You might also like
- Is StandardDocument6 pagesIs StandardSridhar JenaNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Is 2921 1988Document8 pagesIs 2921 1988Mark SauberNo ratings yet
- Flight Test Instrumentation: Proceedings of the Third International Symposium 1964From EverandFlight Test Instrumentation: Proceedings of the Third International Symposium 1964M. A. PerryNo ratings yet
- Is 2921 1988 PDFDocument8 pagesIs 2921 1988 PDFrobust calNo ratings yet
- Is 11498 1985Document8 pagesIs 11498 1985pramod100% (1)
- Is 11498 1985 PDFDocument8 pagesIs 11498 1985 PDFAcuteNo ratings yet
- Is 5706 1993Document11 pagesIs 5706 1993harpreet singhNo ratings yet
- Indian StandardDocument28 pagesIndian StandardskidamdnevnoNo ratings yet
- Is 14271 1995 PDFDocument10 pagesIs 14271 1995 PDFAcuteNo ratings yet
- Disclosure To Promote The Right To Information: IS 5359 (1987) : Sine Bars (PGD 25: Engineering Metrology)Document9 pagesDisclosure To Promote The Right To Information: IS 5359 (1987) : Sine Bars (PGD 25: Engineering Metrology)ayariseifallahNo ratings yet
- Disclosure To Promote The Right To Information: IS 2967 (1983) : External Micrometer (PGD 25: Engineering Metrology)Document9 pagesDisclosure To Promote The Right To Information: IS 2967 (1983) : External Micrometer (PGD 25: Engineering Metrology)Nirlando OliveiraNo ratings yet
- Is 7479 1985Document6 pagesIs 7479 1985sarath6725No ratings yet
- Gauging Practice For Plain SurfacesDocument20 pagesGauging Practice For Plain SurfacesAVINASHNo ratings yet
- Disclosure To Promote The Right To Information: IS 6987 (1973) : Steel Precision Polygons (PGD 25: Engineering Metrology)Document8 pagesDisclosure To Promote The Right To Information: IS 6987 (1973) : Steel Precision Polygons (PGD 25: Engineering Metrology)FlorinMacoveiNo ratings yet
- Is 2692 1989Document18 pagesIs 2692 1989Rajesh ChoudharyNo ratings yet
- Iso 5455 1979Document5 pagesIso 5455 1979dangminhNo ratings yet
- NDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungDocument7 pagesNDT of Rail Welds During The Construction of The Rapid Transportation System in KaohsiungBenzhar TubieraNo ratings yet
- ComparatorDocument20 pagesComparatorprakaashtNo ratings yet
- Is.1435.1991.r1.ra 2003Document10 pagesIs.1435.1991.r1.ra 2003Shoubhik MukherjeeNo ratings yet
- 5.EMM Lab ManualDocument38 pages5.EMM Lab ManualRakeshkumarcegNo ratings yet
- 2967 - External MicrometerDocument6 pages2967 - External MicrometerSouvik MaityNo ratings yet
- Differentiate Between Line Standard and End Standard of Measurement 1Document19 pagesDifferentiate Between Line Standard and End Standard of Measurement 1ghghgNo ratings yet
- Moy/Scmi/9: Centre For Basic, Thermal and Length Metrology National Physical LaboratoryDocument14 pagesMoy/Scmi/9: Centre For Basic, Thermal and Length Metrology National Physical LaboratorykumarNo ratings yet
- Is 12508 1988Document7 pagesIs 12508 1988nikita.gavhaneNo ratings yet
- Astm E1703 - E1703m-10 (2023)Document2 pagesAstm E1703 - E1703m-10 (2023)yasirNo ratings yet
- Angle DekkorDocument15 pagesAngle Dekkorarun elshaddaiNo ratings yet
- MMM Experiment No.3 PDFDocument5 pagesMMM Experiment No.3 PDFঅর্ঘ্য রায়No ratings yet
- CNC and Machining - ManualDocument47 pagesCNC and Machining - ManualBidyadhar GiriNo ratings yet
- Trough CompassDocument8 pagesTrough CompassShrey ManishNo ratings yet
- MMMDocument34 pagesMMMVaibhav Vithoba NaikNo ratings yet
- Methods of Test For Cables: Indian Standard Y& "M-,4 R-F/RDocument3 pagesMethods of Test For Cables: Indian Standard Y& "M-,4 R-F/RVatsalNo ratings yet
- IS Milling Test ChartDocument35 pagesIS Milling Test Chartkandasamy sivamuruganNo ratings yet
