied by holes
6.4 PRESSURE DROP CALCULATION
Pressure drop is calculated at high gas flow rates
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-42
Eqn.14-100
ht = hd + hL’
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-43 Eqn.14-101
hd = K× (ρG/ρL) uh2
K = 58 + 386Af
= 58 + 386×0.15
= 115.9
Ko = 254.5(2.64/tt)
= 254
Kc = 1683
Superficial gas velocity through the holes,
Uh,closed = 1.14(tv(Rvw/Kc)( ρM/ ρc)).5
= 1.14(2(1.23/1683)(8000/ 30.36)).5m/s
= 0.7075 m/s
Uh,open = Uh,closed(Kc/Ko)
= 0.7075(1683/254.5)
Dept. Of Chemical Engg. 26 GEC Kozhikode
Project 2013-14
= 1.819 m/s
hd = 115.9× (30.36/523.05)× 1.8192
= 22.268 mm
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-44
Eqn.14-106
Pressure drop through aerated liquid,
hL’ = βhds
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-44
Fig. 14 - 37
β = 0.76
Ub = 41624.02/(3600×523.05×0.49)
= 0.045 m/s
= 0.148 m/s
Fb = Ub(ρG).5
= 0.148(1.89).5
Liquid flow rate, Q = 43222.4/ (523.05× 3600)
= 0.022 m3/s
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-44
Eqn 14-108
hds = hw+ how+0.5hhg
Dept. Of Chemical Engg. 27 GEC Kozhikode
Project 2013-14
For valve tray, hhg is negligible
Assume segmented down comer
From Perry’s Chemical Engineers’ Handbook 8th edition, pg. 14-44 Eqn 14-109
how = 664(Q/LW)0.66
= 664× (0.022/1.57)0.66
= 39.82 mm
hds = hw+how
= 50 + 39.82
= 89.82 mm
hL’ = βhds
= 0.75 × 89.82
= 68.259 mm
ht = hd + hL’
= 22.268 + 68.259
= 90.5 mm
6.5 CHECK FOR WEEPING
Weeping from Valve Trays An analysis of weeping from valve trays [Bolles, Chem. Eng.
Progs. 72(9), 43 (1976)] showed that in a well-designed valve tray, the weep point is
below the gas load at which the valves open; and throughout the valve opening process,
the operating point remains above the weep point.
Dept. Of Chemical Engg. 28 GEC Kozhikode
Project 2013-14
6.6 DOWNCOMER BACKUP
Consider the highest gas flow section
hw = 50 mm
how = 39.82 mm
hhg = 0
ht = 90.5 mm
hda = 165.2× (Q/Ada)2
Clearance = hw-seal
= 50-13
= 37 mm
Ada = Lw× clearance
= 1.57 × 37× 10-3
= 0.058
From Perry’s Chemical Engineers Handbook 8th edition from page no 14-44 Eqn. 14-112
hda = 165.2 (0.0229/0.0582)2
= 25.65 mm liquid
From Perry’s Chemical Engineers Handbook 8th edition from page no 14-39 Eqn. 14-92
hdc = hw+ht+how+hhg+hda
= 50+90.5+39.82+0+25.65
= 205.97 mm liquid
Dept. Of Chemical Engg. 29 GEC Kozhikode
Project 2013-14
6.7 ACTUAL BACK UP
From Perry’s Chemical Engineers Handbook 8th edition from page no 14-39 Table: 14-6
φdc = 0.6 (Fair et al.’s criterion)
From Perry’s Chemical Engineers Handbook 8th edition from page no 14-39 Eqn. 14-93
h’dc = hdc/φdc
= 205.97/0.6
= 343.28 mm
If h’dc = tray spacing , flooding occurs
Tray spacing = 450 mm
Since h’dc < tray spacing, downcomer back up flooding does not occur
6.8 ABSOLUTE ENTRAINMENT
It occurs at high gas flow rate
Flooding = 60%
From Perry’s Chemical Engineers Handbook 8th edition from page no 14-43; Fig: 14-34
Dept. Of Chemical Engg. 30 GEC Kozhikode
Project 2013-14
Figure 7.4 : Entrainment correlation
L/G(ρG/ρL)0.5 = (43222.4/41624)× (30.36/523.05)0.5
= 0.25
Ψ = 0.0045 moles/moles gross downflow
Ψ = e/(L+e)
L = 82.635 kmol/hr
0.0045 = e/ (82.635+e)
e = 0.3735 kmol/hr
Dept. Of Chemical Engg. 31 GEC Kozhikode
Project 2013-14
6.9 EFFICIENCY
Efficiency can be taken as 70 % for valve trays which handle low volatile components.
(From Perry’s Chemical Engineers Handbook 8th edition from page no 14-51 Table 14-12
6.10 COLUMN MECHANICAL DESIGN
Given Data
: 25 kg/cm2
Design pressure
Inside diameter of column : 2.249 m
Design temperature : 800C
Height of the column : 40 m
Weight of column : 1×105 kg
Top tray spacing : 1m
Bottom spacing : 2.5m
Corrosion allowance : 3mm
Tray spacing : 450mm
Tray thickness : 3mm
Weight of tray : 84.869 kg/tray
Weir height : 50mm
Insulation : 50mm Asbestos
Accessories : 37.2 kg/m (One caged ladder)
Material of construction : 11-13% Cr 9% Ni
Density of material : 7800 kg/m3
Density of insulation : 770 kg/m3
Wind Speed : 140 km/hr
Calculations
1. Thickness of shell
For cylindrical shell thickness is given by
Dept. Of Chemical Engg. 32 GEC Kozhikode
Project 2013-14
p Di
t =
200 f j−P
IS 2825: 1969 equation 3.1
where, f is maximum allowable stress value of material
j is the weld joint efficiency factor
f = 14 kgf/mm2 (11-13% Cr 9% Ni)
IS 2825: 1969 Table A 1.2
j = 0 .7 ( No radiography)
IS 2825: 1969 Table 1.1
25 ×2249
t =
200× 14 ×.7−25
= 29.058mm
t’ = t+C
t’ = 29.058 + 3
= 32.058mm
ts = 36mm
IS 1730: 1989 Table 1
Stress Calculation
1. Stress due to axial pressure
p Di
fap =
4 ( t s −C )
25× 2249
fap =
4 ×33
= 425.9661 kgf/mm2
2. Stress due to dead weight
a) Due to weight of vessel
Dept. Of Chemical Engg. 33 GEC Kozhikode
Project 2013-14
weig h t of vessel upto X
fds =
sectional areaof s h ell
= ρmat × X
fds = 0.0078 X kgf/mm2
b) Due to insulation
t ins × Dins × ρins × X
fdi =
t × Dm
Dins = Do + 2tins (Diameter of insulation)
