You might also like
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
- AspenTech Course Catalog FY23 PDFDocument24 pagesAspenTech Course Catalog FY23 PDFvlananloNo ratings yet
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsFrom EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Ud He TechnologyDocument16 pagesUd He TechnologyBejavada Suresh100% (1)
- Condenser and Cooler Inspection ReportsDocument6 pagesCondenser and Cooler Inspection ReportsSampatNo ratings yet
- Page 1 of 5 Compressor Blocked Discharge - Chemical EngineersDocument5 pagesPage 1 of 5 Compressor Blocked Discharge - Chemical EngineersKarthikeyan SivaNo ratings yet
- Hydraulic Decoking System: Nnovation Efficiency QualityDocument8 pagesHydraulic Decoking System: Nnovation Efficiency QualitykennymagallanesNo ratings yet
- Ethanol Plant Commissioning Startup and ShutdownDocument5 pagesEthanol Plant Commissioning Startup and Shutdowntsrinivasan5083No ratings yet
- Compressors How To Achieve High Reliability & Availability (Electronics)Document55 pagesCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0No ratings yet
- O&Msec2 Heat & Material BalanceDocument8 pagesO&Msec2 Heat & Material Balanceugun87No ratings yet
- Control Valve Data Sheet Form S20 50 PDFDocument4 pagesControl Valve Data Sheet Form S20 50 PDFPanner2009No ratings yet
- JCCP BoierWaterDocument74 pagesJCCP BoierWaterwaheed2286No ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Correctly Modeling and Calculating Combustion Efficiencies in Fired EquipmentDocument23 pagesCorrectly Modeling and Calculating Combustion Efficiencies in Fired Equipmentfawmer61No ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- SOP-013-Testing of Acid Gas Loading in MDEADocument9 pagesSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNo ratings yet
- C3MRDocument4 pagesC3MRAnkit KumarNo ratings yet
- Engineering Standard: IPS-E-PR-340Document22 pagesEngineering Standard: IPS-E-PR-340Sadegh AhmadiNo ratings yet
- Eaton Pipeline Strainer Pressure Drop CalculationsDocument1 pageEaton Pipeline Strainer Pressure Drop Calculationsreborn_willyNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- Tower-Process-Data-Sheet - Ex (Version 1)Document1 pageTower-Process-Data-Sheet - Ex (Version 1)Abraham Burgos CelisNo ratings yet
- Sulfur Hy SealDocument6 pagesSulfur Hy SealodeinatusNo ratings yet
- SWS Process Flow DiagramDocument1 pageSWS Process Flow DiagramNKNo ratings yet
- Cdu - VduDocument3 pagesCdu - VduRobson2305No ratings yet
- A An ND D Ffo Orr: Increase CapacityDocument7 pagesA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNo ratings yet
- IPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ADocument3 pagesIPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ANikhil KarkeraNo ratings yet
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Sloleya DistillationtraysasmechanicalequipmentDocument62 pagesSloleya Distillationtraysasmechanicalequipmentmsn1981No ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- Skikda Training CDU (Basis - Process.EQ Modi. Interlock)Document48 pagesSkikda Training CDU (Basis - Process.EQ Modi. Interlock)Mohamed OuichaouiNo ratings yet
- Iso-Propanol Production Report: Student Name: Course Name: Submission DateDocument18 pagesIso-Propanol Production Report: Student Name: Course Name: Submission DateAmir Javed official100% (1)
- Bulletin 71.4MR108 PDFDocument20 pagesBulletin 71.4MR108 PDFBledarNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Manuale Sicurezza - 1000-MU-2005 - E - 0Document48 pagesManuale Sicurezza - 1000-MU-2005 - E - 0anghel_florin82No ratings yet
- 2018 UOP Course ScheduleDocument2 pages2018 UOP Course SchedulePRATEEK KUMAR DASNo ratings yet
- 2501-General Instructions For Thermal DesignDocument12 pages2501-General Instructions For Thermal DesignfarooqkhanerNo ratings yet
- Tail Gas Treatment Unit Facility Inspection ReportDocument7 pagesTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNo ratings yet
- Castable-Free Fired HeaterDocument4 pagesCastable-Free Fired HeaterchemengseliemNo ratings yet
- Introduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsDocument22 pagesIntroduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsAnkush BhandariNo ratings yet
- Guide Line To Vendor Regarding Tube Layout PreparationDocument4 pagesGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNo ratings yet
- Guide Document GE P312 4.1.2 I General ConsiderationsDocument31 pagesGuide Document GE P312 4.1.2 I General ConsiderationsDiarista Thoma SaputraNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 pagesMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignMariana Michel0% (1)
- OISD Standard on Process Design and Operating Philosophies for Fired Process FurnacesDocument23 pagesOISD Standard on Process Design and Operating Philosophies for Fired Process Furnacespl_arunachalam79No ratings yet
- Pumps Final TeDocument48 pagesPumps Final Tegharsallah mounaNo ratings yet
- Enquiry Specification of OxidizerDocument28 pagesEnquiry Specification of OxidizerNikhileshkumarMishraNo ratings yet
- Industrial: Western European Energy Conservation Technologies For EvaporatorsDocument33 pagesIndustrial: Western European Energy Conservation Technologies For EvaporatorsPhoe ChitNo ratings yet
- WHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsDocument17 pagesWHCP - Design Calculation Notes For Accumulators, Pumps and Electrical MotorsYasin ElaswadNo ratings yet
- AIGA 047 - 08 Safe Preparation of Gas MixturesDocument25 pagesAIGA 047 - 08 Safe Preparation of Gas Mixturesfrapa070No ratings yet
- UOP PSA Polysep Membrane Integration Case StudyDocument1 pageUOP PSA Polysep Membrane Integration Case StudyamitNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Ligalub 50 PE - Peter Greven PDFDocument2 pagesLigalub 50 PE - Peter Greven PDFk2 polyNo ratings yet
- Bunner ControlDocument19 pagesBunner ControlHai NguyenNo ratings yet
- H2 PSA SlidesDocument16 pagesH2 PSA SlidesCristian TorrezNo ratings yet
- PDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety VesselDocument9 pagesPDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety Vesselhgag selimNo ratings yet
- Taroot QatifDocument37 pagesTaroot Qatifhgag selimNo ratings yet
- Tank 14m x12 M HeightDocument60 pagesTank 14m x12 M Heighthgag selim100% (1)
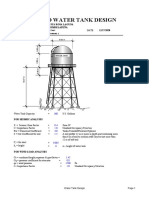
- Elevated Water Tank DesignDocument12 pagesElevated Water Tank DesignRuben Dario Posada B100% (3)
- Tank 14m x12 M HeightDocument60 pagesTank 14m x12 M Heighthgag selim100% (1)
- Vdocuments - MX - Silo Design CementDocument4 pagesVdocuments - MX - Silo Design Cementhgag selimNo ratings yet
- PDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety VesselDocument9 pagesPDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety Vesselhgag selimNo ratings yet
- Sawari Khbar 2Document42 pagesSawari Khbar 2hgag selimNo ratings yet
- Integral Forging (Compress Input Calculator)Document75 pagesIntegral Forging (Compress Input Calculator)hgag selimNo ratings yet
- Technical Points SummaryDocument10 pagesTechnical Points Summaryhgag selimNo ratings yet
- RectangularDocument6 pagesRectangularhgag selimNo ratings yet
- LCP709 TK 003Document41 pagesLCP709 TK 003hgag selimNo ratings yet
- Tank Calculations ReviewDocument44 pagesTank Calculations Reviewhgag selimNo ratings yet
- Effluent Crystalliser Feed Surge Tank 1 (LCP424-TK-010)Document37 pagesEffluent Crystalliser Feed Surge Tank 1 (LCP424-TK-010)hgag selimNo ratings yet
- Firefhting Tank 320M3Document26 pagesFirefhting Tank 320M3hgag selim100% (1)
- Tank Calculations Bid Steel 40 TonDocument34 pagesTank Calculations Bid Steel 40 Tonhgag selimNo ratings yet
- Spherical TankDocument6 pagesSpherical Tankhgag selimNo ratings yet
- Tanks LayoutDocument29 pagesTanks Layouthgag selimNo ratings yet
- Elastic MethodeDocument8 pagesElastic Methodehgag selimNo ratings yet
- Absorber tower flanges and nozzles MTODocument3 pagesAbsorber tower flanges and nozzles MTOhgag selimNo ratings yet
- IOUOUIOUIDocument3 pagesIOUOUIOUIhgag selimNo ratings yet