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForDocument3 pagesUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForSama UmateNo ratings yet
- Is 2720 30 1980Document5 pagesIs 2720 30 1980Ayush GorasiyaNo ratings yet
- IS 9483.1993 Indian Standard JIS B 7504Document10 pagesIS 9483.1993 Indian Standard JIS B 7504Bruno MauNo ratings yet
- Measuring Rut-Depth of Pavement Surfaces Using A StraightedgeDocument2 pagesMeasuring Rut-Depth of Pavement Surfaces Using A Straightedgesharif sayyid al mahdalyNo ratings yet
- Is 7018 1 1983Document5 pagesIs 7018 1 1983zulal.dogruelNo ratings yet
- 2505 PDFDocument11 pages2505 PDFAbhay BhosaleNo ratings yet
- Unit V ComparatorsDocument17 pagesUnit V ComparatorsPavan Kumar Bittu100% (1)
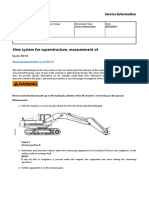
- Slew System For Superstructure, Measurement Of: Service InformationDocument4 pagesSlew System For Superstructure, Measurement Of: Service InformationDmitryNo ratings yet
- Is 4278 1995Document19 pagesIs 4278 1995Adonis KumNo ratings yet
- Water Meter 2 PDFDocument26 pagesWater Meter 2 PDFsneha sarodeNo ratings yet
- Is.3342.1998 SHOVELDocument18 pagesIs.3342.1998 SHOVELRavi MirzaNo ratings yet
- Micrometer Calibration Using Slip GaugesDocument6 pagesMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Reaffirmed 1999Document9 pagesReaffirmed 1999Frank StephensNo ratings yet
- M Series SPEX MonochromatorDocument20 pagesM Series SPEX Monochromatorstre0539100% (1)
- CRD - c521 CRD-C521-81 Standard Test Method For Frequency and Amplitude of Vibrators For ConcreteDocument2 pagesCRD - c521 CRD-C521-81 Standard Test Method For Frequency and Amplitude of Vibrators For ConcreteRazi BashirNo ratings yet
- 10 InstDocument12 pages10 InstreretreNo ratings yet
- EAN-70M Portable Tiltmeter Manual - R01 PDFDocument15 pagesEAN-70M Portable Tiltmeter Manual - R01 PDFrahuldevpatel5No ratings yet
- Precisionaire Gaging BriochureDocument12 pagesPrecisionaire Gaging BriochureWilfrido MartinezNo ratings yet
- R10Document9 pagesR10Bioteccsa LaboratoriosNo ratings yet
- IME 241 Manufacturing Processes Laboratory: Revised October, 2007Document34 pagesIME 241 Manufacturing Processes Laboratory: Revised October, 2007Foisal Ahmed MirzaNo ratings yet
- Dual Mass DCPDocument15 pagesDual Mass DCPDannyChacon100% (1)
- Subject Name:-Inspection and Quality Control Paper Code: - 121762/031762 Branch/Sem.: - Mechanical Engg./6thDocument30 pagesSubject Name:-Inspection and Quality Control Paper Code: - 121762/031762 Branch/Sem.: - Mechanical Engg./6thKaran KushwahaNo ratings yet
- Instrument Calibration ProcedureDocument10 pagesInstrument Calibration ProcedureMohammad Nurayzat JohariNo ratings yet
- Is Iso 10360 2 1994 PDFDocument15 pagesIs Iso 10360 2 1994 PDFYogesh AnapNo ratings yet
- Nist Standard For LPG MeteringDocument11 pagesNist Standard For LPG MeteringSofyan HadiNo ratings yet
- Greenland: Bering Sea Bering SeaDocument1 pageGreenland: Bering Sea Bering Seaharpreet singhNo ratings yet
- Tube MakingDocument7 pagesTube Makingharpreet singhNo ratings yet
- Astm D 1654-05 PDFDocument4 pagesAstm D 1654-05 PDFharpreet singh100% (1)
- Alloy C 22Document5 pagesAlloy C 22harpreet singhNo ratings yet
- Microsoft Word - DNV COC Quotation Request FormDocument3 pagesMicrosoft Word - DNV COC Quotation Request Formharpreet singhNo ratings yet
- 55ERS6Document1 page55ERS6harpreet singhNo ratings yet
- 55ERS6Document1 page55ERS6harpreet singhNo ratings yet
- Material Specification Sheet Saarstahl - 38Mnvs6 (38mnsivs5)Document1 pageMaterial Specification Sheet Saarstahl - 38Mnvs6 (38mnsivs5)harpreet singhNo ratings yet