= (Di +2t) + 2tins
= (2249+2×36) + 2×50
= 2421.101 mm
Do + Di
Dm = (Mean diameter)
2
2249+2321
= = 2285mm
2
50× 2421.101× 770× X
fdi = ×10-6
33× 2285
= .00123 X kgf/mm2
c) Due to tray liquid
weig h t of liquid upto X
fdl =
π × D m ×t
Weight of liquid = number of trays × Cross Sectional area of
tray × weir height × Density of liquid
Cross Sectional Area = 3.626m2
Density = 369.715 kg/m3 (avg density at 800C)
πDm t = 258.3901
X−1
fdl = ( +1)×3.626×.05×369.715×10-6
0.45
= 0.0005766 X - 0.0007047
Dept. Of Chemical Engg. 34 GEC Kozhikode
Project 2013-14
d) Due to attachments
( Wt . of attac h ment upto X )
fatt =
π Dm × t
Head elliptical with ratio 2:1
π 2
Weight of head = 4 Di × th × den ×1.3
= 1449.9943 kg
Weight of ladder up to X = 37.2× X kg
X−1
Weight of tray up to X = 84.869×( +1) kg
.45
fatt = .000874 X -.00521
Stress due to dead weight
fd = fds +fdl+ fdins+ fda
fd = .01048 X + .004496
3. Stress due to wind load
M wx
fw =
Z
where Mw is the bending moment due to wind
Mwx = Plw×H1/2 +Puw × (H1 +H2/2)
Plw = K1 K2 P Dins H1
Puw = K1 K2 P Dins H2
where p1 is wind pressure on lower column
k1 is coefficient depend onshape factor,
k2 is coefficient depend on the period of one
cycle of of vibration of vessel
Do is diameter of column
Wind velocity (Vw) = 140 km/hr
Wind pressure (P) = .05 Vw2
P = 99.898 kgf/m2
K1 = 0.7 for cylindrical vessels
K2 = 1 if T<0.5
Dept. Of Chemical Engg. 35 GEC Kozhikode
Project 2013-14
= 2 if T>0.5
2× π W × H 3 (1/2)
T = 3.53
×(
E× I × g
)
W = 1×105 kg
π
I = D 3 t (Moment of inertia)
8 m
I = 0.168
E = 20700 kgf/mm2
(Young modulus at design temperature)
T = 0.0246
K2 = 1
H1 = 20 m
H2 = (X- 20) m
Plw = 3386.086 kg
Puw = (169.3043X -3386.086) kg
H1 H
Mwx = Plw× + Puw × (H1 + 2 )
2 2
Mwx = 84.652 X2 kgm
π
Z = D 2t (where Z is section modulus of area )
4 m
Z = 0.1147 m3
M wx
fw =
Z
fw = 737.450* 10-6 X2 kgf/mm2
4. Stress due to Seismic load
M sx
fsx =
Z
where Mw is the bending moment due to seismic load
C s ×W × ( 3 H −X ) × X 2
Msx =
3 × X2
Seismic coefficient (Cs) = 0.8
fsx = 0.017 X2 – 0.00014 X3
Dept. Of Chemical Engg. 36 GEC Kozhikode
Project 2013-14
At base X = 40.4
Then,
fw = 1.2092 kgf/mm2
fsx = 18.515 kgf/mm2
fsx > fw
So,
fap = 425.9661 kgf/mm2
fdx = 0.01048 X + 0.004496 kgf/mm2
fsx = 0.017 X2 – 0.00014 X3
ft max = ( fsx or fw ) + fap –fdx
Upwind side
ft max = 1.3 f
18.2 = 0.017 X2 -.00014 X3 + 425.9661 –
(0.01048X + 0.004496)
0 = 0.00014 X3 -0.017 X2 + 0.01048 X –
407.7616
Solving we get
X1 = 196.48m or X1 = -37.2m
Downwind side
fc max = (fsx or fw) +fdx - fap
t
fc max = 0.125×E ( D )
o
fc max = 40.39
40.39 = 0.017 X2 – 0.00014 X3 + 0.01048 X + 0.004496
0 = 0.00014 X3 – 0.017 X2 -0.01048 X + 466.3516
Solving we get
X1 = -118.08m X1 = 119.75 m
Dept. Of Chemical Engg. 37 GEC Kozhikode
Project 2013-14
Lowest among two are 119.75 m
So, up to 119.75 m 36 mm thickness can be used
6.11 SKIRT SUPPORT
Given data:
Diameter of vessel 2421 mm
Height of vessel 40000 mm
Weight of vessel + attachments (W) 1 x 105 kg
Diameter of straight type skirt (Dosk) 2421 mm
Height of skirt 2m
Wind pressure 99.898 kgf/m2
Seismic coefficient 0.8
Design temperature 80 oC
Allowable stress on bolt material 7.95 kgf/mm2 (IS 2825-1969 Table- A3)
Permissible compressive stress One-third of yield stress of material
Yield stress of material 24 kgf/mm2
Allowable stress on concrete 0.35 kg/mm2
Permissible stress in bending for carbon steel 15.75 kgf/mm2
1. Stress due to dead weight (fdx)
W
fdx =
(3.14 x Dosk x t sk )
105
= ,
(3.14 x 2421 x t sk )
where tsk thickness of skirt
13.15
= kg/ mm2
t sk
2. Stress due to wind load (fw)
Mw
fw = ( where Mw is the bending moment due
Z
to wind )
Dept. Of Chemical Engg. 38 GEC Kozhikode
Project 2013-14
3.14 x D 2osk x t sk
Z = ( where Z is section
4
modulus of area )
3.14 x 24212 x t sk
=
4
= 4601074.18 x tsk mm3
h1 h2
Mw = Plw + Puw (h1 + )( since H > 20mm )
2 2
where Plw is wind pressure on lower part of vessl
Puw is wind pressure on upper part of vessl
Plw = k1. k2. p1. h1.Do
where p1 is wind pressure on lower column
k1 is coefficient depend onshape factor = 0.7,
k2 is coefficient depend on the period of one
cycle of of vibration of vessel = 1
Do is diameter of column
= 0.7 x 1 x 99.898 x 10−6 x 20 x103 x 2421
= 3385.87 kg
Puw = k1.k2.p2.h2.Do
where p1 is wind pressure on upper column
= 0.7 x 1 x 99.898 x 10−6 x 24 x 103 x 2421
= 4063.13 kg
20000 24000
Mw = 3385.87 + 4063.13(20000+ )
2 2
= 163878.86 x103 ( kgf mm)
Dept. Of Chemical Engg. 39 GEC Kozhikode
Project 2013-14
Mw
fw = 3.14 x D2osk x t sk
4
3.559
= kgf/mm2
t sk
3. Stress due to sesmic load ( fs )
Ms
fs = Ms is bending moment due to seismic
Z
2
Ms = Cs W H
3
where Cs is seismic coefficient
H is height
2
= x 0.8 x 1 x 105 x 44 x103
3
= 2346666667 kgfmm
Z = 4601074.18 x tsk mm3
510.02
fs = kgf/ mm2
t sk
fs > fw
Upwind side
ftensile = fs - f d
510.02 3.559
= –
t sk t sk
496.87
= kgf/mm2
t sk
