You might also like
- 2921 - Vernier Height GaugesDocument5 pages2921 - Vernier Height GaugesSouvik MaityNo ratings yet
- Is.7599.1.1975 PART 1Document6 pagesIs.7599.1.1975 PART 1harpreet singhNo ratings yet
- Is 11498 1985Document8 pagesIs 11498 1985pramod100% (1)
- Is 11498 1985 PDFDocument8 pagesIs 11498 1985 PDFAcuteNo ratings yet
- Is 4278 1995Document19 pagesIs 4278 1995Adonis KumNo ratings yet
- Is 14271 1995 PDFDocument10 pagesIs 14271 1995 PDFAcuteNo ratings yet
- Disclosure To Promote The Right To Information: IS 6987 (1973) : Steel Precision Polygons (PGD 25: Engineering Metrology)Document8 pagesDisclosure To Promote The Right To Information: IS 6987 (1973) : Steel Precision Polygons (PGD 25: Engineering Metrology)FlorinMacoveiNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationdombipinNo ratings yet
- Is.10919.1984 ESP StandardDocument6 pagesIs.10919.1984 ESP StandardhbookNo ratings yet
- Is 2921 1988Document8 pagesIs 2921 1988Mark SauberNo ratings yet
- Is.6755.1980 0 PDFDocument7 pagesIs.6755.1980 0 PDFchepurthiNo ratings yet
- Is StandardDocument6 pagesIs StandardSridhar JenaNo ratings yet
- Is 10810-7 (1984)Document7 pagesIs 10810-7 (1984)Aroop Ratan SenNo ratings yet
- Disclosure To Promote The Right To InformationDocument31 pagesDisclosure To Promote The Right To InformationshivaNo ratings yet
- Is 8905 1987Document11 pagesIs 8905 1987QualityNo ratings yet
- Disclosure To Promote The Right To InformationDocument7 pagesDisclosure To Promote The Right To InformationSriram SubramanianNo ratings yet
- Disclosure To Promote The Right To InformationDocument33 pagesDisclosure To Promote The Right To InformationbisworupmNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationShivashish ChaturvediNo ratings yet
- इंटरनेट मानकDocument6 pagesइंटरनेट मानकVishal MistryNo ratings yet
- Disclosure To Promote The Right To InformationDocument24 pagesDisclosure To Promote The Right To InformationAtendra SinghNo ratings yet
- Shure m75-6Document2 pagesShure m75-6Rusu Cristian PetruNo ratings yet
- Is 6834 2 1976 PDFDocument7 pagesIs 6834 2 1976 PDFScripts TeamNo ratings yet
- Is 10587 1983Document7 pagesIs 10587 1983Abdelrahman Yehia IsmailNo ratings yet
- Is.12215.1987 0 PDFDocument7 pagesIs.12215.1987 0 PDFRAHULNo ratings yet
- Hy-Gain 473 clr-2Document7 pagesHy-Gain 473 clr-2Enrique Benitez100% (1)
- GA-92XT Manual 12-02Document18 pagesGA-92XT Manual 12-02Brian WardropNo ratings yet
- Is 101 5 2 1988 PDFDocument23 pagesIs 101 5 2 1988 PDFdombipinNo ratings yet
- Is 2365 1977 PDFDocument8 pagesIs 2365 1977 PDFshashikant gaurNo ratings yet
- Disclosure To Promote The Right To InformationDocument7 pagesDisclosure To Promote The Right To InformationAjayNo ratings yet
- Temper Tent SetupDocument72 pagesTemper Tent SetupAKsentinel100% (1)
- Model M75E: j?7I-TRACKDocument2 pagesModel M75E: j?7I-TRACKMazin SalamehNo ratings yet
- Ot Lights & Operating Tables PDFDocument60 pagesOt Lights & Operating Tables PDFcsclzNo ratings yet
- Unidad Focalizada 5 Vernier CaliperDocument7 pagesUnidad Focalizada 5 Vernier CaliperJuan Pablo BautistaNo ratings yet
- इंटरनेट मानक PGD 16Document7 pagesइंटरनेट मानक PGD 16Claudio De Sa OliveiraNo ratings yet
- Is 10810 53 1984Document7 pagesIs 10810 53 1984Avijit SharmaNo ratings yet
- File 01133Document16 pagesFile 01133giriNo ratings yet
- Carbide Endmill - 2019Document124 pagesCarbide Endmill - 2019ecarrilloNo ratings yet
- Methods of Test For Cables: Indian Standard "QQQM - RDocument3 pagesMethods of Test For Cables: Indian Standard "QQQM - RVatsalNo ratings yet