- Bal Bharati Public School Ganga Ram Hospital Marg Formative Assessment No: 2 Subject: Science Class - Vii Assignment No: 2 Chapter - HeatDocument2 pagesBal Bharati Public School Ganga Ram Hospital Marg Formative Assessment No: 2 Subject: Science Class - Vii Assignment No: 2 Chapter - Heatharpreet singhNo ratings yet
- Motion Control Chap17 - SDocument90 pagesMotion Control Chap17 - SPlatin1976No ratings yet
- Merged TL Feedback PDFDocument295 pagesMerged TL Feedback PDFThembisa NobethaNo ratings yet
- Checklist For Evaluating SimDocument26 pagesChecklist For Evaluating SimNickole Ordiales100% (1)
- Insect Ecology Integrated Pest Management Dec. 3 2023Document16 pagesInsect Ecology Integrated Pest Management Dec. 3 2023bedalea07No ratings yet
- Inertia and Momentu GroupDocument10 pagesInertia and Momentu GroupayydenNo ratings yet
- A Report of The Aspen Institute's Dialogue On Sustainable Water Infrastructure in The USDocument43 pagesA Report of The Aspen Institute's Dialogue On Sustainable Water Infrastructure in The USapi-25924194100% (2)
- MikroenkapsulasiDocument21 pagesMikroenkapsulasiFadel TrianzahNo ratings yet
- LMAOOOODocument30 pagesLMAOOOOCarl JohnsonNo ratings yet
- How To Make SAG Template For Tower Spotting 1Document6 pagesHow To Make SAG Template For Tower Spotting 1Baris AybarsNo ratings yet
- Mechanism and Mechanical Vibration (Lab Work) Teaching PlanDocument8 pagesMechanism and Mechanical Vibration (Lab Work) Teaching PlanBelia NomeNo ratings yet
- Homolgy ModelingDocument19 pagesHomolgy ModelingJainendra JainNo ratings yet
- Cell Cycle: Dr. Jusuf Fantoni, Sppa, Msc. PathDocument22 pagesCell Cycle: Dr. Jusuf Fantoni, Sppa, Msc. PathdwiandarimaharaniNo ratings yet
- Compressor Sizing and CalculationDocument6 pagesCompressor Sizing and CalculationOghale B. E. Omuabor100% (6)
- MCE 313 NotesDocument17 pagesMCE 313 NotesMotiv8No ratings yet
- Only One Option Correct: Type 1.Document2 pagesOnly One Option Correct: Type 1.Adarsh AmitNo ratings yet
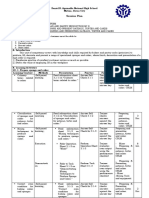
- 03 Sample Session Plan BPP NC II 0714Document6 pages03 Sample Session Plan BPP NC II 0714Mariel UrsabiaNo ratings yet
- EJPB - Volume 26 - Issue 2 - Pages 279-296Document18 pagesEJPB - Volume 26 - Issue 2 - Pages 279-296Mourad TaibiNo ratings yet
- ICL7106, ICL7107, ICL7106S, ICL7107S: 3 / Digit, LCD/LED Display, A/D ConvertersDocument17 pagesICL7106, ICL7107, ICL7106S, ICL7107S: 3 / Digit, LCD/LED Display, A/D ConvertersDave MartzNo ratings yet
- Physical Science Module 5 Quarter 2Document13 pagesPhysical Science Module 5 Quarter 2John Lawrence Baniqued Abol100% (1)
- Physics SpoonDocument60 pagesPhysics SpoonOhMiC gamingNo ratings yet
- The 58th Congregation For The Conferment of Degrees and Award of DiplomasDocument143 pagesThe 58th Congregation For The Conferment of Degrees and Award of DiplomasCynthia IkamariNo ratings yet
- 15 Professional Development Skills For Modern TeachersDocument3 pages15 Professional Development Skills For Modern TeachersAndevie Balili IguanaNo ratings yet
- CLPWDocument13 pagesCLPWRoselyn Lictawa Dela CruzNo ratings yet
- Scuderi Split Cycle EngineDocument8 pagesScuderi Split Cycle EnginefalconnNo ratings yet
- Lab Grown MeatDocument17 pagesLab Grown MeatSaya SufiaNo ratings yet
- Introduction To Pharmaceutical MicrobiologyDocument35 pagesIntroduction To Pharmaceutical MicrobiologylorrainebarandonNo ratings yet
- Week3 Slides Quantifying+Rewards+and+UncertaintyDocument27 pagesWeek3 Slides Quantifying+Rewards+and+UncertaintyKinnata NikkoNo ratings yet
- Spec. For InsulationDocument45 pagesSpec. For InsulationVivek ShettyNo ratings yet