ftensile = fxJ from page no 13,IS2825-1969
f = 14 from page no115 , IS2825-1969
Dept. Of Chemical Engg. 40 GEC Kozhikode
Project 2013-14
J = 0.7 ( no radiography)
ftensile = 14 x 0.7
= 9.8 kgf/mm2
496.87
t sk = 9.8
tsk = 50.7 mm
fcompressive = fs + f d = (1/3rd) of yield stress
510.02 3.559
fs + f d = +
t sk t sk
496.87
= kgf/mm2
t sk
(1/3rd) of yield stress = 8 kgf/mm2
tsk = 62.49 mm
Higher value is taken and therefore,
tsk = 62.49 mm
Since,
tsk > 30mm no need to add corrosion allowance
Taking standard thickness,
tsk’ = 63 mm ( from page 2 ,table1.1, IS 1730-1989)
Compressive stress b/w bearing plate & concrete( fc)
[fc should be less than allowable stress on concrete]
W M
fc = + w
A Z
Dept. Of Chemical Engg. 41 GEC Kozhikode
Project 2013-14
3.14
A = [Dobp2-Dosk2]
4
where Dobp is outer diameter of bearing plate = (Dosk+325) mm
3.14
= [(2421 + 325)2-(2421)2]
4
= 1318230.9 mm2
4 4
3.14 Dobp −D osk
Zskirt = ( )
32 Dobp
3.14 27464 −24214
= ( )
32 2746
= 803173007 mm3
100000 163878.86
fc = +
1318230.9 803173007
= 0.076 kgf/mm2
fc < 0.35 kgf / mm2
So that design is permissible
The thickness of bearing plate is determined by considering it as a uniformly loaded
candiliver with fc as the uniform load. The maximum bending moment occurs at the
junction of the skirt and bearing plate
f c b l2
Mmax =
2
325
where l is difference between outer radius of bearing plate and outer radius of skirt =
2
b is Circumferential length = 3.14 × DObp
Stress for maximum bending moment f = 15.75 (given)
Dept. Of Chemical Engg. 42 GEC Kozhikode
Project 2013-14
M max
F =
b t 2B
where tB is bearing plate thickness ,b is circum ferential length
3 f c l2
f =
t 2B
3× 162.52 × 0.076
15.25 =
t 2B
tB = 19.56 mm
Anchor bolt design
Minimum stress between bearing plate and the concrete foundation will be
W min M
(fc ) min = + w
A Z
Wmin = weight of empty vessel = 95% of total
= 95000 kg
95000 163878.86
(fc ) min = +
1318230.9 803173007
= 0718 kgf / mm2
Since (fc ) min is +ve. It is necessary to find coefficient of stability Y
W min × R
Y =
Mw
where R is arm of force of weight of vessel = 0.42 x Do = 0.42 × 2421 = 1016.82
95000 ×1016.82
Y =
163878.86
= 589.44
Dept. Of Chemical Engg. 43 GEC Kozhikode
Project 2013-14
Since (fc)min > 0 & Y > 1.5 , vessel is need not be anchored in this case the bolts are used
only for fixing the vessel to the foundation
Dsk
No of bolts n =
600
Where Dsk = skirt diameter (outer) & n should be a multiple of of 4
2421
n =
600
n = 4 (it should be a multiple of 4)
In general diameter should be at least (db) 24mm
3.14 ×24 2
Area of bolts Ab =
4
= 452.16 mm2
Approximate value of load on each bolt Pbolt ( load on one bolt)
f c min A b
Pbolt =
n
0.0718× 1318230.9
=
4
= 23682.76 kgf
P bolt
Stess on one bolt,fbolt =
Ab
23682.76
=
452.16
= 52.37 kgf / mm2
Since f > allowable stress on bolt material (6.5 kgf / mm2 ,given ) increase no of bolts
Again, assume n = 32
0.0718× 1318230.9
Pbolt =
32
Dept. Of Chemical Engg. 44 GEC Kozhikode
Project 2013-14
= 2960.345 kg
2960.345
fbolt =
452.16
= 6.5 kgf / mm2
Here, fbolt is less than allowable stess on bolt material
Number of bolts is n = 32
6.12 DESIGN SUMMARY
Dept. Of Chemical Engg. 45 GEC Kozhikode
Project 2013-14
Column diameter 2.249 m
Weir length 1.574 m
Weir height 50 mm
Valve diameter 38.1 mm
Pitch 0.09525 m
Tray spacing 450 mm
Tray thickness 3 mm
Theoretical stages 56
Actual stages 80
Percentage flooding 60
Absolute entrainment .3735 kmol/hr
Pressure drop 90.5 mm
Efficiency 70%
Shell thickness 36 mm
Height of the column 40 m
Height of the skirt 2m
Skirt diameter 2421 mm
Skirt thickness 63 mm
Thickness of bearing plate 20 mm
Dept. Of Chemical Engg. 46 GEC Kozhikode
Project 2013-14
Number of bolts 32
Table 7.2 Design Summary
CHAPTER 8
REBOILER DESIGN
8.1 INTODUCTION
The function of a reboiler is to enhance the vapour traffic in the stripping section of the
distillation column. Here, the liquid from the stripping section of the propylene-propane
splitter is fed into a thermosyphon reboiler which constitutes propane at its bubble point.
Steam is used to vapourise the liquid propane and the vapours are fed back to the column.
The vapour flow rate to the column must be specified based on which the design
considerations are made.
In thermosyphon reboilers, performance is determined by the interrelated thermal and
hydraulic characteristics, of the reboiler and the interconnecting piping. Circulation is
established through the reboiler by the difference between the hydraulic head of the
liquid in the column and of the two phase mixture in the reboiler. Raising the liquid level
in the column, relative to the reboiler increases this difference in hydrostatic head and
thus increases the rate at which the fluid to be vaporized flows through the reboiler.
Hence the hydraulic characteristics as well as heat transfer must be taken into the
consideration while designing the reboiler.
