You might also like
- ASME IX PresentationDocument68 pagesASME IX PresentationHari Babu100% (4)
- Surface Tension Transfer (STT) Pipe WeldingDocument3 pagesSurface Tension Transfer (STT) Pipe WeldingahmedNo ratings yet
- The Alternative To PWHT Temper Bead Welding by Walter J SperkoDocument64 pagesThe Alternative To PWHT Temper Bead Welding by Walter J Sperkosusanweb100% (3)
- Introduction of Iso Tank ContainersDocument10 pagesIntroduction of Iso Tank ContainerswenigmaNo ratings yet
- En 29692Document17 pagesEn 29692bradu09100% (1)
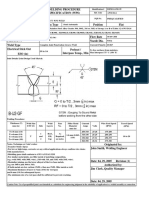
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 pagesSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Ellysda Aulya SantyNo ratings yet
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Note 1 Approving Welding Procedure - Process FlowDocument26 pagesNote 1 Approving Welding Procedure - Process FlowMohamad Yusuf HelmiNo ratings yet
- Welding& Inspection WPS& WelderDocument112 pagesWelding& Inspection WPS& WelderNitesh Garg100% (7)
- ASME P-Numbers 1Document2 pagesASME P-Numbers 1SH1961No ratings yet
- API Acceptance CriteriaDocument1 pageAPI Acceptance CriteriaravigurajapuNo ratings yet
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsNo ratings yet
- WeldingDocument9 pagesWeldingkiraneluruNo ratings yet
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- Strip CladingDocument26 pagesStrip Cladingviswamanoj100% (1)
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- 8474l 000 Jss 6300 001 1 General Requirements For WeldingDocument69 pages8474l 000 Jss 6300 001 1 General Requirements For WeldinglebienthuyNo ratings yet
- Position of Welds ComparisonDocument3 pagesPosition of Welds ComparisonYuvaraj SathishNo ratings yet
- CV FormateDocument8 pagesCV Formatetariq_hussain_20No ratings yet
- Heat Input Effects in WeldingDocument34 pagesHeat Input Effects in WeldingMohammed SulemanNo ratings yet
- Filler Metal Selection Guide Rev (1) - 1 2Document3 pagesFiller Metal Selection Guide Rev (1) - 1 2Bipin SinghNo ratings yet
- Submerged Arc WeldingDocument64 pagesSubmerged Arc WeldingLương Hồ Vũ100% (1)
- Types of Flanges-Definition of FlangesDocument4 pagesTypes of Flanges-Definition of FlangesindikumaNo ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Asme Form U-1. v-11201 ADocument3 pagesAsme Form U-1. v-11201 ASalman KhanNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Gmaw Complete Aws d1.6Document1 pageGmaw Complete Aws d1.6Silvia CardenasNo ratings yet
- Stainless Steel 321Document2 pagesStainless Steel 321Fadhil Azhar Abdul RahmanNo ratings yet
- Acceptance Criteria Asme B31.3 PDFDocument1 pageAcceptance Criteria Asme B31.3 PDFAhmad Rizki100% (1)
- Weld GaugesDocument15 pagesWeld GaugessojeckNo ratings yet
- A WPS Is A Document That Describes How Welding Is To Be Carried Out in ProductionDocument3 pagesA WPS Is A Document That Describes How Welding Is To Be Carried Out in Productionukavathekar100% (1)
- Clad RestorationDocument48 pagesClad RestorationsalunkheclNo ratings yet
- Welding Presentation by NoreastDocument78 pagesWelding Presentation by Noreastravi00098No ratings yet
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 pagesB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNo ratings yet
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementgaurangNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Piping Standards and Codes: American Society of Mechanical EngineersDocument3 pagesPiping Standards and Codes: American Society of Mechanical EngineersPSKUMAR2012No ratings yet