- Aero Tactical Manual WeaponDocument179 pagesAero Tactical Manual Weaponoso5755No ratings yet
- Dial Indicator GuideDocument25 pagesDial Indicator Guidekim salameraNo ratings yet
- Dado Sets Dado SetsDocument7 pagesDado Sets Dado SetsLuis GilNo ratings yet
- Disclosure To Promote The Right To InformationDocument5 pagesDisclosure To Promote The Right To InformationAithagani MithilaNo ratings yet
- Methods of Test For Cables: Indian Standard Y& "M-,4 R-F/RDocument3 pagesMethods of Test For Cables: Indian Standard Y& "M-,4 R-F/RVatsalNo ratings yet
- (Replacement Criteria For Traction Sheave) K 608007-01Document4 pages(Replacement Criteria For Traction Sheave) K 608007-01Ali DiabNo ratings yet
- Disclosure To Promote The Right To InformationDocument28 pagesDisclosure To Promote The Right To InformationSriram SubramanianNo ratings yet
- Is 2720 30 1980Document5 pagesIs 2720 30 1980Ayush GorasiyaNo ratings yet
- Effective Use of Gauges and Measuring InstrumentsDocument31 pagesEffective Use of Gauges and Measuring Instrumentsaizaz65No ratings yet
- Tappi T811Document5 pagesTappi T811Hà Trần MạnhNo ratings yet
- MODEL M75-6 Type 2: Data SheetDocument2 pagesMODEL M75-6 Type 2: Data SheetMazin SalamehNo ratings yet
- Is 6131 1980 Hardness-SquaredriveDocument8 pagesIs 6131 1980 Hardness-SquaredriveMiguel RuizNo ratings yet
- May Cat Goc PDFDocument4 pagesMay Cat Goc PDFMinh Nguyen TuanNo ratings yet
- 7 - Tensile Strength and Elongation at Break of Thermoplastic and Elastomeric Insulation and SheathDocument4 pages7 - Tensile Strength and Elongation at Break of Thermoplastic and Elastomeric Insulation and SheathPuspendra ShuklaNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To InformationRohan GadhveNo ratings yet
- Water Meter 2 PDFDocument26 pagesWater Meter 2 PDFsneha sarodeNo ratings yet
- Disclosure To Promote The Right To InformationDocument6 pagesDisclosure To Promote The Right To Informationkajale.shrikantNo ratings yet
- IS 8531 (1986) - Pulleys For Belt ConveyorsDocument6 pagesIS 8531 (1986) - Pulleys For Belt ConveyorsEquipmentDesignNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationSandeep ChoudharyNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Radar Target Detection: Handbook of Theory and PracticeFrom EverandRadar Target Detection: Handbook of Theory and PracticeRating: 5 out of 5 stars5/5 (1)
- EURAMET CG 11.01 Temperature IndicatorsDocument21 pagesEURAMET CG 11.01 Temperature IndicatorsSriniramu SriniramuNo ratings yet
- Deutscher Kalibrierdienst: Guideline DKD-R 5-1 Calibration of Resistance ThermometersDocument24 pagesDeutscher Kalibrierdienst: Guideline DKD-R 5-1 Calibration of Resistance Thermometersjonh66-1No ratings yet
- EURAMET cg-15 V 2.0 Guidelines Calibration Digital MultimetersDocument18 pagesEURAMET cg-15 V 2.0 Guidelines Calibration Digital Multimetersrobust calNo ratings yet
- Is 15468 2004Document8 pagesIs 15468 2004robust calNo ratings yet
- EURAMET Cg-10 V 2.0 Determination of Pitch DiameterDocument20 pagesEURAMET Cg-10 V 2.0 Determination of Pitch Diametersalamati2No ratings yet
- Resistance Value To TemperatureDocument1 pageResistance Value To Temperaturerobust calNo ratings yet
- Corrective and Preventive Action: Background of TermsDocument9 pagesCorrective and Preventive Action: Background of TermsArmando SaldañaNo ratings yet
- EURAMET Cg-15 V 2.0 Guidelines Calibration Digital Multi MetersDocument18 pagesEURAMET Cg-15 V 2.0 Guidelines Calibration Digital Multi MeterspopistinaNo ratings yet
- Nfrc100a 2010Document49 pagesNfrc100a 2010Amy ShepardNo ratings yet
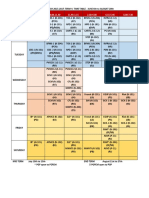
