You might also like
- Summary Refinery Sulfur Recovery ProjectsDocument8 pagesSummary Refinery Sulfur Recovery ProjectsAli MNo ratings yet
- Introduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsDocument22 pagesIntroduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsAnkush BhandariNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Petroleum Refinery: Fryad Mohammed SharifDocument8 pagesPetroleum Refinery: Fryad Mohammed SharifSander LukeNo ratings yet
- Howto PFD Development PDF PDFDocument74 pagesHowto PFD Development PDF PDFcahz1307No ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- SOP-013-Testing of Acid Gas Loading in MDEADocument9 pagesSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNo ratings yet
- Compressors How To Achieve High Reliability & Availability (Electronics)Document55 pagesCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0No ratings yet
- Solvent ImportanceDocument6 pagesSolvent ImportanceAbhiNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Thermal Cracking and Delayed Coking ProcessesDocument8 pagesThermal Cracking and Delayed Coking ProcessesAnonymous rUs4PjYo5No ratings yet
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 pagesDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- SulfolaneAppendices A EDocument158 pagesSulfolaneAppendices A Erkhandelwal9604No ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Unit 3 Steam GenerationDocument30 pagesUnit 3 Steam GenerationkhalimnNo ratings yet
- Novel Approach For Enhanced H2S Recovery From Sour Water StrippersDocument12 pagesNovel Approach For Enhanced H2S Recovery From Sour Water Strippersmksscribd100% (1)
- Carbon CaptureDocument13 pagesCarbon CaptureShubhalaxmi SwainNo ratings yet
- Sulfur Hy SealDocument6 pagesSulfur Hy SealodeinatusNo ratings yet
- Stepwise Simulation of Vacuum Transfer2Document7 pagesStepwise Simulation of Vacuum Transfer2Hadis ShojaeiNo ratings yet
- Aminas - Iran IDocument4 pagesAminas - Iran IJesus BcNo ratings yet
- GBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HDocument17 pagesGBH Enterprises, LTD.: SMR Pre-Reformer Design Case Study #0618416GB/HAnonymous qPt2MHzXTNo ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_sahaNo ratings yet
- UOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFDocument18 pagesUOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFMuhammadIrsyadRNo ratings yet
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocument22 pagesPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288No ratings yet
- 2501-General Instructions For Thermal DesignDocument12 pages2501-General Instructions For Thermal DesignfarooqkhanerNo ratings yet
- Solvent Deasphalting of Saudi Residue To Produce Hard AsphaltDocument7 pagesSolvent Deasphalting of Saudi Residue To Produce Hard AsphaltBahar MeschiNo ratings yet
- Design Basis of Aromatics Complex PDFDocument14 pagesDesign Basis of Aromatics Complex PDFminh nguyen100% (1)
- Final Project Report: Uop, LLCDocument165 pagesFinal Project Report: Uop, LLCSiddharth KishanNo ratings yet
- 2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Document185 pages2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Clash with HBNo ratings yet
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersDocument5 pagesPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaNo ratings yet
- Catalytic Reforming Unit (Cru/Ccru)Document60 pagesCatalytic Reforming Unit (Cru/Ccru)Harish GojiyaNo ratings yet