- Absorber tower flanges and nozzles MTODocument3 pagesAbsorber tower flanges and nozzles MTOhgag selimNo ratings yet
- Slam Wave Calc.Document1 pageSlam Wave Calc.hgag selimNo ratings yet
- Absorber tower flanges and nozzles MTODocument3 pagesAbsorber tower flanges and nozzles MTOhgag selimNo ratings yet
- Linearized Stress - Using Nodal Locations For Path Results in Workbench Mechanical 14.5 - PADTDocument16 pagesLinearized Stress - Using Nodal Locations For Path Results in Workbench Mechanical 14.5 - PADThgag selimNo ratings yet
- Tank Calculations SummaryDocument29 pagesTank Calculations Summaryhgag selimNo ratings yet
- PediculosisDocument14 pagesPediculosisREYMARK HACOSTA100% (1)
- PBS-P100 Facilities Standards GuideDocument327 pagesPBS-P100 Facilities Standards Guidecessna5538cNo ratings yet
- Google Search StringsDocument12 pagesGoogle Search StringsPrashant Sawnani100% (1)
- PropensityModels PDFDocument4 pagesPropensityModels PDFSarbarup BanerjeeNo ratings yet
- Icelandic Spells and SigilsDocument16 pagesIcelandic Spells and SigilsSimonida Mona Vulić83% (6)
- PedigreesDocument5 pagesPedigreestpn72hjg88No ratings yet
- Week 1 Gec 106Document16 pagesWeek 1 Gec 106Junjie FuentesNo ratings yet
- Stages of Intimate RelationshipsDocument4 pagesStages of Intimate RelationshipsKrystalline ParkNo ratings yet
- Chirag STDocument18 pagesChirag STchiragNo ratings yet
- Service Parts List: 54-26-0005 2551-20 M12™ FUEL™ SURGE™ 1/4" Hex Hydraulic Driver K42ADocument2 pagesService Parts List: 54-26-0005 2551-20 M12™ FUEL™ SURGE™ 1/4" Hex Hydraulic Driver K42AAmjad AlQasrawi100% (1)
- Design ThinkingDocument16 pagesDesign ThinkingbhattanitanNo ratings yet
- MATHEMATICAL ECONOMICSDocument54 pagesMATHEMATICAL ECONOMICSCities Normah0% (1)
- 99th Indian Science Congress (Bhubaneshwar)Document95 pages99th Indian Science Congress (Bhubaneshwar)Aadarsh DasNo ratings yet
- Akhmatova, Anna - 45 Poems With Requiem PDFDocument79 pagesAkhmatova, Anna - 45 Poems With Requiem PDFAnonymous 6N5Ew3No ratings yet
- Millennium Separation ReportDocument3 pagesMillennium Separation ReportAlexandra AkeNo ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- Presepsi Khalayak Terhadap Program Acara Televise Reality Show "Jika Aku Menjadi" Di Trans TVDocument128 pagesPresepsi Khalayak Terhadap Program Acara Televise Reality Show "Jika Aku Menjadi" Di Trans TVAngga DianNo ratings yet
- Useful Relations in Quantum Field TheoryDocument30 pagesUseful Relations in Quantum Field TheoryDanielGutierrez100% (1)
- More Than Moore: by M. Mitchell WaldropDocument4 pagesMore Than Moore: by M. Mitchell WaldropJuanjo ThepresisNo ratings yet
- 1571-1635319494618-Unit 04 Leadership and ManagementDocument48 pages1571-1635319494618-Unit 04 Leadership and ManagementdevindiNo ratings yet
- Virtio-Fs - A Shared File System For Virtual MachinesDocument21 pagesVirtio-Fs - A Shared File System For Virtual MachinesLeseldelaterreNo ratings yet
- Design & Construction of Substation 16P Painting System ComplianceDocument103 pagesDesign & Construction of Substation 16P Painting System ComplianceRamil LazNo ratings yet
- Jotrun TDSDocument4 pagesJotrun TDSBiju_PottayilNo ratings yet
- BarclaysDocument5 pagesBarclaysMehul KelkarNo ratings yet
- Biamp Vocia Catalog Apr2020Document24 pagesBiamp Vocia Catalog Apr2020Mahavir Shantilal DhokaNo ratings yet
- Indonesia Banks Bank Mandiri Trading Buy on Strong 9M21 EarningsDocument8 pagesIndonesia Banks Bank Mandiri Trading Buy on Strong 9M21 EarningsdkdehackerNo ratings yet
- TILE FIXING GUIDEDocument1 pageTILE FIXING GUIDEStavros ApostolidisNo ratings yet
- A Summer Internship Project ON " To Study The Supply Chain Management On Amul Fresh Products" AT GCMMF, AmulDocument19 pagesA Summer Internship Project ON " To Study The Supply Chain Management On Amul Fresh Products" AT GCMMF, AmulweetrydhNo ratings yet
- Daily Assessment RecordDocument4 pagesDaily Assessment Recordapi-342236522100% (2)
- Complete Guide To E-Commerce TechnologyDocument420 pagesComplete Guide To E-Commerce Technologypilatus100% (4)