- Term 4 Time Table & Exam Schedule.Document4 pagesTerm 4 Time Table & Exam Schedule.Anonymous FD3MCd89ZNo ratings yet
- Acer Aspire 1710 (Quanta DT3) PDFDocument35 pagesAcer Aspire 1710 (Quanta DT3) PDFMustafa AkanNo ratings yet
- FMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFDocument10 pagesFMEA Errata Sheet ENG AIAG VDA FMEA Handbook 202000602 PDFBonny BonitoNo ratings yet
- 2018 General Education Reviewer Part 10 - 50 Questions With Answers - LET EXAM - Questions & AnswersDocument10 pages2018 General Education Reviewer Part 10 - 50 Questions With Answers - LET EXAM - Questions & AnswersScribdNo ratings yet
- DLP November 7 11 2022Document11 pagesDLP November 7 11 2022Harvey RabinoNo ratings yet
- Fines Tcs198 2x36wDocument8 pagesFines Tcs198 2x36wwilber ticonaNo ratings yet
- Kaparewetec Farnctbk GbematasDocument37 pagesKaparewetec Farnctbk Gbematasriani antartikaNo ratings yet
- Chapter 8: Financial Reporting and Management SystemsDocument6 pagesChapter 8: Financial Reporting and Management SystemsKate AlvarezNo ratings yet
- Distributed Tic-Tac-Toe: Requirements, Design & AnalysisDocument8 pagesDistributed Tic-Tac-Toe: Requirements, Design & AnalysisRitika AgnihotriNo ratings yet
- School Bundle 05 SlidesManiaDocument19 pagesSchool Bundle 05 SlidesManiaRazeta Putri SaniNo ratings yet
- Candidate Workshop ManualDocument45 pagesCandidate Workshop ManualMark Brewer100% (1)
- Britain, Germany and Colonial Violence in South-West Africa, 1884-1919Document238 pagesBritain, Germany and Colonial Violence in South-West Africa, 1884-1919Саша ШестаковаNo ratings yet
- Lisa Van Krieken CVDocument1 pageLisa Van Krieken CVapi-525455549No ratings yet
- Profile Shakeel Carpentry Joinery WorksDocument46 pagesProfile Shakeel Carpentry Joinery WorksShakeel Ahmad100% (1)
- Odato G-7 LP HomonymsDocument11 pagesOdato G-7 LP HomonymsIvy OdatoNo ratings yet
- Comparison and Evaluation of Anti-Windup PI Controllers: Xin-Lan Li, Jong-Gyu Park, and Hwi-Beom ShinDocument6 pagesComparison and Evaluation of Anti-Windup PI Controllers: Xin-Lan Li, Jong-Gyu Park, and Hwi-Beom ShinsaeedNo ratings yet
- Alumni Speaks... : Axay GandhiDocument4 pagesAlumni Speaks... : Axay GandhiSajal MorchhaleNo ratings yet
- ICs Interface and Motor DriversDocument4 pagesICs Interface and Motor DriversJohn Joshua MontañezNo ratings yet
- шпоры стилDocument19 pagesшпоры стилYuliia VasylchenkoNo ratings yet
- Anlage C DQC III-18 La DQC IV-18 LaDocument5 pagesAnlage C DQC III-18 La DQC IV-18 LaPEDRONo ratings yet
- Solid State Physics by Kettel Chapter 4Document17 pagesSolid State Physics by Kettel Chapter 4Taseer BalochNo ratings yet
- ECSS E ST 32 10C - Rev.1 (6march2009) PDFDocument24 pagesECSS E ST 32 10C - Rev.1 (6march2009) PDFTomaspockNo ratings yet
- NSTP Law and ROTC RequirementsDocument47 pagesNSTP Law and ROTC RequirementsJayson Lucena82% (17)
- Assignment 5: Engineering Utilities IiDocument4 pagesAssignment 5: Engineering Utilities IiRex SabersonNo ratings yet
- Species - Age of RebellionDocument10 pagesSpecies - Age of RebellionLeo VieiraNo ratings yet
- Frontal - Cortex Assess Battery FAB - ScaleDocument2 pagesFrontal - Cortex Assess Battery FAB - Scalewilliamsa01No ratings yet
- Physical-Science11 Q1 MODULE-1 08082020Document27 pagesPhysical-Science11 Q1 MODULE-1 08082020Cristilyn Briones67% (3)
- TwinCAT 3 Booklet PDFDocument17 pagesTwinCAT 3 Booklet PDFAlaeddin Ben HammedNo ratings yet
- 16656561931665656193FinancialModellingProfessional 1 (1) CompressedDocument17 pages16656561931665656193FinancialModellingProfessional 1 (1) CompressedDharmik UndaviyaNo ratings yet