- Kinetics of Toulene Disproportionation Over Unmodified and Modified ZSM-5 ZeolitesDocument7 pagesKinetics of Toulene Disproportionation Over Unmodified and Modified ZSM-5 ZeolitesWaheed MiranNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Section-IV Shutdown Rev4Document12 pagesSection-IV Shutdown Rev4Balasubramanian CNo ratings yet
- Starting Up Hydrotreating Units With Cracked FeedsDocument5 pagesStarting Up Hydrotreating Units With Cracked FeedsAle SanzNo ratings yet
- Final Year Design Project Presentation 1: Group 8Document17 pagesFinal Year Design Project Presentation 1: Group 8Natasha Mgt JoharNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- Understanding the fundamentals of gas treating in refineriesDocument8 pagesUnderstanding the fundamentals of gas treating in refineriesazotik1985No ratings yet
- SWS Process Flow DiagramDocument1 pageSWS Process Flow DiagramNKNo ratings yet
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
- Self-Optimizing Control of A Gas Oil HydrodesulfurizationDocument167 pagesSelf-Optimizing Control of A Gas Oil Hydrodesulfurizationvu anh ducNo ratings yet
- IOCL Barauni Refinery BS-IV Project Pre-Feasibility ReportDocument35 pagesIOCL Barauni Refinery BS-IV Project Pre-Feasibility ReportSwastika DasNo ratings yet
- Condenser and Cooler Inspection ReportsDocument6 pagesCondenser and Cooler Inspection ReportsSampatNo ratings yet
- Increase Crude Unit Capacity Through Better IntegrationDocument3 pagesIncrease Crude Unit Capacity Through Better IntegrationRuben LealNo ratings yet
- Eliminating The Claus FurnaceDocument9 pagesEliminating The Claus Furnaceoujda1977No ratings yet
- AGR OptimizationDocument43 pagesAGR Optimizationinara amatullahNo ratings yet
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDocument9 pagesPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNo ratings yet
- Reduce benzene from gasoline streams with dividing wall column technologyDocument3 pagesReduce benzene from gasoline streams with dividing wall column technologyGeorgeNo ratings yet
- Process Flow DiagramDocument11 pagesProcess Flow DiagramNikhil UdainiyaNo ratings yet
- AcquaconvertionDocument10 pagesAcquaconvertionGreysi N. Moreno CedeñoNo ratings yet
- Diesel Engines for Fire Protection ApplicationsDocument59 pagesDiesel Engines for Fire Protection ApplicationsMohamed AliNo ratings yet
- Brochure - Manual Control MonitorDocument5 pagesBrochure - Manual Control Monitorabdelkader benabdallahNo ratings yet
- Wavi Strong Installation GuideDocument44 pagesWavi Strong Installation Guideumer.shariff87No ratings yet
- ANSI Z358 1 1990, For EmergencyDocument30 pagesANSI Z358 1 1990, For Emergencyabdelkader benabdallah100% (1)
- Technical Information ASSET DOC LOC 1543424Document31 pagesTechnical Information ASSET DOC LOC 1543424dhruvNo ratings yet
- Ball Valves with Flanged Connections for Various Pipe Sizes and Pressure RatingsDocument1 pageBall Valves with Flanged Connections for Various Pipe Sizes and Pressure Ratingsabdelkader benabdallahNo ratings yet
- Astm A333 PDFDocument8 pagesAstm A333 PDFrams789No ratings yet
- Siraga's Offer: CatalogueDocument27 pagesSiraga's Offer: Catalogueabdelkader benabdallahNo ratings yet
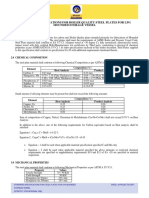
- 2015-9-2 STD REVISED Specifications BQ PlatesDocument3 pages2015-9-2 STD REVISED Specifications BQ Platesabdelkader benabdallahNo ratings yet