- Go Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionDocument2 pagesGo Back To Wilson Supply Gas - Welding Supplies Page: AWS Class Polarity DescriptionmohamedabubackerNo ratings yet
- Imp-Comparison of SpecificationsDocument7 pagesImp-Comparison of SpecificationsKetan PatelNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Questions & Answers: NDT Viernes, 15 de Septiembre de 2017Document7 pagesQuestions & Answers: NDT Viernes, 15 de Septiembre de 2017Percy Junior Berrios MuñozNo ratings yet
- Specification Requirement For CRA & CRA Clad PipelineDocument2 pagesSpecification Requirement For CRA & CRA Clad PipelineSơn Nguyễn TháiNo ratings yet
- Valves Inspection - General Requirement - ENDocument18 pagesValves Inspection - General Requirement - ENABDELKADER BENABDALLAHNo ratings yet
- Surface Tension Transfer (STT) : ApplicationDocument6 pagesSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5No ratings yet
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiNo ratings yet
- Pipe PWHTDocument3 pagesPipe PWHTTridib Dey0% (1)
- Ttransition JointsDocument15 pagesTtransition JointsAdil HasanovNo ratings yet
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 pagesCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Ahmed Hassan100% (1)
- WPS, PQR, WPQDocument2 pagesWPS, PQR, WPQESL100% (1)
- WPS FormatDocument7 pagesWPS FormatPradip SalunkheNo ratings yet
- QAPDocument31 pagesQAPlohitha100% (1)
- WPS SummaryDocument33 pagesWPS SummaryMidhun K ChandraboseNo ratings yet
- Heat Treatment ManualDocument25 pagesHeat Treatment Manualraj101086100% (1)
- Note-8 WQT-Material, Position and Acceptance CriteriaDocument19 pagesNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88No ratings yet
- Aws and Asme WpsDocument59 pagesAws and Asme Wpsfaizalzol100% (1)
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- ASME Sec IXDocument46 pagesASME Sec IXShyam Singh100% (2)
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Anidhinchandranvs67% (3)
- How To Write A Welding Procedure SpecificationDocument5 pagesHow To Write A Welding Procedure SpecificationBN JadhavNo ratings yet
- 102 Welding QualificationsDocument27 pages102 Welding Qualificationsdayalram100% (1)
- Asme Section IX Educational SeriesDocument144 pagesAsme Section IX Educational Seriesglazetm100% (6)
- Welding Procedure SpecificationDocument6 pagesWelding Procedure SpecificationJorge SanchezNo ratings yet
- Distortion in Welding 1111111Document40 pagesDistortion in Welding 1111111wenigma100% (1)
- 316L Korozif Kimyasallar Için MalzemelerDocument5 pages316L Korozif Kimyasallar Için MalzemelerwenigmaNo ratings yet
- Fertilizer Industry Tcm11-16156 Rotary DryerDocument4 pagesFertilizer Industry Tcm11-16156 Rotary DryerwenigmaNo ratings yet
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- Dimensions and Weight of Pipes According Norm ANSI B 36.19 and 36.10Document2 pagesDimensions and Weight of Pipes According Norm ANSI B 36.19 and 36.10wenigmaNo ratings yet
- ISO 1127 and ASTM Pipe TolerancesDocument1 pageISO 1127 and ASTM Pipe ToleranceswenigmaNo ratings yet
- Thermokopullar HakkındaDocument1 pageThermokopullar HakkındawenigmaNo ratings yet
- Endüstriyel Normlar ISO 1127 Amerikan Inch 11850 Karşılığı MM SMS (ISO 2037) DIN 11850 MM Alfa Laval DIN11850 Alman Alfa LavalDocument1 pageEndüstriyel Normlar ISO 1127 Amerikan Inch 11850 Karşılığı MM SMS (ISO 2037) DIN 11850 MM Alfa Laval DIN11850 Alman Alfa LavalwenigmaNo ratings yet