- T1 - Road DesignDocument19 pagesT1 - Road DesignMonishaNo ratings yet
- "Why Don't We Complain" by William F. Buckley Jr.Document1 page"Why Don't We Complain" by William F. Buckley Jr.Tavar HerbertNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- BIM and Construction Management: Proven Tools, Methods, and WorkflowsFrom EverandBIM and Construction Management: Proven Tools, Methods, and WorkflowsNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Real Life: Construction Management Guide from A-ZFrom EverandReal Life: Construction Management Guide from A-ZRating: 4.5 out of 5 stars4.5/5 (4)
- Civil Engineer's Handbook of Professional PracticeFrom EverandCivil Engineer's Handbook of Professional PracticeRating: 4.5 out of 5 stars4.5/5 (2)
- Sustainable Design and Build: Building, Energy, Roads, Bridges, Water and Sewer SystemsFrom EverandSustainable Design and Build: Building, Energy, Roads, Bridges, Water and Sewer SystemsNo ratings yet
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (242)
- Connections in Steel Structures III: Behaviour, Strength and DesignFrom EverandConnections in Steel Structures III: Behaviour, Strength and DesignRating: 4 out of 5 stars4/5 (6)
- Welding for Beginners in Fabrication: The Essentials of the Welding CraftFrom EverandWelding for Beginners in Fabrication: The Essentials of the Welding CraftRating: 5 out of 5 stars5/5 (5)
- The Aqua Group Guide to Procurement, Tendering and Contract AdministrationFrom EverandThe Aqua Group Guide to Procurement, Tendering and Contract AdministrationMark HackettRating: 4 out of 5 stars4/5 (1)
- The Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishFrom EverandThe Everything Woodworking Book: A Beginner's Guide To Creating Great Projects From Start To FinishRating: 4 out of 5 stars4/5 (3)
- Essential Building Science: Understanding Energy and Moisture in High Performance House DesignFrom EverandEssential Building Science: Understanding Energy and Moisture in High Performance House DesignRating: 5 out of 5 stars5/5 (1)
- Estimating Construction Profitably: Developing a System for Residential EstimatingFrom EverandEstimating Construction Profitably: Developing a System for Residential EstimatingNo ratings yet
- Even More Schedule for Sale: Advanced Work Packaging, for Construction ProjectsFrom EverandEven More Schedule for Sale: Advanced Work Packaging, for Construction ProjectsNo ratings yet
- The Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyFrom EverandThe Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyRating: 4 out of 5 stars4/5 (1)
- The Homeowner's DIY Guide to Electrical WiringFrom EverandThe Homeowner's DIY Guide to Electrical WiringRating: 5 out of 5 stars5/5 (2)
- Building Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesFrom EverandBuilding Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesNo ratings yet
- Markup & Profit: A Contractor's Guide, RevisitedFrom EverandMarkup & Profit: A Contractor's Guide, RevisitedRating: 5 out of 5 stars5/5 (11)
- Construction Process Planning and Management: An Owner's Guide to Successful ProjectsFrom EverandConstruction Process Planning and Management: An Owner's Guide to Successful ProjectsRating: 4 out of 5 stars4/5 (13)
- Fire Protection Engineering in Building DesignFrom EverandFire Protection Engineering in Building DesignRating: 4.5 out of 5 stars4.5/5 (5)
- Building Construction Technology: A Useful Guide - Part 2From EverandBuilding Construction Technology: A Useful Guide - Part 2Rating: 5 out of 5 stars5/5 (1)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseFrom EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseRating: 5 out of 5 stars5/5 (3)