You might also like
- Analysis of Indeteminate StructuresDocument11 pagesAnalysis of Indeteminate StructuresAbbasabbasiNo ratings yet
- Q and A Refinery ProcessesDocument9 pagesQ and A Refinery ProcessesnishilgeorgeNo ratings yet
- Common Engineering Unit ConversionsDocument3 pagesCommon Engineering Unit Conversionsravandkumar100% (1)
- 061585673X CodingDocument689 pages061585673X CodingHawkins Chin100% (2)
- Rev1 General Heat Treatment Procedure PDFDocument45 pagesRev1 General Heat Treatment Procedure PDFLeah LarsonNo ratings yet
- EURAMET CG 17.01 Electromechanical ManometersDocument36 pagesEURAMET CG 17.01 Electromechanical Manometersyohagg100% (1)
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNo ratings yet
- Heat Treatment of Pressure VesselsDocument14 pagesHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- Calculate The Relieving Temperature & Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP MethodDocument3 pagesCalculate The Relieving Temperature & Latent Heat of Vaporization For Fire Case PSV Sizing by Shell DEP Methodrohitkush80% (5)
- Electrochemistry and Corrosion ScienceDocument62 pagesElectrochemistry and Corrosion ScienceAlex LakeNo ratings yet
- ReflowDocument7 pagesReflowAshraf BadriNo ratings yet
- Makalah Convection Section Cleaning 4Document7 pagesMakalah Convection Section Cleaning 4akjayaNo ratings yet
- Technical Survey of Steam Reformer To Control Tube Metal TemperatureDocument8 pagesTechnical Survey of Steam Reformer To Control Tube Metal Temperaturepf06No ratings yet
- Jacobson DevelopingDocument420 pagesJacobson DevelopingAndrea100% (1)
- Controlling Film Temperature in Fired Heaters PDFDocument4 pagesControlling Film Temperature in Fired Heaters PDFPablo PaganiNo ratings yet
- Pipe ThicknessDocument8 pagesPipe ThicknessvijayunityNo ratings yet
- Optimizing Hot Gas Defrost 2Document24 pagesOptimizing Hot Gas Defrost 2Marcelo RuaniNo ratings yet
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Experimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingDocument8 pagesExperimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingRafael Calle Napoleon LuisNo ratings yet
- DB - PTCR Rev. 10 - 07.12.2022Document4 pagesDB - PTCR Rev. 10 - 07.12.2022zero zeroNo ratings yet
- Lecture 5Document11 pagesLecture 5Rahmeh EL saaiedehNo ratings yet
- Siemens 1 GTX 100 TurbineDocument16 pagesSiemens 1 GTX 100 TurbinejparmarNo ratings yet
- Rossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usDocument10 pagesRossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usXin LiNo ratings yet
- Digital Bomb Calorimeter ManualDocument24 pagesDigital Bomb Calorimeter ManualVel Murugan100% (1)
- Combustion Efficiency Turbine Engines: StewartDocument4 pagesCombustion Efficiency Turbine Engines: StewartVishnu Chemmanadu Aravind100% (1)
- Calibration of Radiation Thermometry FixDocument11 pagesCalibration of Radiation Thermometry FixAufaGuenevereNo ratings yet
- RTP AsOne 150Document6 pagesRTP AsOne 150Hitesh KambleNo ratings yet
- A Furnace For Thermocouple Calibrations To 2,200 °C: Douglas B. ThomasDocument6 pagesA Furnace For Thermocouple Calibrations To 2,200 °C: Douglas B. ThomasThuận HoàngNo ratings yet
- Heat Treatment of Pressure VesselsDocument31 pagesHeat Treatment of Pressure VesselsAkeel Aijaz Malik100% (1)
- Realities of Heat Flux in Fired HeatersDocument5 pagesRealities of Heat Flux in Fired HeatersSushil SharmaNo ratings yet
- Calorimeter in The Cement IndustryDocument5 pagesCalorimeter in The Cement IndustryDavid SimanungkalitNo ratings yet
- 0354-98361000078R ImpDocument8 pages0354-98361000078R ImpSuresh ChinniNo ratings yet
- CFBC CatalogueDocument4 pagesCFBC CatalogueD NageshNo ratings yet
- Digital Bomb Calorimeter Instruction ManualDocument18 pagesDigital Bomb Calorimeter Instruction ManualRajesh JangirNo ratings yet
- A Lining Management System For Submerged Arc FurnacesDocument10 pagesA Lining Management System For Submerged Arc FurnacesismaglezhNo ratings yet
- An Estimation of A Billet Temperature During Reheating Furnace OperationDocument8 pagesAn Estimation of A Billet Temperature During Reheating Furnace Operationrazen_inNo ratings yet