- Quality and Production Certificates: Kalite Ve Üretim SertifikalariDocument1 pageQuality and Production Certificates: Kalite Ve Üretim SertifikalariwenigmaNo ratings yet
- Pressure Vessels and EquipmentDocument16 pagesPressure Vessels and EquipmentwenigmaNo ratings yet
- Saçların Eski Ve Yeni AdıDocument8 pagesSaçların Eski Ve Yeni AdıwenigmaNo ratings yet
- Datasheet 25104l enDocument3 pagesDatasheet 25104l enwenigmaNo ratings yet
- Tig Torç Kataloğu PDFDocument40 pagesTig Torç Kataloğu PDFwenigmaNo ratings yet
- Stud Welding Capacitive Discharge WeldingDocument30 pagesStud Welding Capacitive Discharge WeldingwenigmaNo ratings yet
- 0628e - Price Listing of CodesstandardsDocument1 page0628e - Price Listing of Codesstandardskabardey46No ratings yet
- Plasma CuttingDocument229 pagesPlasma CuttingTilak MoundekarNo ratings yet
- Reference - Poor Fusion and Lack of Penetration - Cause and CountermeasureDocument4 pagesReference - Poor Fusion and Lack of Penetration - Cause and CountermeasurePrakash RajNo ratings yet
- UTInsulation Form 09Document2 pagesUTInsulation Form 09sandyolkowskiNo ratings yet
- 60 M.bow String Girder-10411-5-RDocument1 page60 M.bow String Girder-10411-5-RkesharinareshNo ratings yet
- Asahi/America: Shell and Tube Heat ExchangersDocument3 pagesAsahi/America: Shell and Tube Heat Exchangerscentauro64No ratings yet
- 3.3 Catalogo Tem3Document18 pages3.3 Catalogo Tem3Deison F. Arango A.No ratings yet
- ME 322: Manufacturing Processes: SemesterDocument2 pagesME 322: Manufacturing Processes: SemesterNawaf Al-TamimiNo ratings yet
- CSWIP 3.2 Course Material 2016Document418 pagesCSWIP 3.2 Course Material 2016skychurch97% (30)
- Saep 323Document8 pagesSaep 323brecht1980100% (1)
- Welding & Types: Comprehension Report-3Document10 pagesWelding & Types: Comprehension Report-3sathesh waranNo ratings yet
- Avesta Brand EngDocument17 pagesAvesta Brand Engkamals55No ratings yet
- SP-2318 - Specification For Welding of PipelinesDocument33 pagesSP-2318 - Specification For Welding of Pipelinesarjunprasannan7No ratings yet
- Airwell-Light-Cac 2012 A Exp GB Bd-1 PDFDocument40 pagesAirwell-Light-Cac 2012 A Exp GB Bd-1 PDFAdil Abdo100% (1)
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Carrier 35e InstalacionDocument24 pagesCarrier 35e InstalacionWeb LogueandoNo ratings yet
- AWS SWPS MatrixDocument12 pagesAWS SWPS MatrixMalcolm DiamondNo ratings yet
- GWAW Welding SpecificationDocument2 pagesGWAW Welding SpecificationSaurabh GuptaNo ratings yet
- Study of Electric Arc Welding Process and Various Types of JointDocument12 pagesStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNo ratings yet
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Cswip Training SlidesDocument159 pagesCswip Training SlidesNsidibe Michael Etim100% (2)
- Fundamentals of Welding and JoiningDocument41 pagesFundamentals of Welding and JoiningAragaw MuluNo ratings yet
- API 577 Reading ChecklistDocument1 pageAPI 577 Reading ChecklistbacabacabacaNo ratings yet
- Price Quotation Form: Technical Education & Skills Development AuthorityDocument2 pagesPrice Quotation Form: Technical Education & Skills Development AuthorityKhael Angelo Zheus JaclaNo ratings yet
- Assignment 1 WeldingDocument11 pagesAssignment 1 WeldingLee Eyyh DeeNo ratings yet
- V5100 - V6000 - 03 - EN PlanchaDocument164 pagesV5100 - V6000 - 03 - EN PlanchaAriel AvalosNo ratings yet
- TopCorbelco - WPS FCAW Sa 516 GR 70Document6 pagesTopCorbelco - WPS FCAW Sa 516 GR 70miltonangulomorrisNo ratings yet
- WPS 84281 R06Document1 pageWPS 84281 R06Ritesh kumarNo ratings yet