- ANSI Valve StandardDocument5 pagesANSI Valve StandardsandystaysNo ratings yet
- Astm D 2563Document99 pagesAstm D 2563dhiwaharNo ratings yet
- Reverse Osmosis Desalination: Our Global Expertise To Address Water ScarcityDocument9 pagesReverse Osmosis Desalination: Our Global Expertise To Address Water Scarcityabdelkader benabdallahNo ratings yet
- White Paper Rosemount 5900 Still Pipe Array Antenna Insert Pipe Technical Note en 81378 PDFDocument4 pagesWhite Paper Rosemount 5900 Still Pipe Array Antenna Insert Pipe Technical Note en 81378 PDFbenabdallah131No ratings yet
- #Goulds Pmps VIC-ATEX - LoresDocument74 pages#Goulds Pmps VIC-ATEX - LoresCyrix.OneNo ratings yet
- HDPE PE-RT PP-RCT Victaulic guideDocument2 pagesHDPE PE-RT PP-RCT Victaulic guideabdelkader benabdallahNo ratings yet
- Pert Project Reference List PDFDocument4 pagesPert Project Reference List PDFabdelkader benabdallahNo ratings yet
- Responsible Energy Solutions For People and Planet: Corporate ProfileDocument9 pagesResponsible Energy Solutions For People and Planet: Corporate Profileabdelkader benabdallahNo ratings yet
- Inspection Checklist For: Control ValvesDocument2 pagesInspection Checklist For: Control Valvesabdelkader benabdallahNo ratings yet
- HDPE PE-RT PP-RCT Victaulic guideDocument2 pagesHDPE PE-RT PP-RCT Victaulic guideabdelkader benabdallahNo ratings yet
- ML14345B052 PDFDocument16 pagesML14345B052 PDFabdelkader benabdallahNo ratings yet
- ML14345B052 PDFDocument16 pagesML14345B052 PDFabdelkader benabdallahNo ratings yet
- Fasek Engineering and Production GMBH Catalogue PDFDocument134 pagesFasek Engineering and Production GMBH Catalogue PDFabdelkader benabdallahNo ratings yet
- Draft guidance on mercury emissions from cement clinker productionDocument38 pagesDraft guidance on mercury emissions from cement clinker productionzementheadNo ratings yet
- A 232 - A 232m - 99 Qtizmi9bmjmytqDocument4 pagesA 232 - A 232m - 99 Qtizmi9bmjmytqRafael GarciaNo ratings yet
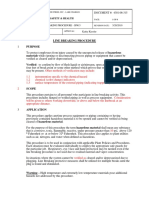
- Line Breaking Procedure - Sp#15: 5/20/2010 Tim Vodopivec Kathy KiestlerDocument6 pagesLine Breaking Procedure - Sp#15: 5/20/2010 Tim Vodopivec Kathy Kiestlerabdelkader benabdallahNo ratings yet
- ATI Brochure Web 2015 07 02 PDFDocument12 pagesATI Brochure Web 2015 07 02 PDFabdelkader benabdallahNo ratings yet
- Flange Adapters: F L A N GE AdapterDocument3 pagesFlange Adapters: F L A N GE Adapterabdelkader benabdallahNo ratings yet
- PTJ 2 2019 PDFDocument64 pagesPTJ 2 2019 PDFabdelkader benabdallahNo ratings yet
- Prico-Dmr Technology: Efficiency With Dual Mixed RefrigerantDocument4 pagesPrico-Dmr Technology: Efficiency With Dual Mixed Refrigerantabdelkader benabdallahNo ratings yet
- Quarter Turn & Linear Steel Actuators: General CatalogueDocument48 pagesQuarter Turn & Linear Steel Actuators: General Catalogueabdelkader benabdallahNo ratings yet
- Drilled Shaft in Rock Analysis and Design - Part3Document109 pagesDrilled Shaft in Rock Analysis and Design - Part3rshaghayan100% (2)
- Antigen-Antibody Interactions: The Basis of Immune RecognitionDocument3 pagesAntigen-Antibody Interactions: The Basis of Immune RecognitionTinku MeherNo ratings yet
- Sequentially Linear Continuum Model For Concrete FractureDocument9 pagesSequentially Linear Continuum Model For Concrete FractureStajic MilanNo ratings yet