- D720-Standard Test Method For Free-Swelling Index of CoalDocument5 pagesD720-Standard Test Method For Free-Swelling Index of CoalTitin KustiniNo ratings yet
- 2022 ASME GTP Combustor Exit Temperature FactorsDocument14 pages2022 ASME GTP Combustor Exit Temperature FactorsJUN LAINo ratings yet
- Composite Materials Characterization by Means DSCDocument27 pagesComposite Materials Characterization by Means DSCSukontip SuethaoNo ratings yet
- D 1857 - 03 - Rde4ntcDocument4 pagesD 1857 - 03 - Rde4ntcphaindikaNo ratings yet
- Softening PointDocument6 pagesSoftening PointMohd Zairul Shafiq ZakariaNo ratings yet
- Toaster Reverse EngeneeringDocument15 pagesToaster Reverse Engeneeringapi-279282047No ratings yet
- Isotech Puntos FijosDocument11 pagesIsotech Puntos FijosAlexander MartinezNo ratings yet
- Experiment B Temperature Measurement and Control: ObjectivesDocument11 pagesExperiment B Temperature Measurement and Control: ObjectivesVishalNo ratings yet
- (D 720 - 91) Swelling Index ApparatusDocument5 pages(D 720 - 91) Swelling Index Apparatusss-leaks100% (1)
- Post Weld Heat TreatmentDocument3 pagesPost Weld Heat TreatmentpvdrameshNo ratings yet
- Extending Kettle LifeDocument7 pagesExtending Kettle LifeSky Ong CwNo ratings yet
- 1Document1 page1aryanengineers6No ratings yet
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Energies 13 03655 PDFDocument22 pagesEnergies 13 03655 PDFNavamani PrakashNo ratings yet
- Control Continuous Annealing Copper Strips ModellingDocument18 pagesControl Continuous Annealing Copper Strips ModellingKUNAL GUPTANo ratings yet
- Microsoft Word - HT LAB MANUAL - Doc 2013-14 PDFDocument74 pagesMicrosoft Word - HT LAB MANUAL - Doc 2013-14 PDFbhulakshmideviNo ratings yet
- International Journal of Thermal Sciences: Jaykumar Patel, Kinnari Parekh, R.V. UpadhyayDocument6 pagesInternational Journal of Thermal Sciences: Jaykumar Patel, Kinnari Parekh, R.V. UpadhyayKhadija AminNo ratings yet
- Feasibility of In-Situ Combustion of Tar From A Tarmat ReservoirDocument16 pagesFeasibility of In-Situ Combustion of Tar From A Tarmat ReservoirReservorio UagrmNo ratings yet
- Crude Oil Fouling in A Pilot-Scale Parallel Tube ApparatusDocument10 pagesCrude Oil Fouling in A Pilot-Scale Parallel Tube Apparatusemi222222No ratings yet
- Materials: Combustion Synthesis of Porous Tic/Ti Composite by A Self-Propagating ModeDocument9 pagesMaterials: Combustion Synthesis of Porous Tic/Ti Composite by A Self-Propagating ModeAhmad AlbarudinNo ratings yet
- Twtmeasurement Bestpractices 131212155525 Phpapp01 PDFDocument10 pagesTwtmeasurement Bestpractices 131212155525 Phpapp01 PDFwasayNo ratings yet
- Fuel NozzlesDocument3 pagesFuel Nozzlesfrancisco_navas4479100% (1)
- Summer Internship Project ReportDocument25 pagesSummer Internship Project ReportDebjit SarkarNo ratings yet
- Appl of TGA For Fossil Fuels PDFDocument509 pagesAppl of TGA For Fossil Fuels PDFPondok HudaNo ratings yet
- Distillation Furnace Inspection - ColemanDocument6 pagesDistillation Furnace Inspection - ColemanDean CatNo ratings yet
- Rapid Determination Steel-Making: of CarbonDocument4 pagesRapid Determination Steel-Making: of CarbontabibkarimNo ratings yet
- 2004revconditionscokeform PDFDocument5 pages2004revconditionscokeform PDFMili Bueno RivasNo ratings yet
- Turbine RollingDocument6 pagesTurbine RollingPraveen DwivediNo ratings yet
- Feasibility Study of Forced Cooling of A Super-Critical Steam Turbine After A Shut Down of A Power Generating UnitDocument14 pagesFeasibility Study of Forced Cooling of A Super-Critical Steam Turbine After A Shut Down of A Power Generating UnitPPG CoverNo ratings yet
- User's Guide: Laboratory Grade, Bench Top Mini Wind TunnelDocument18 pagesUser's Guide: Laboratory Grade, Bench Top Mini Wind TunneljunkcanNo ratings yet
- G103 - A2LA Guide For Estimation of Uncertainty of Dimensional Calibration and Testing ResultsDocument30 pagesG103 - A2LA Guide For Estimation of Uncertainty of Dimensional Calibration and Testing ResultsjunkcanNo ratings yet