8.2 ENERGY BALANCE
Inlet temperature of liquid = 58.5 ⁰C
= 331.5 K
Steam temperature = 139 ⁰C
= 412 K
Mass flow rate of feed, m = 41622.41 kg/h
Dept. Of Chemical Engg. 47 GEC Kozhikode
Project 2013-14
= 11.56 kg/s
Mass flow rate of steam, ms = 3352.5 kg/h
= 0.93 kg/s
Properties of Propane
Enthalpy of vapour, Hv = 25.73 kJ/mol
Enthalpy of liquid, HL = 16.046 kJ/mol
Latent heat (λ) = (Enthalpy of vapour, Hv) – (Enthalpy of liquid, HL)
= 25.73 kJ/mol - 16.046 kJ/mol
= 9.684 kJ/mol
= 220.0909 kJ/kg
Heat duty, Q = mλ
= (11.56)× 220.0909
= 2544 kW
Properties of Steam
Latent heat (λs) = 2732.5 kW
Heat duty, Q = ms λs
= (0.93)×( 2732.5)
= 2544 kW
8.3 PROCESS DESIGN
Temperature difference(ΔT) = 80.5 K
Assume , U = 131 Btu/⁰Fft2h
= 131 ×5.6783
= 743.85 J/Km2s
Q
Area, A =
U ∆T
Dept. Of Chemical Engg. 48 GEC Kozhikode
Project 2013-14
2544640
=
687.07 ×80.5
= 42.49 m2
Assuming tube size
Outer diameter, do = 1 inch
= 1 × 0.0254
= 0.0254 m
Inside diameter, di = 0.834 inch
= 0.834 × 0.0254
= 0.0211 m
Assume length, l = 8 ft
= 8 × 0.3048
= 2.43 m
Heat Transfer Area = Nt × π × Outer diameter × length
Heat Transfer Area
Number of tubes, Nt =
Outer diameter ×length
42.49
=
0.0254 ×2.43
= 218.5
= 219 tubes
Assume triangular pitch
Pitch, P = 0.0317 m
C = -21.3
(Perry’s handbook Eqn 11-74a, Pg no: 11-43)
Bundle diameter, Db = 0.497 m
(Perry’s handbook , Pg no: 11-43)
Assume clearance, c = 0.015 m
Shell diameter, Ds = Db + 2c
Dept. Of Chemical Engg. 49 GEC Kozhikode
Project 2013-14
= 0.497 + 2 × 0.015
= 0.527 m
L
Recirculation ratio, R =
V
where, L is the liquid leaving reboiler
V is the vapor leaving reboiler
Assume, R = 4
V = 41622.41 kg/h = 11.56 kg/s
L = VR
= 41622.41× 4
= 166489.6 kg/h = 46.24 kg/s
Liquid density, ρl = 523.05 kg/m3
Vapour density, ρv = 36.69 kg/m3
Specific volume of inlet, vi = 1/ ρl
= 1/523.05
= 0.001912 m3/kg
V L
Specific volume of outlet, vo = ( )( )
ρv
+
ρ1
V +L
= ( 11.56178
36.69 ) +(
46.24
523.05 )
11.5617 + 46.24
= 0.0069 m3/kg
V0
Average density, ρavg =
ln
( )
Vi
V o −V i
0.0069
=
ln ( 0.001912 )
0.0069−0.001912
= 255.49 kg/m3
Dept. Of Chemical Engg. 50 GEC Kozhikode
Project 2013-14
Average Pressure drop,ΔPavg = l( ρl- ρavg) g
= 3.6576×(523.05-255.49) ×9.81
= 6399.99 Pa
Tube side Pressure drop
Viscosity, µ = 66.78×10-6 Pas
π 2
Flow area,at = ×d N
4 i t
π
= ×0.0212× 219
4
= 0.07 m2
L+V
Mass velocity,G =
at
46.24+ 11.56
=
0.08
= 749.3 kg/m2s
di× G
Reynold’s number, NRe =
µ
0.021× 749.3
=
66.78 × 10−6
= 238095.25
Fanning friction factor, f = 0.25×(0.79×lnNRe-1.64)-2
= 0.25×(0.79×ln(238095.25)-1.64)-2
= 0.003
4 G2
Tube side pressure drop, ΔP = Np¿+ )
2 gc ρ
= 6304.15 Pa
Here Np denotes the number of tube passes = 1
Since there is no much difference between ΔPavg and ΔP the recirculation ratio is fixed.
Dept. Of Chemical Engg. 51 GEC Kozhikode
Project 2013-14
Tube side heat transfer coefficient
Specific heat,Cp = 0.146174 kJ/molK
= 3322.13 J/kgK
Thermal conductivity, k = 0.079
Prandtl number, NPr = Cp µ/k
= (3322.13×66.67×10-6)/ 0.079
= 2.79
Nusselt number, NNu = 0.0015NRe0.62 NPr0.33
(Perry’s handbook Eqn 5-95, Pg no: 5-15)
= 4.53
Nusselt number, NNu = (f/2)(NRe-1000)(NPr)/(1+12.7(f/2)1/2(Pr2/3-1)
(Perry’s handbook Eqn 5-48, Pg no: 5-9)
= 813.68
4.53+813.68
Average Nusselt number =
2
= 409.11
NNu = hdi/k
h = (NNu×k)/di
= (409.11×0.079)/ 0.021
= 1531.95 W/m2K
Shell side calculation
Since steam is the shell side fluid, the heat transfer coefficient for the shell side is taken
as 6000 W/m2K (from Chemical Process Design and Integration – Robin Smith, pg no.
344)
Shell side heat transfer coefficient,
Dept. Of Chemical Engg. 52 GEC Kozhikode
Project 2013-14
hs = 6000 W/m2K
Overall Heat Transfer Coefficient
xw = (do-di)/2
= (0.0254-0.021)/2
= 0.0021
Thermal conductivity ,kw = 16.29 W/mK
Mean diameter,dm = (do+di)/2
= 0.023 m
1 1 d0 xw do
= + + + Rd
U new hs hi d i kw dm
= 0.00117 m2k/W
Unew = 848.5 W/m2K
Q
Anew =
U new ΔT
2544.64 ×1000
=
848.5 ×80.5
\ = 37.25 m2
Here , Anew corresponds to the required area and A corresponds to the provided area.
From the above calculation, it is evident that the provided area is greater than required
area.
Shell side pressure drop calculation
Take pressure drop as 50 per cent of that calculated using the inlet flow and neglecting
viscosity correction
D s L G2 µ w 0.14
ΔPs = 0.5×8fs ( )
De B 2 ρ µ
From Coulson and Richardson, pg 675, equation - 12.26
Dept. Of Chemical Engg. 53 GEC Kozhikode
Project 2013-14
Equivalent diameter, De = 4rH
flow area
= 4×
wetted perimeter
2
√ 3 p2 − π d 0
t
4 8
= 4×
π d0
2
= 0.0184 m
L = 2.43 m
Viscosity, µs = 13.6 × 10-6
Density, ρs = 1.91 kg/m3
Reynold’s number = 22566.5
0.227
Fanning friction factor,fs =
N 0.193
ℜ
0.227
=
22526.50.193
= 0.03
Baffle spacing, Bs = 0.528 m
Clearance between tubes,c1 = P-do
= 0.03175-0.0254
= 0.00635m
Shell side cross flow area, as = (c1DsBs)/P
= (0.00635×0.528×0.528)/0.0317
= 0.055 m2
ms
Mass Velocity, Gs =
as
0.93
=
0.055
= 16.6 kg/m2s
Dept. Of Chemical Engg. 54 GEC Kozhikode
Project 2013-14
Substituting the above values, the shell side pressure drop
ΔPs = 1143.2 Pa
8.4 DESIGN SUMMARY
Recirculation ratio - 4
Design Heat transfer Coefficient - 848.5 W/m2K
Tube side ΔP - 6304.15 Pa
Shell side ΔP - 1143.2 Pa
Dept. Of Chemical Engg. 55 GEC Kozhikode
Project 2013-14
CHAPTER 9
COST ESTIMATION AND ECONOMIC ANALYSIS
9.1 Cost estimation
A preliminary economic analysis is performed for the overall plan. Due to lack of recent
data, different cost estimates are done based on cost indices and capacity. However, the
present analysis will give a fair idea about the profitability of the plant.
Since the exact cost of the plant is not found, the calculations are done based on the
purchased equipment cost. We have the total purchased equipment cost of Rs.389985200 for
the year 2007.
Marshall & Swift Equipment cost Index
Year 2007 2013
Cost Index 1373.3 1558.7
Table 9.1: Marshall & Swift Equipment cost Index:
Total purchased equipment cost for the year 2007 = 389985200
1558.7
Total purchased equipment cost for the year 2013 = 389985200×
1373.7
= 449890782.8
Estimation of Capital Investment Cost:
Dept. Of Chemical Engg. 56 GEC Kozhikode
Project 2013-14
I. Direct Costs: material and labour involved in actual installation of complete facility
(70-85% of fixed-capital investment)
A. Equipment + installation + instrumentation + piping + electrical + insulation
+painting (50-60% of Fixed-capital investment)
1. Purchased equipment cost (PEC): (15-40% of Fixed-capital investment)
Total Purchased Equipment Cost(P.E.C): Rs. 449890782.8
2. Installation, including insulation and painting:
(25-55% of purchased equipment cost (PEC))
Consider the Installation cost = 45% of Purchased equipment cost
= 45% of Rs. 449890782.8
= 0.45 × 449890782.8
= Rs.202450852.3
3. Instrumentation and controls, installed:
(6-30% of Purchased equipment cost.)
Consider the installation cost = 20% of Purchased equipment cost
= 20% of 449890782.8 = 0.20 × 449890782.8
= Rs. 89978156.56
4. Piping installed: (10-80% of Purchased equipment cost)
Consider the piping cost = 60% Purchased equipment cost
= 60% of Purchased equipment cost
= 0.60 × 449890782.8
= Rs. 269934469.7
5. Electrical, installed: (10-40% of Purchased equipment cost)
Consider Electrical cost = 20% of Purchased equipment cost
= 20% of 449890782.8
= 0.20 ×449890782.8
= Rs. 89978156.56
B. Buildings, process and Auxiliary: (10-70% of Purchased equipment cost)
Consider Buildings,
Process and auxiliary cost = 40% of PEC
Dept. Of Chemical Engg. 57 GEC Kozhikode
Project 2013-14
= 40% of 449890782.8
= 0.40 ×449890782.8
= Rs. 179956313.1
C. Service facilities and yard improvements:(40-100% of Purchased equipment cost)
Consider the cost of service
Facilities and yard improvement = 70% of PEC
= 70% of 449890782.8
= Rs. 314923548
D. Land: (1-2% of fixed capital investment or 4-8% of Purchased equipment cost)
Consider the cost of land = 6% PEC
= 6% of 449890782.8
= Rs.26993446.97
Thus,
Direct cost = A+B+C+D
= Rs. 1624105726
II.Indirect costs: expenses which are not directly involved with material and labour of
actual installation of complete facility (15-30% of Fixed-capital investment)
A. Engineering and Supervision: (5-30% of direct costs)
Consider the cost of engineering
and supervision = 10% of Direct costs
= 10% of 1624105726
= Rs. 162410572.6
B. Construction Expense and Contractor’s fee: (6-30% of direct costs)
Consider the construction expense
and contractor’s fee = 15% of Direct costs
= 15% of 1624105726
= Rs. 243615858.9
Dept. Of Chemical Engg. 58 GEC Kozhikode
Project 2013-14
C. Contingency: (5-15% of Fixed-capital investment or 20% to 40% of PEC)
Consider the contingency cost = 30% PEC
= 30% of 449890782.8
= Rs. 134967234.8
Thus,
Indirect Costs = A+B+C
= Rs. 540993666.3
III. Fixed Capital Investment:
Fixed capital investment = Direct costs + Indirect costs
= 1624105726 + 540993666.3
i.e., Fixed capital investment = Rs. 2165099392
IV. Working Capital: (10-20% of Fixed-capital investment)(FCI)
Consider the Working Capital = 15% of Fixed-capital investment
i.e., Working capital = 15% of FCI
= 15% of 2165099392
= Rs. 324764908.9
V. Total Capital Investment (TCI):
Total capital investment = Fixed capital investment + Working capital
= 2165099392 + 324764908.9
i.e., Total capital investment = Rs. 2489864301
Estimation of Total Product cost:
Note that all the percentages are expressed on an annual basis.
I. Manufacturing Cost = Direct production cost + Fixed charges + Plant overhead cost.
A. Fixed Charges: (10-20% total product cost)
1. Depreciation: (depends on life period, salvage value and method of
calculation-about 10% of FCI for machinery and equipment and 2-3% for
Building Value for Buildings
Dept. Of Chemical Engg. 59 GEC Kozhikode
Project 2013-14
Consider depreciation = 10% of FCI for machinery and equipment
and 2% building Value for Buildings
i.e., Depreciation = (0.10 ×2165099392) + (0.02×153876207.8)
= Rs. 219587463.4
2. Local Taxes: (1-4% of fixed capital investment)
Consider the local taxes = 3% of fixed capital investment
= 0.03× 2165099392
= Rs. 64952981.76
3. Insurances: (0.4-1% of fixed capital investment)
Consider the Insurance = 1.0% of fixed capital investment
i.e. Insurance = 0.01 × 2165099392
= Rs. 21650993.92
4. Rent: (8-12% of value of rented land and buildings)
Consider rent = 10% of value of rented land and buildings
= 10% of 23081431.2
= 0.10× 23081431.2
Rent = Rs. 2308143
Thus,
Fixed Charges = 219587463.356+ 64952981.76+ 21650993.92+
2308143
= Rs. 308499582.036
B. Direct Production Cost: (about 60% of total product cost)
Let Rs. X be the total product cost.
i. Raw Materials: (10-50% of total product cost)
Consider the cost of raw materials = 30% of total product cost
Raw material cost = 30% of X
Raw material cost = Rs.0.3X
Dept. Of Chemical Engg. 60 GEC Kozhikode
Project 2013-14
ii. Operating Labour (OL): (10-20% of total product cost)
Consider the cost of operating labour = 15% of total product cost
Operating labour cost = 10% of X
Operating labour cost = Rs. 0.10X
iii. Direct Supervisory and Clerical Labour (DS & CL): (10-25% of OL)
Consider the cost for Direct
supervisory and clerical labour = 20% of OL
= 20% of 0.15X
= 0.2×0.15X
Direct supervisory and
clerical labour cost = Rs. 0.03X
iv. Utilities: (10-20% of total product cost)
Consider the cost of Utilities = 15% of total product cost
Utilities cost = 10% of X
i.e., Utilities cost = Rs. 0.10X
v. Maintenance and repairs (M & R): (2-10% of fixed capital investment)
Consider the maintenance
and repair cost = 5% of fixed capital investment
= 0.05×2165099392
= Rs. 108254969.6
Dept. Of Chemical Engg. 61 GEC Kozhikode
Project 2013-14
vi. Operating Supplies: (10-20% of M & R or 0.5-1% of FCI)
Consider the cost of
Operating supplies = 10% of M & R
Operating supplies cost = 10% of 108254969.6
= 0.10 × 108254969.6
Operating supplies cost = Rs. 10825496.96
vii. Laboratory Charges: (10-20% of OL)
Consider the Laboratory charges = 15% of OL
Laboratory charges = 15% of 0.15X
= 0.15×0.15X
Laboratory charges = Rs. 0.0225X
viii. Patent and Royalties: (0-6% of total product cost)
Consider Patent and royalties = 5% of total product cost
Patent and Royalties = 5% of X
Patent and Royalties cost = Rs. 0.05X
Thus, Direct Production Cost = Rs. 0.6025X + 119080466.56
C. Plant overhead Costs (50-70% of Operating labour, supervision, and maintenance or
5-15% of total product cost); includes for the following: general plant upkeep and
overhead, payroll overhead, packaging, medical services, safety and protection,
restaurants, recreation, salvage, laboratories, and storage facilities.
Consider the plant overhead cost = 10% of total product cost.
Plant overhead cost = Rs. 0.1X
Dept. Of Chemical Engg. 62 GEC Kozhikode
Project 2013-14
Thus,
Manufacture cost = Direct production cost + Fixed charges + Plant overhead costs.
Manufacture cost = 0.6025X +119080466.56 + 308499582.036 + 0.1X
Manufacture cost = Rs. 427580048.6 + 0.7025X
II. General Expenses = Administrative costs + distribution and selling costs
+ research and development costs
A. Administrative costs: (about 15% of costs for operating labour, supervision, and
maintenance or 2-6% of total product cost); includes costs for executive salaries, clerical
wages, legal fees, office supplies, and communications.
Consider the Administrative costs = 4%TPC
Administrative costs = 0.04X
Administrative costs = Rs. 0.04X
B. Distribution and Selling costs: (2-20% of total product cost); includes costs for sales
offices, salesmen, shipping, and advertising.
Consider
Distribution and selling costs = 10% of total product cost
Distribution and selling costs = 10% of TPC
Distribution and selling costs = 0.1X
C. Research and Development costs: (about 5% of total product cost)
Consider
Research and development costs = 5% of total product cost
Research and development costs = 5% of X
Dept. Of Chemical Engg. 63 GEC Kozhikode
Project 2013-14
Research and development costs = 0.05 × X
Research and Development costs = Rs. 0.05X
Thus, General Expenses = Rs. 0.19X
III. Total Product cost = Manufacture cost + General Expenses
X = 427580048.6 + 0.7025X + 0.19X
X = 3977488824.18
Total product cost = Rs.3977488825
IV. Gross Earnings/Income:
Gross earnings or gross income = total income – total product cost
Estimation of total income:
Wholesale selling price of propylene per ton = Rs. 93620
For a 335 working days we have:
Annual propylene production = 50000 ton
Total Income = Selling price × Quantity of product(tons)
= 93620 × 50000
Total Income = Rs. 4681000000
Gross income = Total Income – Total Product Cost
= 4681000000 – 3977488825
Gross Income = Rs. 703511175
Let the Tax rate be 40% (common)
Taxes = 40% of Gross income
Dept. Of Chemical Engg. 64 GEC Kozhikode
Project 2013-14
= 40% of 703511175
Taxes = Rs. 281404470
Net Profit = Gross income - Taxes
= Gross income × (1- Tax rate)
Net profit = Rs. 703511175 × 0.6
= Rs.422106705
(a) Rate of Return:
Net profit ×100
Rate of return =
Total Capital Investment
422106705 ×100
Rate of Return =
2489864301
Rate of Return = 16.95%
(b) Break even Analysis:
Data available:
Annual Direct Production Cost = Rs. 2386493295
Annual Fixed charges, overhead and
general expenses = Rs. 12529,81,754
Total Annual sales = Rs. 3639475049
For a 335 working days we have:
Annual propylene production = 50000 tonne
Average Direct production cost per
238649325
tonne of product =
50000
Dept. Of Chemical Engg. 65 GEC Kozhikode
Project 2013-14
= Rs. 47729.86 per ton.
Let ‘n’ be the production rate of propylene
Number of tons needed for a break-even point is given by
Fixed charges + direct charges = selling cost
308499582.036+ (47729.86 x n) = (n x 93620)
n = 6722.57 tons/year (propylene)
n = 6722.57 TPA propylene
Hence, the break even production rate is 13.45% of the considered plant capacity.
(c) Profitability Analysis:
Finding payback period:
Time (end of After Tax Depreciation Cash Cumulative Cash
year) Profit(Rs) (Rs) Flow(Rs) Flow(Rs)
0 -2489864301 0 -2489864301 -2489864301
1 422106705 219587463.4 641694168.4 -1848170133
2 422106705 219587463.4 641694168.4 -1206475964
3 422106705 219587463.4 641694168.4 -564781795.8
4 422106705 219587463.4 641694168.4 76912372.6
5 422106705 219587463.4 641694168.4 718606541
Table 9.1: Finding payback period
Therefore the payback period is in between 3rd and 4th year.
Payback period = 3.85 years
Dept. Of Chemical Engg. 66 GEC Kozhikode
Project 2013-14
Figure 9.1 Cash flow diagram
Dept. Of Chemical Engg. 67 GEC Kozhikode
Project 2013-14
CHAPTER 10
PLANT LAYOUT
Plant location refers to the choice of the region and the selection of a particular site for setting up
a business or a factory. But the choice is made only after considering cost and benefits of
different alternative sites. It is a strategic decision that cannot be changed once taken. If at all
changed only at considerable loss, the location should be selected as per its own requirements
and circumstances. Each individual plant is a case in itself.
Plant layout is often a compromise between a number of factors such as:
The need to keep distances for transfer of material between plant storage units to a
minimum to reduce costs and risks.
The geographical limitations of the site.
Interaction with existing or planned facilities on site such as roadways, drainage etc.
Interaction between other plants on site.
The need for plant operability and maintainability.
The need to locate the hazardous materials as far as possible from site boundaries and
people living in the neighborhood.
The need to prevent confinement where release of flammable substances occurs.
The need to provide emergency escape routes for on-site personals.
The need to provide acceptable working conditions for the operators.
The most important factors of plant layout as far as safety aspects are concerned are those to:
Prevent, limit and/or mitigate escalation of adjacent events (domino effect).
Ensure safety within on-site occupied buildings.
Control access of unauthorized personnel.
Dept. Of Chemical Engg. 68 GEC Kozhikode
Project 2013-14
Facilitate access for emergency services.
The lay out is provided in the subsequent page.
The main raw materials required for the manufacture of high-quality (industrial) bitumen
(also known as asphalt bitumen) are crude oil, water and electricity. Crude oil is mainly obtained
from Kuwait or Iran and would be transported in bulk quantities through container ships mostly.
In this aspect if we desire to locate our plant in Kerala, the best place would be in Ernakulam as
there is high load of electricity required for pre-heating the feedstock and to run high-capacity air
compressors which can be easily acquired in the Udyogmandal region of Kalamassery in
Ernakulam because of the already established industries located there such as Hindalco
Aluminum Smelters which requires a high amount of electricity. Therefore no new facility has to
be made for obtaining electricity. In the case of water, the presence of river in the nearby
Ambalamugal furnishes all the needs of the water.