- Plastiment P 121 R Pds enDocument2 pagesPlastiment P 121 R Pds enArdy YulisetiantoNo ratings yet
- ZYTDGeDocument62 pagesZYTDGeAnonymous JIRIzeiJ6ONo ratings yet
- Large-Area Rolled-Up Nanomembrane Capacitor Arrays For Electrostatic Energy StorageDocument8 pagesLarge-Area Rolled-Up Nanomembrane Capacitor Arrays For Electrostatic Energy StoragePredrag NurkicNo ratings yet
- DESIGN OF CONCRETE MIX ACCORDING BRE MIXDocument6 pagesDESIGN OF CONCRETE MIX ACCORDING BRE MIXIndunil HerathNo ratings yet
- Sanilec PDFDocument8 pagesSanilec PDFOso CasaNo ratings yet
- Chemicals Zetag DATA LDP Zetag 3930 - 1110Document2 pagesChemicals Zetag DATA LDP Zetag 3930 - 1110PromagEnviro.comNo ratings yet
- Materials: The Critical Raw Materials in Cutting Tools For Machining Applications: A ReviewDocument48 pagesMaterials: The Critical Raw Materials in Cutting Tools For Machining Applications: A ReviewRAJIV GandhiNo ratings yet
- 3D Printing With Shape Memory Polymers (SMP) For Morphing FacadesDocument62 pages3D Printing With Shape Memory Polymers (SMP) For Morphing FacadesChandan KumarNo ratings yet
- L01 Dead and Live Loads Sample ProblemDocument10 pagesL01 Dead and Live Loads Sample ProblemN GraceNo ratings yet
- Contoh Laporan No 5 Tahun 2014 (Lampiran IX)Document3 pagesContoh Laporan No 5 Tahun 2014 (Lampiran IX)muhammad sahabNo ratings yet
- Tuffkote: Epigard Epoxy Finish Lustrotherm HT 400 Silicone Aluminium PaintDocument2 pagesTuffkote: Epigard Epoxy Finish Lustrotherm HT 400 Silicone Aluminium PaintSHATABDI- DELNo ratings yet
- Physics-Third Law of ThermodynamicsDocument17 pagesPhysics-Third Law of ThermodynamicsShubham JainNo ratings yet
- Gr. 7 Science LM (Q1 To 4) PDFDocument270 pagesGr. 7 Science LM (Q1 To 4) PDFMary Jane84% (45)
- Heavy Hex Nuts PDFDocument2 pagesHeavy Hex Nuts PDFIPI100% (1)
- Mole ConceptDocument29 pagesMole ConceptSujal NepalNo ratings yet
- Sika Ferrogard 901: Corrosion Inhibiting Liquid AdmixtureDocument0 pagesSika Ferrogard 901: Corrosion Inhibiting Liquid AdmixtureGeorges Abi SaadNo ratings yet
- Sae J2044V003Document20 pagesSae J2044V003Tom BrownNo ratings yet
- Carbon steel heat treatment guideDocument19 pagesCarbon steel heat treatment guideMadhu BNo ratings yet
- IS14220Document36 pagesIS14220Ansons DownloadNo ratings yet
- Analysis and Modelling of The Seismic Behaviour of Hight Ductility Steel-Concrete Composite StructuresDocument263 pagesAnalysis and Modelling of The Seismic Behaviour of Hight Ductility Steel-Concrete Composite StructuresAndreea CrisanNo ratings yet
- Jiang - 21: Et AlDocument4 pagesJiang - 21: Et AlvisvisvisvisNo ratings yet
- Leader Test Series / Joint Package Course: Distance Learning ProgrammeDocument7 pagesLeader Test Series / Joint Package Course: Distance Learning Programmekhushal_bhavsar26No ratings yet
- Chapter 2Document17 pagesChapter 2dawit gashuNo ratings yet
- ISI 7272 Labour OutputDocument9 pagesISI 7272 Labour Outputniraj rai100% (2)
- Selecting Tube Inserts For Shell-and-Tube Heat ExchangersDocument7 pagesSelecting Tube Inserts For Shell-and-Tube Heat Exchangerskamranonline999No ratings yet
- Resume ProcessEngr SemiconductorsDocument2 pagesResume ProcessEngr Semiconductorssamy512No ratings yet
- Wedge Belts Veco 200 Dynam System: ST - API - ISO 4184 - DIN 7753 - BS 3790Document2 pagesWedge Belts Veco 200 Dynam System: ST - API - ISO 4184 - DIN 7753 - BS 3790Alexandre GelsiNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet