You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Purlin DesignDocument9 pagesPurlin DesignVhorn TiuNo ratings yet
- Electric Circuits QPDocument12 pagesElectric Circuits QPishaNo ratings yet
- Early Models of The Universe EEFFFFDocument26 pagesEarly Models of The Universe EEFFFFMarArizala100% (1)
- Transmission Voltage and Conductor Selection Methodology With Loss and Max Current CalculationDocument9 pagesTransmission Voltage and Conductor Selection Methodology With Loss and Max Current CalculationSaurav BhattaraiNo ratings yet
- Jean de Climont - The Worldwide List-Of1Document501 pagesJean de Climont - The Worldwide List-Of1dejandimitrijeNo ratings yet
- Proposed: Soil Resistivity Two-Layer Model, Standard and Standard 81-1983Document3 pagesProposed: Soil Resistivity Two-Layer Model, Standard and Standard 81-1983Carlos Andrés Ruiz HernandezNo ratings yet
- Rankine CycleDocument7 pagesRankine Cycledeepakkesri260% (1)
- Properties of FluidDocument41 pagesProperties of FluidSyauqi SubriNo ratings yet
- Civil Design Help Foundation For Machines PDFDocument4 pagesCivil Design Help Foundation For Machines PDFSheissNo ratings yet
- A 90 Imeko-0236 Pen1 RudiDocument4 pagesA 90 Imeko-0236 Pen1 RudiHafidNo ratings yet
- A 89 Imeko-0205 Pen1 MailDocument5 pagesA 89 Imeko-0205 Pen1 MailHafidNo ratings yet
- A 92 IMEKO-0251 Pen1 JaluDocument5 pagesA 92 IMEKO-0251 Pen1 JaluHafidNo ratings yet
- A - 88 - IMEKO-0129 - Pen 1 - BenDocument5 pagesA - 88 - IMEKO-0129 - Pen 1 - BenHafidNo ratings yet
- A 18 KIM-LIPI Report GravitasiDocument11 pagesA 18 KIM-LIPI Report GravitasiHafidNo ratings yet
- Revision Guide Unit 1Document76 pagesRevision Guide Unit 1Amie PorterNo ratings yet
- 00.1 em Wave Propagation FULL NADocument12 pages00.1 em Wave Propagation FULL NAPiyush KhuleNo ratings yet
- 11 Physics Kinematics Test 02Document1 page11 Physics Kinematics Test 02Edukondalu NamepalliNo ratings yet
- Revised 2023-24 - Sr.2Hrs Programme - Teaching & Test Schedule@17!10!2023Document67 pagesRevised 2023-24 - Sr.2Hrs Programme - Teaching & Test Schedule@17!10!2023suhasiyer02No ratings yet
- Correcting Faults That CauseDocument6 pagesCorrecting Faults That Causearmando nolasco rodriguezNo ratings yet
- E401Document4 pagesE401Katrina BucudNo ratings yet
- Coal Combustion Simulation in FLUENTDocument72 pagesCoal Combustion Simulation in FLUENTDanish Iqbal100% (1)
- Absorptiom and EmissionDocument48 pagesAbsorptiom and EmissionashishNo ratings yet
- Maxwell-Boltzmann DistributionDocument19 pagesMaxwell-Boltzmann Distributiondhaya100% (1)
- Ultraviolet RadiationDocument3 pagesUltraviolet RadiationbirlacementNo ratings yet
- Lighting and AcousticsDocument18 pagesLighting and Acousticsmahira bhatiaNo ratings yet
- Jee Eamcet Ap TSDocument9 pagesJee Eamcet Ap TSChandra mohith.V reddyNo ratings yet
- Experiment No. 4 (Viscosity)Document9 pagesExperiment No. 4 (Viscosity)Ranie MagpocNo ratings yet
- 3330604Document3 pages3330604dhwaniNo ratings yet
- Ch. 10 Homework Models For Conjugated SystemsDocument3 pagesCh. 10 Homework Models For Conjugated SystemsASUPREMEANo ratings yet
- 5054 w16 QP 12 PDFDocument16 pages5054 w16 QP 12 PDFPatrick Prem GomesNo ratings yet
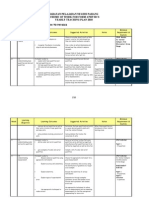
- Physics Form 4 Yearly Lesson Plan 2010Document26 pagesPhysics Form 4 Yearly Lesson Plan 2010Mohd Khairul AnuarNo ratings yet
- EM10Document11 pagesEM10Johannes MaputsiNo ratings yet
- UPSC EPFO APFC Full CourseDocument2 pagesUPSC EPFO APFC Full CourseSwapnendu Kumar JenaNo ratings yet
- Amilan® CM3001-NDocument3 pagesAmilan® CM3001-NagungNo ratings yet
- Continuity Equation PDFDocument5 pagesContinuity Equation PDFRahul YadavNo ratings yet