The products and byproducts obtained during the manufacture are of high demand
in the adjoining units of Kochi Refineries Limited in Ambalamugal especially for the production
of exclusive products such as rubberized bitumen which is useful in construction of roads of
world-class standards. The main customers of such types of blended bitumen are the construction
companies.
Therefore it would be at the best interest of the company both economically and
strategically to locate itself in the Ambalamugal area as the transportation charges and product
sales can be easily achieved and a strategic upper hand in the sales of the product can also be
maintained.
Dept. Of Chemical Engg. 69 GEC Kozhikode
Project 2013-14
Fig 10.1 Plant Layout
1. Security office 2. Time office 3. Front office 4. Parking 5. Administrative block 6. Garden 7.
Cafeteria 8.auditorium 9.warehouse and maintenance 10.dispensary 11.crude oil storage tank
12.vaccum residue storage tank 13.cooled water plant 14.charge stock plant 15.pump house
16.FCCU 17.control room 18.mounted bullets 19.Centralized quality control lab 20.employee
rest house 21.electrical substation 22.site office 23.fire station 24.flare stack 25.effluent
treatment plant
Dept. Of Chemical Engg. 70 GEC Kozhikode
You might also like
- GENERATOR 250 HOUR SERVICE SHEETDocument3 pagesGENERATOR 250 HOUR SERVICE SHEETAmon Kiay67% (9)
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceDocument15 pagesKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoNo ratings yet
- Petrochemical Industries OverviewDocument67 pagesPetrochemical Industries Overviewاحمد حمید کارسول عزیزNo ratings yet
- Propylene Production by Propanedehydrogenation (PDH)Document13 pagesPropylene Production by Propanedehydrogenation (PDH)Amir RazmiNo ratings yet
- Service Manual: Technical PublicationsDocument205 pagesService Manual: Technical PublicationsjwdNo ratings yet
- التقريرDocument15 pagesالتقريرياسر سليمانNo ratings yet
- Propane Butane MixingDocument5 pagesPropane Butane Mixingkneller100% (1)
- Petrochemical PlantsDocument8 pagesPetrochemical PlantsvictorNo ratings yet
- Crude Petroleum analysis handbook: Crude oil Quality control, #1From EverandCrude Petroleum analysis handbook: Crude oil Quality control, #1Rating: 4 out of 5 stars4/5 (1)
- Propylene Production via Propane DehydrogenationDocument13 pagesPropylene Production via Propane DehydrogenationAashish Gaurav100% (1)
- Tail Gas Treatment Unit Facility Inspection ReportDocument7 pagesTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNo ratings yet
- Propylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIIDocument12 pagesPropylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIImaheshNo ratings yet
- Vacuum pyrolysis used tires produces oil & carbon blackDocument11 pagesVacuum pyrolysis used tires produces oil & carbon blackKESHAVAREDDYNo ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- Process Propane DehydrogenationDocument4 pagesProcess Propane DehydrogenationRodrigo MazzarellaNo ratings yet
- KBR-Consider Improving RefiningDocument5 pagesKBR-Consider Improving RefiningDriss EddeniaNo ratings yet
- Ethanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesFrom EverandEthanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesNo ratings yet
- Ethylene Production GuideDocument53 pagesEthylene Production Guidekingcobra008100% (5)
- ,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentDocument28 pages,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentIbrahim DewaliNo ratings yet
- PropaneDocument6 pagesPropaneFERNANDO JOSE NOVAESNo ratings yet
- Biomass For Jet FuelDocument21 pagesBiomass For Jet Fuellkhoang pham100% (1)
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- Propylene Production: January 2006Document8 pagesPropylene Production: January 2006iyahleeNo ratings yet
- Junkers Gas CalorimeterDocument2 pagesJunkers Gas Calorimeterghambira80% (5)
- Kiến Thức Hóa DầuDocument364 pagesKiến Thức Hóa DầuTu LaiNo ratings yet
- BS en Iso 2812-3-2007Document16 pagesBS en Iso 2812-3-2007Burak ÖZBAKIRNo ratings yet
- New Olefin Production Technologies in SINOPECDocument10 pagesNew Olefin Production Technologies in SINOPECTrevor J. HutleyNo ratings yet
- UOP Oleflex ProcessDocument2 pagesUOP Oleflex ProcessssslayerNo ratings yet
- Processes Review of Propylene Production by Catalytic Cracking of C4-C8 OlefinsDocument12 pagesProcesses Review of Propylene Production by Catalytic Cracking of C4-C8 OlefinsAndres Carmona OsorioNo ratings yet
- Final Report Che231Document10 pagesFinal Report Che231nilamaziniNo ratings yet
- W4V23 - Feedstocks - Intermediates - HandoutDocument7 pagesW4V23 - Feedstocks - Intermediates - HandoutJessica KingNo ratings yet
- Process Simulation of Propylene Production From CR PDFDocument8 pagesProcess Simulation of Propylene Production From CR PDFBihina HamanNo ratings yet
- Unit-I: Propylene & Its DerivativesDocument86 pagesUnit-I: Propylene & Its DerivativesMeghana SNo ratings yet
- Propene Production, Uses, and SafetyDocument3 pagesPropene Production, Uses, and SafetyAhmed ImranNo ratings yet
- PetroleumDocument8 pagesPetroleumM AbdullahNo ratings yet
- ch1Document36 pagesch1kakakarlNo ratings yet
- Procesos de Obtencion de PolipropilenoDocument2 pagesProcesos de Obtencion de PolipropilenoInés Diaz GuevaraNo ratings yet
- 1 .1-S2.0-S2213343721006503-MainDocument14 pages1 .1-S2.0-S2213343721006503-Mainmohamed magedNo ratings yet
- 01pa JB 2 6 PDFDocument9 pages01pa JB 2 6 PDFMarcelo Varejão CasarinNo ratings yet
- Chapter 1Document6 pagesChapter 1Ahmed HassanNo ratings yet
- FPPE Assignment: Syed Asjad AliDocument7 pagesFPPE Assignment: Syed Asjad AliSyedAsjadAliNo ratings yet
- Project Report On Catalytic CrackingDocument22 pagesProject Report On Catalytic CrackingAnkit YadavNo ratings yet
- Crude Oil and Product Properties 3rd Lecture 2023-2024Document22 pagesCrude Oil and Product Properties 3rd Lecture 2023-2024Montazer WorkNo ratings yet
- Introduction To RefineryDocument6 pagesIntroduction To RefinerydyarNo ratings yet
- NPTEL PHASE - II - Petroleum Refinery EngineeringDocument4 pagesNPTEL PHASE - II - Petroleum Refinery EngineeringRakeshKumarNo ratings yet
- Unit Iii PDFDocument38 pagesUnit Iii PDFadityarajchikkalaNo ratings yet
- 3527303855Document6 pages3527303855marraezNo ratings yet
- K01 Group 5Document42 pagesK01 Group 5Miss MichelleNo ratings yet
- صناعات بتروكيمياويةDocument146 pagesصناعات بتروكيمياويةدنيا ثامر حاجي عبدNo ratings yet
- Light Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewDocument24 pagesLight Alkane Dehydrogenation To Light Olefin Technologies: A Comprehensive ReviewAnupama D. MishraNo ratings yet
- Progress Report Design 1Document11 pagesProgress Report Design 1Haziq AzliNo ratings yet
- Lecture 1: Petrochemicals: OverviewDocument9 pagesLecture 1: Petrochemicals: Overviewمرتضى كاظم غانمNo ratings yet
- Oxo Alcohols - IndiaDocument7 pagesOxo Alcohols - Indiascribd405No ratings yet
- Lurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDocument7 pagesLurgi's Methanol To Propylene (MTP) Report On A Successful CommercialisationDaniel GarcíaNo ratings yet
- Introduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsDocument17 pagesIntroduction:Composition of Petroleum, Laboratory Tests, Refinery Feedstocks and ProductsZaid YahyaNo ratings yet
- Chemistry AIP - A Overview On RIL RefineryDocument19 pagesChemistry AIP - A Overview On RIL RefinerySamanyuNo ratings yet
- PRODUCTION OF PROPYLENE FROM PROPANE VIA DEHYDROGENATIONDocument4 pagesPRODUCTION OF PROPYLENE FROM PROPANE VIA DEHYDROGENATIONBihina HamanNo ratings yet
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioNo ratings yet
- LPG Properties and UsesDocument5 pagesLPG Properties and Usesayman hammadNo ratings yet
- PRP Unit - 6Document4 pagesPRP Unit - 6Abdul GhafoorNo ratings yet
- Introduction To Petrochemical ProcessesDocument23 pagesIntroduction To Petrochemical ProcessesHamed HadizadehNo ratings yet
- Advances in The OCC Process For Propylene ProductionDocument6 pagesAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNo ratings yet
- Increase propylene production and reduce C4s with metathesis integrationDocument6 pagesIncrease propylene production and reduce C4s with metathesis integrationArash AbbasiNo ratings yet
- Response-Content-Dispositionattachment FilenameDesign and Simulation of Cumene ManufactDocument52 pagesResponse-Content-Dispositionattachment FilenameDesign and Simulation of Cumene ManufactAndrew100% (1)
- U.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.From EverandU.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.No ratings yet
- c3 Splitter-CheresourcesDocument3 pagesc3 Splitter-CheresourcesAravind MenonNo ratings yet
- c3 Splitter-CheresourcesDocument3 pagesc3 Splitter-CheresourcesAravind MenonNo ratings yet
- Project Report BeDocument74 pagesProject Report BeAravind MenonNo ratings yet
- Seminar ReportDocument34 pagesSeminar ReportAravind MenonNo ratings yet
- Seminar ReportDocument34 pagesSeminar ReportAravind MenonNo ratings yet
- BPCLO REPORT - Aravind MenonDocument41 pagesBPCLO REPORT - Aravind MenonAravind MenonNo ratings yet
- Safety SDSDocument10 pagesSafety SDSEmin MešićNo ratings yet
- Hydroflex™ - The Solution To Production of Renewable Jet Fuel and DieselDocument27 pagesHydroflex™ - The Solution To Production of Renewable Jet Fuel and DieselrishikeshmandawadNo ratings yet
- Introducing Winner WH004 Hydraulic Suction and Return HoseDocument2 pagesIntroducing Winner WH004 Hydraulic Suction and Return HoseRidha AbbassiNo ratings yet
- G3516 Low Energy Gas Continuous 815 Ekw 1019 Kva 60 HZ 1200 RPMDocument6 pagesG3516 Low Energy Gas Continuous 815 Ekw 1019 Kva 60 HZ 1200 RPMRameez Ali FaridiNo ratings yet
- Stihl FS460 C-EM - Owners Manual (S1027)Document44 pagesStihl FS460 C-EM - Owners Manual (S1027)craig fisherNo ratings yet
- Heavy Fuel Oil Specifications MAZUT M100Document1 pageHeavy Fuel Oil Specifications MAZUT M100Punggawa storiesNo ratings yet
- S 85 PDFDocument364 pagesS 85 PDFDaniel VillalobosNo ratings yet
- Manual Hd20fnmdl1smDocument23 pagesManual Hd20fnmdl1smFelipe BrainNo ratings yet
- Series 47K Gas Detector: Operation ManualDocument32 pagesSeries 47K Gas Detector: Operation ManualGunawan MSNo ratings yet
- Petrochemicals Make Things Happen: Benzene Toluene Xylenes Ethylene Propylene Pygas C4 StreamDocument1 pagePetrochemicals Make Things Happen: Benzene Toluene Xylenes Ethylene Propylene Pygas C4 StreamfguastaNo ratings yet
- Gas burners one stage technical specifications and dimensionsDocument4 pagesGas burners one stage technical specifications and dimensionsMohamed FazilNo ratings yet
- Components, Systems and Service For The Oil & Gas / Offshore IndustryDocument20 pagesComponents, Systems and Service For The Oil & Gas / Offshore IndustryEmerson BatistaNo ratings yet
- Chemsitry Past Papers June 2003 - Paper 2Document16 pagesChemsitry Past Papers June 2003 - Paper 2theyaasirNo ratings yet
- Силовая установка QA450Document6 pagesСиловая установка QA450Andrey L'vovNo ratings yet
- List of Auto PartsDocument15 pagesList of Auto PartsSien99zzNo ratings yet
- Production Optimization by Combined Artificial Lift Systems and Its Application in Two Colombian FieldsDocument8 pagesProduction Optimization by Combined Artificial Lift Systems and Its Application in Two Colombian FieldsFátima CarrascoNo ratings yet
- Reservoir Engineering Lecture 1: Hydrocarbon TrapsDocument18 pagesReservoir Engineering Lecture 1: Hydrocarbon Trapsمنتظر ال سلمانNo ratings yet
- Shellmax Training: WelcomeDocument114 pagesShellmax Training: WelcomeDuggineni Ramakrishna100% (1)
- Commissioning Procedure - LPG Liquid ReceivingDocument5 pagesCommissioning Procedure - LPG Liquid ReceivingAba ShahrilNo ratings yet
- Section 2-1 #'S 3, 7,, 11: Math 227Document14 pagesSection 2-1 #'S 3, 7,, 11: Math 227Kimverly Ledda Ganaden0% (1)
- 'Test' On Oil, Alkanes, Alkenes and AlcoholsDocument3 pages'Test' On Oil, Alkanes, Alkenes and AlcoholsDaniella FreemanNo ratings yet
- Contrasting EV and ICE VehiclesDocument6 pagesContrasting EV and ICE VehiclesJoshua Michael MarianiNo ratings yet
- US Energy Information - Japan AnalysisDocument14 pagesUS Energy Information - Japan AnalysisMaria MeranoNo ratings yet
- Safety guidelines for LPG cylinder storageDocument4 pagesSafety guidelines for LPG cylinder storageBalaji Shantaram100% (1)