- Uncertainty Propagation Using Taylor Series Expansion and A SpreadsheetDocument22 pagesUncertainty Propagation Using Taylor Series Expansion and A SpreadsheetjunkcanNo ratings yet
- Imeko TC12 2004 PL 005Document10 pagesImeko TC12 2004 PL 005junkcanNo ratings yet
- Si70 H T S D ' G: XX Umidity AND Emperature Ensor Esigner S UideDocument41 pagesSi70 H T S D ' G: XX Umidity AND Emperature Ensor Esigner S UidejunkcanNo ratings yet
- Its-90 Realization in The Range From - 190°C To 420°C at InmetroDocument6 pagesIts-90 Realization in The Range From - 190°C To 420°C at InmetrojunkcanNo ratings yet
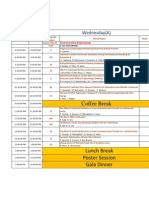
- Wednesday (A)Document1 pageWednesday (A)junkcanNo ratings yet
- Validation of Nis 500 Mpa Hydraulic Pressure Measurement: Edp Sciences 10.1051/ijmqe/2016031Document6 pagesValidation of Nis 500 Mpa Hydraulic Pressure Measurement: Edp Sciences 10.1051/ijmqe/2016031junkcanNo ratings yet
- Ametek Ast Series 2u User Manual m330000 02 Rev BDocument143 pagesAmetek Ast Series 2u User Manual m330000 02 Rev BjunkcanNo ratings yet
- A Comparison of Suit Dresses and Summer Clothes in The Terms of Thermal ComfortDocument11 pagesA Comparison of Suit Dresses and Summer Clothes in The Terms of Thermal ComfortjunkcanNo ratings yet
- Synthesis of Schiff Bases Using Greener MethodologiesDocument5 pagesSynthesis of Schiff Bases Using Greener MethodologiesDownload_from_ScribdNo ratings yet
- Corrosion Measurement Techniques in Steel ReinforcedDocument15 pagesCorrosion Measurement Techniques in Steel ReinforcedVidhun RavindranNo ratings yet
- Lecture 2: Continuation of EquilibriaDocument10 pagesLecture 2: Continuation of Equilibria周沛恩No ratings yet
- .Archivetemptest 3 - Sieve Analysis of SoilDocument11 pages.Archivetemptest 3 - Sieve Analysis of SoilSadon B AsyNo ratings yet
- Ansys Fea TVDocument19 pagesAnsys Fea TVSubramaniyan Mahendiran100% (1)
- The Copperbelt University: Applications For Admission To The 2021 Academic YearDocument3 pagesThe Copperbelt University: Applications For Admission To The 2021 Academic YearObedNo ratings yet
- Virial Equation Version 2Document24 pagesVirial Equation Version 2Haseeb LashariNo ratings yet
- Finite Wing - Vortex Lattice MethodsDocument47 pagesFinite Wing - Vortex Lattice MethodsSumit MalikNo ratings yet
- Atomic TheoryDocument2 pagesAtomic TheorybabeNo ratings yet
- 9817 - Manual On Wind Shear 2005Document213 pages9817 - Manual On Wind Shear 2005Huy Thanh NguyenNo ratings yet
- What Is The Relation Between Gauge Pressure Absolute Pressure Atmospheric Pressure and Vacuum Pressure - QuoraDocument3 pagesWhat Is The Relation Between Gauge Pressure Absolute Pressure Atmospheric Pressure and Vacuum Pressure - QuoraMauliNo ratings yet
- Partial Fraction DecompositionDocument8 pagesPartial Fraction DecompositionEddie WinterNo ratings yet
- Davidson Moreira, Marco Vilhena - Air Pollution and Turbulence - Modeling and Applications (2009, CRC Press)Document336 pagesDavidson Moreira, Marco Vilhena - Air Pollution and Turbulence - Modeling and Applications (2009, CRC Press)Paulina MorenoNo ratings yet
- Water 11 00773 PDFDocument17 pagesWater 11 00773 PDFSaga MursalNo ratings yet
- SPM Chemistry Revision Module On The BasicsDocument64 pagesSPM Chemistry Revision Module On The Basicssuritanu96No ratings yet
- Chemistry Book 9th Sindh BoardDocument152 pagesChemistry Book 9th Sindh BoardSaad ullahNo ratings yet
- Civil-Iii-Surveying-I 10CV34 - Notes PDFDocument105 pagesCivil-Iii-Surveying-I 10CV34 - Notes PDFAS Animesh Sinha84% (25)
- Tapered Roller Bearings Matched PairsDocument32 pagesTapered Roller Bearings Matched PairshungNo ratings yet
- Odd Magnus Faltinsen cv2015Document45 pagesOdd Magnus Faltinsen cv2015eВаскесNo ratings yet
- Product Range Series 6.1 Pitch 50 MM (2 In) : Modular BeltsDocument6 pagesProduct Range Series 6.1 Pitch 50 MM (2 In) : Modular BeltsdvNo ratings yet
- Math ModelDocument12 pagesMath ModelraparlaskNo ratings yet
- Fullpaperproposal Flood PerceptionDocument34 pagesFullpaperproposal Flood PerceptionJonahPatrickSantosNo ratings yet
- Human Eye and The Colourful WorldDocument2 pagesHuman Eye and The Colourful WorldArjun SureshNo ratings yet